1
Изобретение относится к литейному производству, точнее к области получения точных отливок в кокилях с термоизоляционной облицовкой.
Известны линии литья в облицованные кокили, содержащие последовательно установленные агрегат нанесения облицовки на кокиль, агрегат сборки, агрегат передачи кокиля с продольной ветви на поперечную, агрегат заливки, агрегат передачи кокиля с поперечной ветви на возвратную, агрегат разборки, агрегат выбивки, агрегат очистки, камеру охлаждения, агрегат кантовки на 180° и систему рольгангов.
Однако для ряда деталей, например для корпуса буксы железнодорожных вагонов, при отливке в облицованные кокили нужен вертикальный разъем формы. При этом необходимо также наличие устройств, скрепляющих или удерживающих половинки кокилей при вертикальном положении во время заливки жидкого металла (при горизонтальном расположении кокилей эту функцию обычно выполняет вес верхнего полукокиля).
Целью изобретения является создание линии, предназначенной для производства отливок в облицоваппых кокилях, имеющих как горизонтальный, так и вертикальный разъем. Для этого линия снабжена устройством для
скрепления и кантовки собранного кокиля в положение, необходимое для вертикальной заливки. Операции зажима кокиля под кантовку на 90° и запирание замков совмещены, для
чего траверса зажима-кантователя агрегата запирания замков и кантовки на 90° снабжена унором.
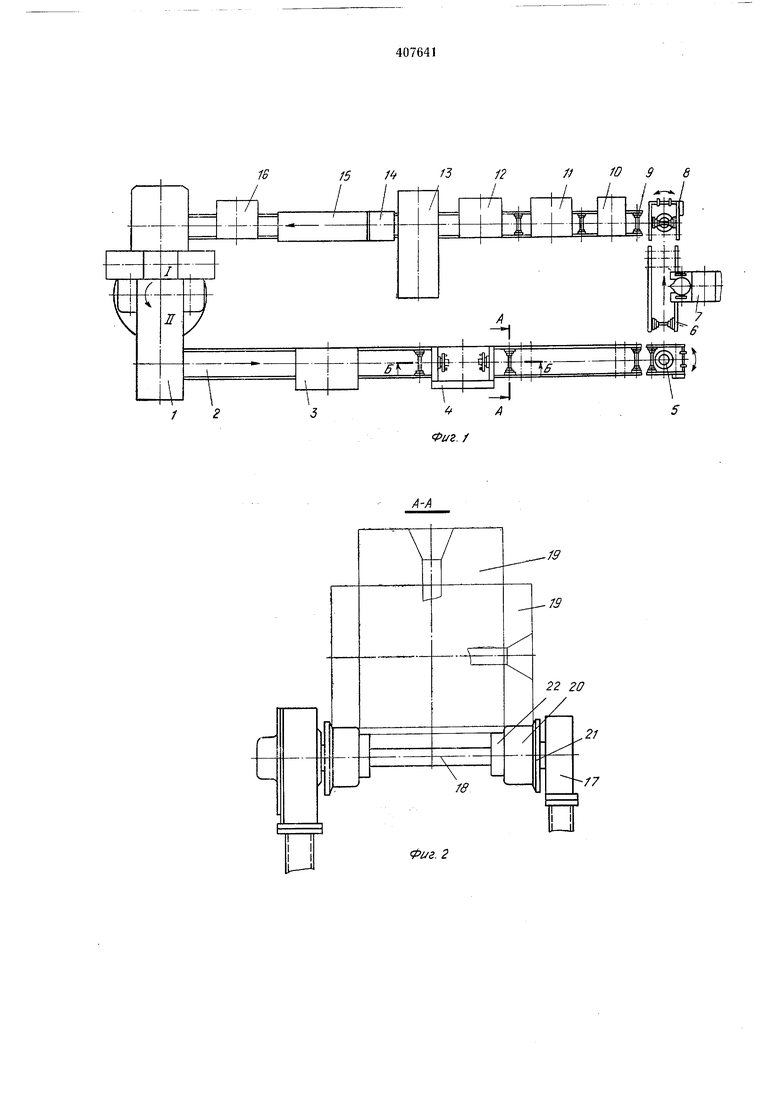
На фиг. 1 изображена предлагаемая линия, в плане; на фиг. 2 - то же, разрез по А-А
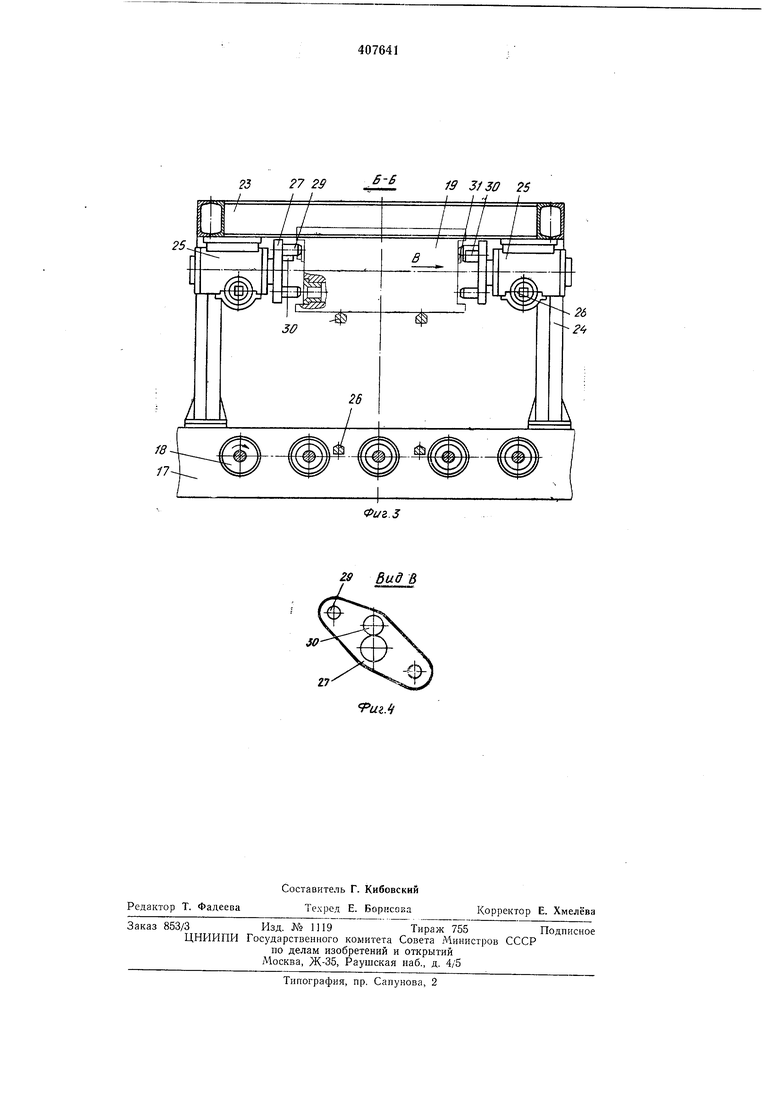
на фнг. 1; на фиг. 3 - то же, разрез по Б-Б на фиг. 1; на фиг. 4 - то же, вид по стрелке Р на фиг. 3.
Линия представляет co6oii в плане замкнутый прямоугольник и состоит из агрегата 1
карусельного типа для нанесения облнцсн.кп на кокиль, продольной ветви 2 приводных рольгангов, агрегата сборки 3, агрегата 4 запирання замков и кантовки на 90°, aгpeгa a 5 передачи кокиля с продольной ветви на поперечную, поперечной ветви б рольганга, агрегата заливки 7, агрегата 8 цередачи кокиля с поперечной ветви на возвратную, возвратной ветви 9 рольгангов, агрегата 10 отпирания замков, агрегата 11 возвратной кантовки
на 90°, агрегата разборки 12, агрегата выбнвки 13, агрегата очнстки 14, камеры охлаждения 15 ц агрегата 16 кантовки на 180°.
В корпусе 17 рольгангов вращаются приводные ролцки 18. На участках (по пути дважения собранного ко,-л)ля) от агрегата 4 запираиия замков и каитоикн па 90 до агрегата 11 кантовки на 90° катки роликов имеют ступенчатую форму, -что позволяет транспортировать кокнли 19 с горнзонтальпым и вертикальным разъемами. При этом кокиль 19 с горизонтальным разъемом катится по иовсрхности 20 и удержпвастсп ol бокового смещения иоверхностямн 21, а кокиль с вертикальным разъемом , ио иозерхпости 22 и удерживается от бокового смещения поверхностями 20.
Агрегат 4 состоит кз траверсы 23, установленной на колоннах 24, которые онираются на корпус 17 рольганга. На траверсе 23 укреплены зажимь -канто:затели 25. Между роликами 18 рольганга находятся вилы 26 иодъемника. Зажнм-кактователь 25 снабжен траверсой 27, совершающей поступательное движение от встроенного гндроиилипдра, вращающейся на угол 90° от реечного гидроннлипдра 28. На траверсе 27 установлены штыри 29 и унор 30. Кокиль 19 снабжай замками 31. Конструкция агрегата 11 аналогична агрегату 4, но в ее траверсах 27 упоры 30 отсутствуют.
Линия работает следуюшлм образом.
Полукокиль, установленный разъемом вниз, но возвратпой ветви 9 подается к агрегату 1. Нанесение облидозк ; производится на позиции I путем ее здув;1ния через надувные отверстия в кокиле в зазор между кокилем и горячей моделью ноочередно для полукокилей верха и низа. На позидин П производится съем с модели обл ;;1оваипого полукокиля, кантовка его на угол 180° и установка разъемом вверх па рольганг продольной ветви 2, которым полукокили траиснортируются к агрегату сборки 3. За время движения иолукокилей по рольгангу продольной ветви 2 и агрегату сборки 3 произиодятск осмотр и установка стержией.
Агрегат 4 предназиачеп для запирания замков кокиля и его кантовки на угол 90°, что нужно для транспортировки кокиля в вертикальном ноложении. Е случае производства отливок в кокИоЧях с горизонтальным разъемом агрегат не включается. Пришедший к агрегату 4 кокиль 19 26 нодъемиика снимается с ро, и подаете г к -ажимамкаитователя:, 25. Г1р:; лодо |5:;срсд траверсы
27 штыри 29, расположенные ио диагонали, входят в гнезда кокиля 19, а упоры 30 закрывают замки 31, скрепляющие обе половины кокиля. Носле этого происходит опускание вил 26, кантовка кокиля 19 на угол 90°, подъем вил, отвод траверсы 27 и опускание кокиля на ролики 18 рольганга с помощью вил в вертикальном положении. Рольгангом продольной ветви 2 кокиль подается к агрегату
5, который одновременно разворачивает кокиль на 90° в горизонтальной плоскости.
На поперечной ветвн 6 рольганга кокиль заливается с помощью агрегата залнвки 7, агрегатом 8 передачи кокилей с поперечной
ветви на возвратную передается на возвратную ветвь 9 рольгангов, которым последовательно транснортируется к агрегату 10, агрегату II, агрегату разборки 12 и агрегату выбивки 13, где отливка удаляется из полукокиля низа. В случае отливки деталей с горизонтальным разъемом агрегаты 4, 10 и 11 не включаются. В дальнейщем полукокили рольгангом возвратной ветви 9 последовательно передаются в агрегат очистки 14, камеру охлаждения 15, агрегат 16, после чего кокили разъемом вниз в последовательности верх- низ подаются к агрегату 1 нанесения облидовкн на кокиль.
Нредмет изобретения
1.Линия литья в облицованные кокили, содержащая последовательно установленные агрегаты нанесения облицовки на кокиль, сборки, передачи кокиля с продольной ветви на
поперечную, заливки, передачи кокиля с поперечной ветвн на возвратную, разборки, выбивки, очистки, камеру охлаждения, агрегат кантовки на 180° и систему рольгангов, отличающаяся тем, что, с целью получения отливок в кокилях, имеющих вертикальный и горизонтальный разъем, она снабжена агрегатом кантовки кокилей на 90° и заннрания коннрных замков проходного типа, установленным вдоль рольганга за агрегатом сборки и
агрегатами отиирания замков и обратной кантовки нроходного типа, устаиовленными вдоль рольганга перед агрегатом разборки.
2.Лииия литья по п. I, отличающаяся тем, что агрегат заиираиия замков и кантовки
на 90° выполнен с зажимами-кантователями, траверсы которых снабжены упорами. / 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия центробежного литья в облицованные кокили | 1978 |
|
SU764842A1 |
| Линия литья в облицованные кокили с вертикальной плоскостью разъема | 1980 |
|
SU1066735A1 |
| Линия литья в облицованные кокили | 1990 |
|
SU1770056A1 |
| Устройство для разборки и очистки облицованных кокилей с горизонтальным разъемом | 1979 |
|
SU859022A1 |
| Манипулятор разборки облицованных кокилей | 1981 |
|
SU996094A1 |
| Линия литья в формы преимущественно кокили,облицованные жидкими самотвердеющими смесями | 1983 |
|
SU1119219A1 |
| Линия литья в облицованные кокили | 1987 |
|
SU1528610A1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ОБЛИЦОВКИ НА КОКИЛИВ ГМ SФ01Щ внш^^рт^е | 1973 |
|
SU420388A1 |
| КОНВЕЙЕРНАЯ КОКИЛЬНАЯ УСТАНОВКА | 1995 |
|
RU2090307C1 |
| Линия литья в облицованные кокили | 1986 |
|
SU1435387A1 |
-/7
/
(1г
II
II
It
м
JI
Фиг. 2
гЗ27 29
I/ /
29 Вид В
27
19 3f20 25
v
