1
Изобретение относи тся к устройствам для зажима и вращения деталей.
Известно устройство для з.ажима деталей, содержащее приводной и неприводной центрь, установленные в неподвижных опоpax с возможностью осевого перемещения, и механизмы их перемещений, вьгаолненные в виде связанных между собой силовЫХ цилиндров. Однако в этом устройстве ход перемещения центров мал, поэтому обр|аботка изделия по тогрцам затруднена.
Цель изобретения - увеличение хода перемещения центров что позволит вести обработку иеделия по торцу, например, сварки.
В предлагаемом устройстве в отличие от из,в€стнопо силовой цилиндр механизма перемещения неприводного центра установлен в соответствующей опоре с возможностью, осевого перемещения; во внутр|енней полости указанного цилиндра размещен дополнительНый плавающий цилиндр с порщнем, жестко за крепленным на опоре. Силовой цилиндр механизма перемещения приводного центра установлен неподвижно В соответствующей опоре, причем диаметр внутренней полости силового цилиндра неприводного центра больще диаметра внутренней полости силового цилиндра приводного центра, который в свою очередь больще диаметра внутренней полости плавающегоцилиндра.
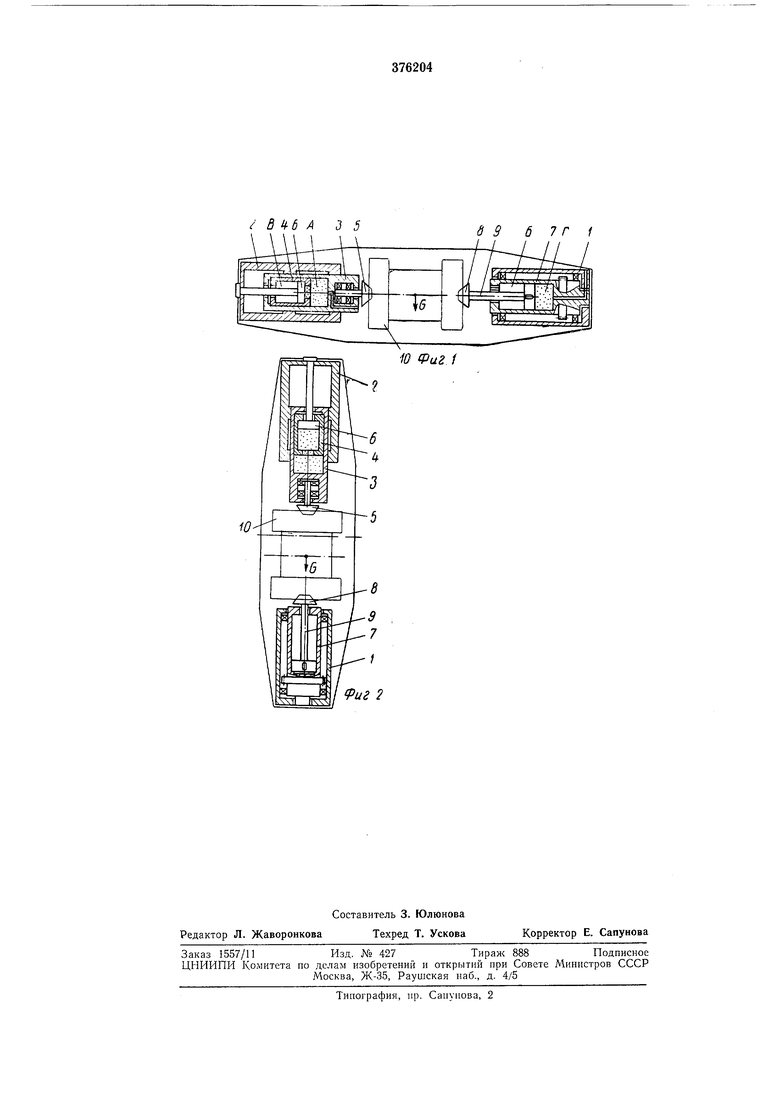
На фиг. 1 показано положение цилиндров при за|Жиме деталей; на фиг. 2 - положение цилиндров в случае, когда одна опора вверху.
Устройство содержит две опоры / № 2 в олоре 2 установлен подвижный цилиндр 3 с плавающим цилиндром 4 и свободно вращающийся центр 5. В плавающем цилнедре 4 неподвижнъш порщень 6 жестко закреплен на 0ПОр.е 2, в опоре / установлен вращающийся цилиндр 7, на, штоке 9 поршня которого имеется В|торой центр 8.
Работает устройство следующим образом. При выдвижении цилиндра 3 с центром 5 из олоры 2 при закреплении детали; W плав а;ющий цилиндр 4 прижат к неподвижному иорщню 6 действием рабочей среды в полости; А цилиндра 5 и не И(Меет своего ноложения относительно неподвижного поршня 6, при этом цилиндр 3 выдвигается из опоры до тех пор, пока з адняя стенка цилиндра 5 не упрется в плавающий цилиндр 4. Дальше может пр|ОИЗ(ОЙ.тн совместное перемещение цилиндр.а 3 и цилиндра 4 относительно неподвижного порщня 6 под действием рабочей среды в полости плавающего цилиндра 4, соединенной отверстием с полостью А цилиндра 3. Для зажИМа детали одновоемеино из опоры / действием цилиндра 7 штоком 9 выдвигается центр 8 и, прмни.мая во внимаИ.ие, что опоры 1 н 2 выдвижными центрами 5 и 8 при зажиме детали располагаются горизонтлльно и что диаметр цилИ1Н|Дра 7 больше диаметра плавающего цилиндра 4, но меньше диаметра цилиндра 3, взаимодействием цилиндров опор / и 2 устанавливается положение детали, когда задняя стенка цнлинд.р.а 3 упирается в плавающий цилиндр 4, а плаваюший цилиндр 4 под действием рабочей среды в полости А цилиндра 3 прижат к неподвижному noipmHuo 6. Поршень цилиндра 7 занимает в цилиндре промежуточное положение и действием рабочей среды в полости Г через центр 8 прижимает деталь к центру 5. Сила действия ЦИ1ЛИНДра 7 не может преодюлеть силу действиЯ, цилиндра 3, так как диаметр, цилиндра 7 меньше ди аметра цилиндра 3, в то же время цилиндр 3 не может дальше выдвигаться, так ка.к задней стена ой у1ПИ1рается в цлав.ающи и цилиндр 4 и дальнейшее выдвижение цилиндра 3 может происходить только совместно с плавающим цилиидром 4 действием ра.бочей среды в плавающем цилиндре 4, соединеННОМ отверстием с полостью А ци-линД(ра. 3, но TaiK KaiK диаметр плаязающегО цилиндрД 4 меньше ди.аметра цилиндра 7, то сила действия плавающего цилиндр,а 4 не может преодолеть силу действи:я цилиндра 7. При вертижальнюм положении оси закрепленИЯ и в.р.ащ.ен1ия детали., т. е. когда одна из ооор вверху, а другая внизу, к силе действия цилиидрОВ опоры, которая вадодится вверху, добавляется сила действия собственного- веса G детали, последняя перемещается вниз, при этом появляется дополнительное ра.остоянИ,е между торцом детали-, по KOTOIрЮМу осуществляется, ее за-кр-елление, и корпусом верхней опоры. Суммарная сила цилиндра; 7 и составляющая веса детали 10 преодолевают силу действия цилиндра. 3 опоры 2 и перемещают деталь W вниз до тех пор, пока торец ципиндра 3 не упреггся в плавающий цилиндр 4, а через него и неподвижный порщеиь 6 - в опору 2. В случае когда опора / вниву, то суммарная сила десйтвия плавающего цилиндр.а 4 и составляющая: веса детали преодолевают силу действия цилиндра опоры / и перемещают деталь вниз до тех пор, пока порщенЬ не упрется в задню.ю стенку цилиндра 7, при этом выдвижение .цилиидра 3 происходит в результате совместного перемещения плавающего цилиндра 4 с цилин1дром 3 относительно неподвижного поршня 6. Для раскрепления детали 10 опоры уста,навчливаются в горизонтальное положение. Рабочая среда подается в полость В цилиндра 3 и полость Б цилиндра 7. Центры 5 и S вдвигаются в опоры / и 2. Деталь 10 снимается, и установка готова для прие.ма новой детали. Предмет изобретения Устро-йство для зажима деталей преимущеcTB.eiHHo при сварке, содержащее приводной и неприводной центры, установлеипые в неподвижных опорах с возможностью осевого перемещения, и механизмы их перемещения, выполненные в виде связанных между со-бой силовых цилиндров, отличающееся тем, что, с целью увеличения хода перемещения центров, силовой, цилиндр механизма nepeiMeщения неприводного центра установлен в соответствующей о.поре с возможностью осевого перемещения,, внутренняя полость, указанного цилиндра снабжена дополнительным плава1ЮЩИ1М цилиндр.ом с поршнем, жестко закрепленнььм аа опоре, силовой цилиндр механиз1ма перемещения приводного центра установлен неподвижно в соответствующей опоре, причем ди аметр внутренней полости силового цилиндра неприводного центра больш-е диаметра внутренней полости силового цилиндра приводного центра, который в свою очередь больше диа,метр|а внутренней полости плавающего цилиндра.
/ В 6 А 35
д 9 6 7Г 1
ю Фиг 1
Риг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Задняя бабка токарного станка | 1980 |
|
SU931306A2 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| Устройство для зажима деталей | 1976 |
|
SU671984A1 |
| Намоточное устройство | 1981 |
|
SU1034810A2 |
| Токарный автомат | 1978 |
|
SU768570A1 |
| Задняя бабка токарного станка | 1980 |
|
SU921687A1 |
| Задняя бабка токарного станка | 1979 |
|
SU795726A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Захват манипулятора | 1989 |
|
SU1779581A1 |
| Устройство для продольной прокатки деталей | 1989 |
|
SU1741959A1 |