1
Изобретение относится к литейному производству.
Известен способ изготовления биметаллических изделий с использованием разделительной перегородки, устанавливаемой в изложницу перед заливкой различных по составу сплавов.
Однако при таком способе в зависимости от температуры заливаемых в изложницу сплавов перегородка может расплавиться (что приведет к смешению заливаемых в изложницу сплавов) или не свариться с ними.
Описываемый способ отличается от известного тем, что по обе стороны разделительной перегородки с зазором от нее дополнительно устанавливают две перфорированные перегородки, причем разделительную перегородку изготовляют ИЗ сплава, имеющего более высокую температуру плавления, чем температура плайления заливаемых сплавов.
Эти отличия. уменьшают возможность расплавления разделительной перегородки и тем самым предохраняют заливаемые сплавы от смешивания.
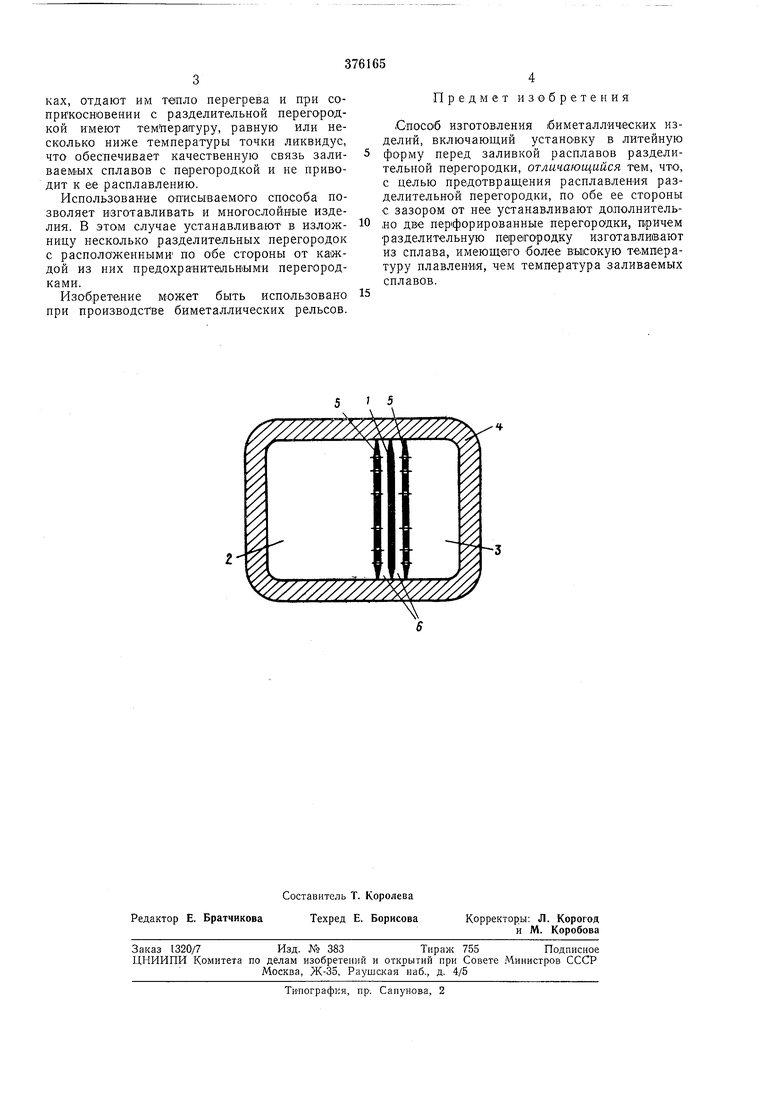
На чертеже при1ведена схема осуществления описываемого способа.
Разделительная перегородка; 1 является границей раздела двух сплавов, залив аемых в полости 2 W. 3 изложницы 4.
Ее изготавливают из сплава, имеющего более высокую температуру плавления, чем температура плавления обоих заливаемых сплавов.
Толщина разделительной перегородки выбирается такой, чтобы обеспечивалась прочная связь с Обоими заливаемыми сплавами при минимальной температуре их заливки. Для предохранения разделительной перегородки / от расплавления за счет тепла перегрева заливаемых сплавов, а также от местного расплавления случайным потоком жидкого сплава, имеющего перегрев, по обе стороны от разделительной перегородки, на
некотором расстоянии, параллельно устанавливают перфорированные предохранительные перегородки 5 (в некоторых случаях по обе стороны от разделительной перегородки могут устанавливать несколько предохранительных перегородок).
Количество и диаметр отверстий в отдельных участках предохранительных перегородок выполняют в обратной зависимости от перегрева металла, соприкасающегося с
соответствующими участками перегородок,
что позволяет создать около разделительной
перегородки зону 6 жидкого сплава, не
имеющего перегрева.
Оба заливаемых сплава, перетекая через
отверстия в предохранительных перегородках, отдают им тбпло перегрева и при соприкосновении с разделительной перегородкой имеют темйераггуру, равную или несколько ниже температуры точки ликвидус, что обеспечивает качественную связь заливаем|Ых сплавов с пе(регородкой и не приводит к ее расплавлению.
Использование о-писываемОГо способа позволяет изготавливать и многослойные изделия. В этом случае устанавливают в изложницу несколько разделительных перегородок с расположенными по о-бе стороны от каждой из них предохранитещьными перегородками.
Изобретение может быть использовано при производстве биметаллических рельсов.
Предмет изобретения
.Спосо б изготовления биметаллических изделий, включающий установку в литейную форму перед заливкой расплавов разделительной перегородки, отличающийся тем, что, с целью предотвращения расплавления разделительной перегородки, по обе ее стороны с зазором от нее устанавливают дололнительно две перфорированные перегородки, причем разделительную перегородку изготавливают из сплава, имеющего более высокую температуру плавления, чем температура заливаемых сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллического слитка и устройство для его осуществления | 1981 |
|
SU996090A1 |
| Способ центробежного литья биме-ТАлличЕСКиХ зАгОТОВОК | 1979 |
|
SU806241A1 |
| Способ получения полиметаллических отливок | 1984 |
|
SU1235648A1 |
| СПОСОБ ГРАВИТАЦИОННОГО ЛИТЬЯ ФАСОННЫХ ОТЛИВОК | 2010 |
|
RU2444415C1 |
| Способ получения биметаллического слитка | 1988 |
|
SU1526902A1 |
| Способ получения многослойного слитка | 1987 |
|
SU1538993A1 |
| Способ обработки металла в литейной форме | 1980 |
|
SU1057181A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТИЕВО-АЛЮМИНИЕВОГО СПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033451C1 |
| Способ центробежного литья биметаллических заготовок | 1980 |
|
SU889271A1 |
| Устройство для изготовления биметаллических заготовок | 1977 |
|
SU789240A1 |
5 5
