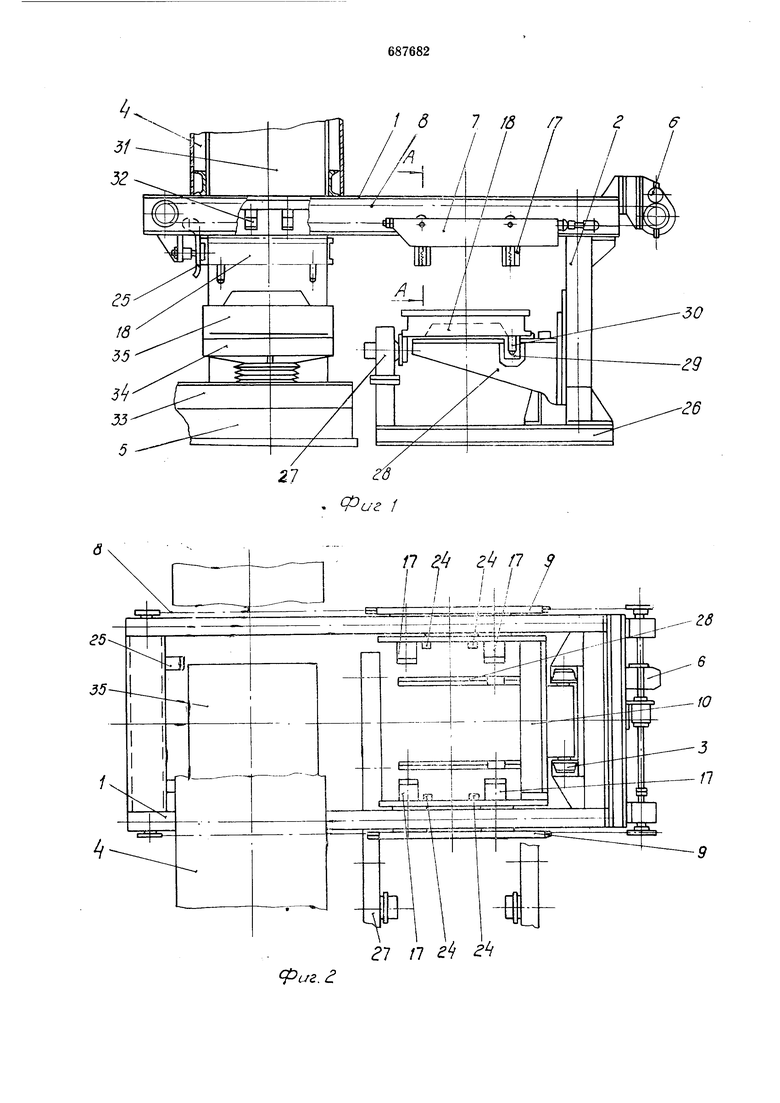
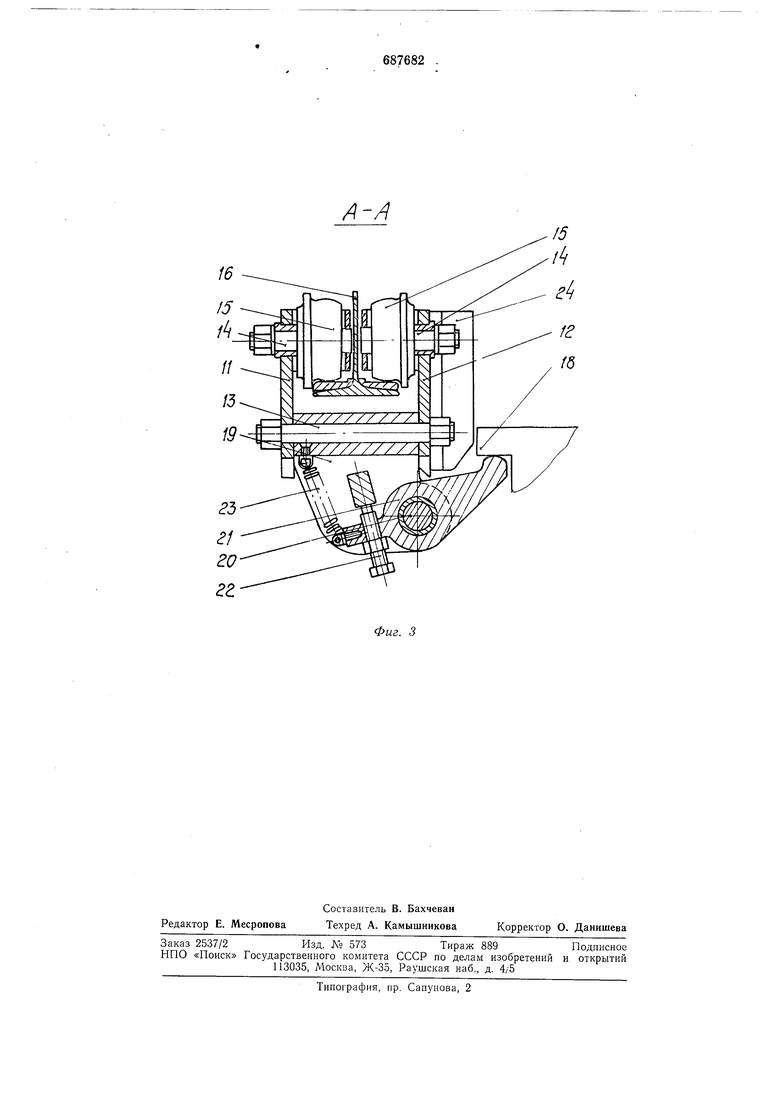
Изобретение относится к области литейного производства, точнее к производству отливок литьем в облицованные кокили. Известен манипулятор для загрузки кокилей в агрегат нанесения облицовки, включающий вилочный подъемник кокиля и горизонтальную раму, по которой перемеш,ается приводная тележка П-образной формы, несущая захваты кокиля, причем жесткость тележки обеспечивается наличием в ее щеках гнезд, в которые входят штыри транспортируемого элемента. Известный манипулятор для транспортировки кокилей имеет излишне усложненную конструкцию, a также ограниченные возможности применения, так как на всех частях кокиля необходимо бы было иметь по четыре штыря, расположенные в единой координатной сетке. Использование же только центрирующих штырей кокиля невозможно, так как штырям одной половины кокиля обязательно должны соответствовать втулки второй половины. Цель изобретения - упрощение конструкции и повышение производительности манипулятора загрузки кокилей в агрегат нанесения облицовки. Цель достигается тем, что в манипуляторе ходовая часть П-образной приводной тележки выполнена в виде двух монорельсовых кареток, соединенных поперечной траверсой, при этом горизонтальная рама снабжена регулируемыми упорами фиксации полол ения кокиля на захватах тележки; сами захваты выполнены в виде регулируемых подпрулхиненных рычагов, a вилы подъемника снабжены прорезями для прохода обращенных вниз центрирующих штырей кокиля. Па фиг. 1 схематически изображен предлагаемый манипулятор загрузки кокилей в агрегат нанесения облицовки из кокиля, вид спереди, на фиг. 2 - то же вид в плане; на фиг. 3 - разрез А-А фиг. 1 (по захвату кокиля). Манипулятор загрузки кокилей состоит из горизонтальной рамы 1, которая одним концом опирается на шахту 2 вилочного подъемника 3 кокиля, a вторым подвешена к порталу 4 агрегата 5 нанесения облицовки на кокили. На раме 1 смонтирован привод 6 перемешения тележки 7, которая соединяется с последним цепной передачей 8. Тележка 7 состоит из двух монорельсовых кареток 9, соединенных между собой со стороны, обращенной к подъемнику 3, одной поперечной траверсой 10, благодаря чему тележка 7 имеет в плане П-образную форму. Подобное констр пстивное выполнение тележки 7 обеспечивает ей необходимую жесткость без применения каких-либо специальных устройств.
Каждая монорельсовая каретка 9 состоит из наружных 11 и внутренних 12. щек, соединепных стяжками 13. В щеках 11 и 12 кареток 9 на осях 14 установлены катки 15, при помощи которых тележка 7 катится по направляющим 16 рамы 1.
Каждая каретка 9 снабжена захватами 17, на которые во время перемещения на тележке 7 опираются фланцы кокиля 18. Захваты 17 монтируются на кронщтейнах 19, установленных на стяжках 13 между щеками 11 и 12 кареток 9, и представляют собой поворотные на оси 20 рычаги 21, которые удерживаются в исходном полол енни с помощью регулируемого ограничителя 22 хода и пружины 23. На щеках 12 установлены также направляющие планки 24 кокиля 18, а иа раме 1 установлен регулируемый упор 25, фиксирующий положение находящегося на захватах 17 тележки 7 кокиля 18 в момент загрузки его в агрегат 5 нанесения облицовки.
Шахта 2 подъемника 3 установлена на раме 26 рольганга 27. В щахте перемещаются вилы 28, имеющие прорези 29 для прохода обращенных вниз центрирующих щтырей 30 перемещающегося по рольгангу 27 кокнля 18. Вилы 28 находятся ниже верхней кромки роликов рольганга и не препятствуют перемещению кокилей 18 по последнему.
Наличие прорезей 29 в вилах 28 подъемника 3 для прохода обращенных вниз центрирующнх штырей 30 кокнля 18 сокращает ход БИЛ 28 и, тем самым, повыщает производительность, манипулятора.
В портале 4 смонтирована пескодувная головка 31 с соплами 32, а на поворотном столе 33 агрегата 5 нанесения облицовки на кокили - подъемные столы 34 с моделями 35 верха и низа кокиля.
Использование тележки 7 Н-образной формы, открытой со стороны агрегата 5 нанесення облицовки на кокили, дает возможность совмещать операцию нанесения облицовки на кокили 18 с холостым ходом тележки 7, что позволяет значительио повысить производительность манипулятора загрузки кокилей.
Работа манипулятора загрузки кокилей заключается в следующем.
Поданный рольгангом 27 на позицию загрузки кокиль 18 поднимается вилами 28 подъемника 3, поворачивает рычаги 21 захватов 17, которые пропускают кокиль 18 5 вверх, после чего нружииой 23 возвращаются в исходное положение, определяемое регулируемым ограничителем 22. Кокиль 18 при этом направляется планками 24. Нри опускании вил 28 подъемника 3 кокиль 18 своими фланцами повисает на рычагах 21 захватов 17, а после окончания опускания вил 2| тележкой 7 транспортируется на позицию загрузки агрегата 5 нанесения облицовки. Положение кокиля 18
5 на позиции загрузки агрегата 5 нанесения облицовки определяется регулируемым упором 25.
При подъеме стола 34 с моделью 35 кокиль 18 соединяется с моделью 35, поднимается ей с захватов 17 и поджимается к соплам 32 пескодувной головки 31. Так каг тележка 7 со стороны агрегата 5 нанесения облицовки открыта (поперечная траверса 10 находится с противоположной стороны
5 тележки), то во время нанесения облицовки на кокиль 18 она возвращается в исходное иоложение, где в нее производится загрузка очередного кокиля 18, находящегося на рольганге 27. 0
Формула изобретения
1.Манипулятор загрузки кокилей в агрегат наиесеиия облицовки на кокили, содержащий вилочный подъемник кокиля, горизонтальную раму, на которой размещена приводная П-образная тележка, несущая захваты кокиля, отличающийс я тем, что, с целью упрощения конструк0 Ции и повыщения производительности, ходовая часть П-образной тележки выполнена в виде двух монорельсовых кареток, соединеиных поперечной траверсой, при ЭТОМ; горизонтальная рама снабжена регулируемыми упорами фиксации положения кокиля на захватах тележки.
2.Манипулятор по п. 1, отличающийся тем, что захваты выполнены в виде регулируемых подпружиненных рычагов.
0 3. Манипулятор по пп. 1 и 2, отличающийся тем, что вилы подъемника выполиены спрорезями для прохода обращенных вниз центрирующих щтырей кокиля.
Фиг.г г /7 г г п г1
16
Фиг. 3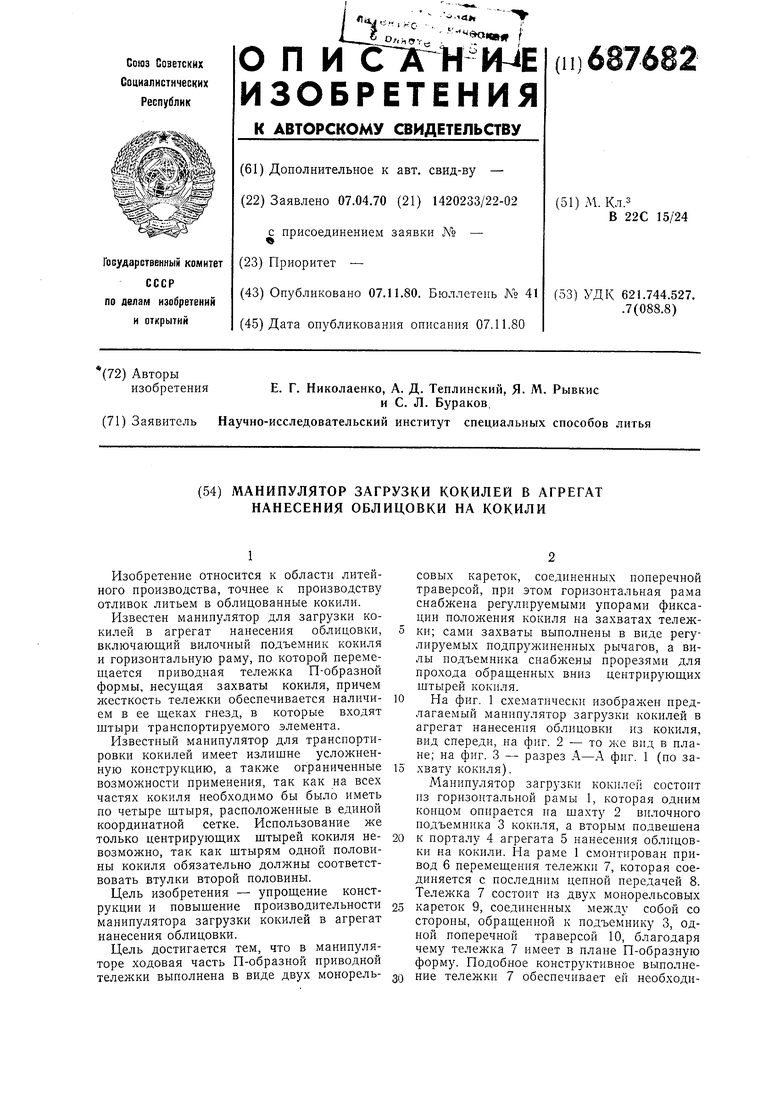
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ литья в ОБЛИЦОВАННЫЕ КОКИЛИ | 1973 |
|
SU407641A1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ОБЛИЦОВКИ НА КОКИЛИВ ГМ SФ01Щ внш^^рт^е | 1973 |
|
SU420388A1 |
| Манипулятор разборки облицованных кокилей | 1981 |
|
SU996094A1 |
| Автоматическая линия центробежного литья в облицованные кокили | 1978 |
|
SU764842A1 |
| Пескодувная машина для нанесения облицовки на кокиль | 1982 |
|
SU1129016A1 |
| Машина для нанесения облицовки на кокили | 1973 |
|
SU474392A1 |
| Машина для нанесения облицовки на кокили | 1981 |
|
SU984657A1 |
| Манипулятор разборки облицованных кокилей | 1975 |
|
SU740405A1 |
| Линия литья в облицованные кокили | 1986 |
|
SU1435387A1 |
| Автоматическая линия кокильного литья | 1966 |
|
SU270202A1 |