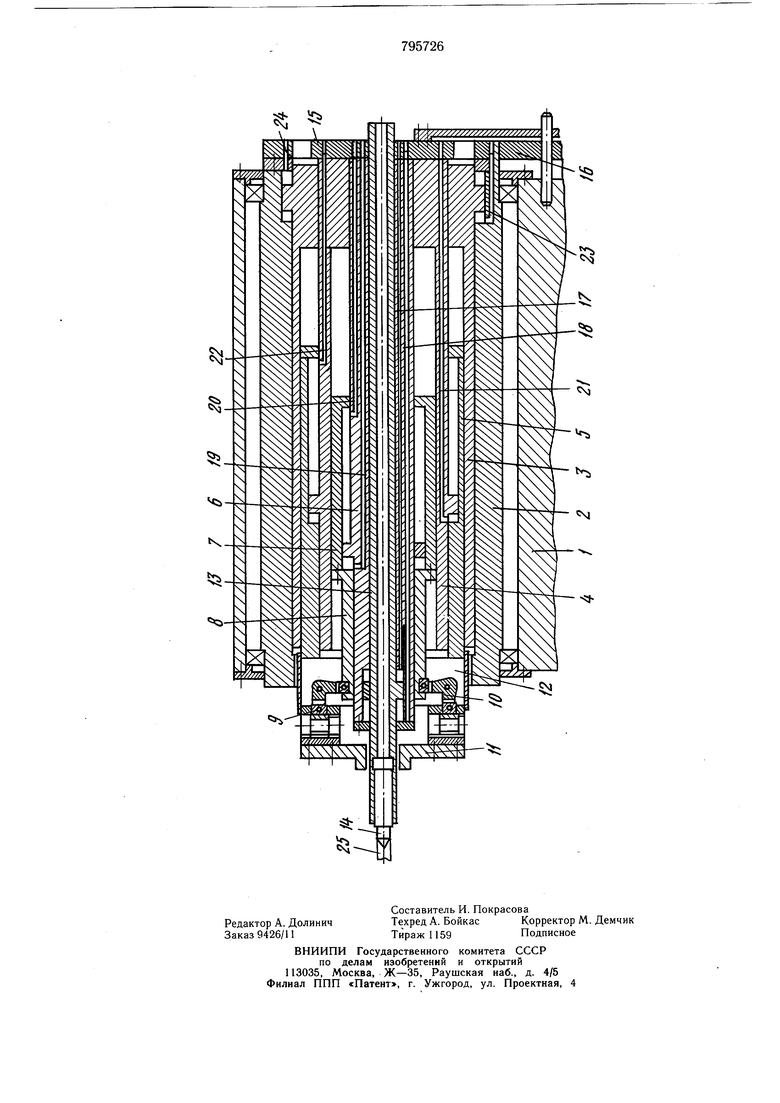
В гильзе 4 установлена и закреплена гильза 6. Между гильзами 4 и 6 помещена втулка 7, имеющая возможность осевого перемещения. Гильза 6 и втулка 7 образуют силовой цилиндр привода зажимных элементов, причем поршень выполнен на гильзе 6, а расточка - во втулке 7. Втулка 7 жестко соединена с тягами 8, которые, в свою очередь, через сухари 9 и рычаги 10 связаны с кулачками 11, расположенными в корпусе 12, который установлен на правом конце втулки 5. Внутри гильзы установлена с возможностью осевого перемещения пиноль 13 с центром 14, причем гильза б и пиноль 13 также образуют силовой цилиндр выдвижения центра, расточка выполнена в гильзе 6, а порЩень на пиноли 13. На правом конце задней бабки установлены без возможности вращения муфты 15 и 16, через каналы и кольцевые канавки которых рабочее тело (масло или воздух) соединяются каналами 17-24 с соответствующими силовыми цилиндрами. Устройство работает следующим образом. Предварительно, в зависимости от длины детали, устанавливают заднюю бабку на станине станка в соответствующее положение и закрепляют ее. Регулируют и устанавливают кулачки 11 в соответствии с диаметром обрабатываемой детали. Устанавливают в переднем и заднем 14 центрах станка деталь 25, для чего подают рабочую среду по каналу 17. Пиноль 13 перемещается влево, центр 14 входит в центровое отверстие детали 25 и поджимает ее к центру, установленному в шпинделе станка. После этого закрепляют деталь 25 в патроне передней бабки. Закрепленный в суппорте резец подводят к детали и устанавливают необходимый диаметр. Суппорту станка сообщают движение рабочей подачи и начинают обработку. После того, как будет обработана поверхность длиной, больщей ширины резцедержателя, при этом прогибы детали 25 от действия силы резания еще не оказывают существенного влияния на процесс образования погрешности, по сигналам систему управления подают рабочую среду по каналу 21 в полость силового цилиндра перемещения зажимного устройства. Втулка 5 перемещается и выдвигает зажимное устройство, состоящее из корпуса 12, кулачков 11, рычагов 10, сухарей 9 и тяг 8 на величину, достаточную для зажима детали 25. Одновременно по сигналу системы управления рабочая среда поступает по каналу 19 в левую полость силового цилиндра привода зажимных элементов, при этом втулка 7 смещается влево и посредством тяг 8 ослабляет рычаги 10, сухари 9 и кулачки 11. После этого по сигналу системы управления рабочая среда поступает по каналу 20 в правую полость цилиндра привода зажимных элементов, при этом втулка 7 перемещается вправо и посредством тяг 8 с помощью кулачков 11 зажимает правый конец детали 25. После надежного зажима детали 25 кулачками 11, о чем свидетельствует сигнал на систему управления, рабочая среда по каналу 23 поступает в полость силового цилиндра натяжения детали. При этом гильза 3 перемещается вправо, нагружая деталь растягивающей силой определенной величины, и дальнейшая обработка детали производится при нагружении ее растягивающей силой, что приводит к значительному уменьшению прогибов за счет увеличения жесткости системы СПИД. После окончания обработки рабочая среда в обратной последовательности поступает по каналам 24 и 20, 22 и 18 полости соответствующих силовых цилиндров и деталь освобождается от зажима и из центров. Формула изобретения Задняя бабка токарного станка, содержащая корпус, пиноль, механизм зажима с приводом его перемещения и механизм натяжения детали, отличающаяся тем, что, с целью повыщения точности и производительности обработки при приложении растягивающего усилия, механизм натяжения детали и привод перемещения механизма зажима выполнены в виде цилиндров, причем цилиндр механизма натяжения установлен в корпусе бабки с возможностью вращения, а его поршень выполнен полым и несет коаксиально смонтированный в нем цилиндр перемещения механизма зажима, поршень которого жестко связан с поршнем цилиндра натяжения, а механизм привода зажима выполнен в виде цилиндра, смонтированного внутри поршня цилиндра перемещения зажимного устройства, а его поршень жестко связан с последним, при этом поршень цилиндра привода механизма зажима выполнен с отверстием, в котором расположена пиноль, выполненная в виде поршня цилиндра, корпусом которого служит поршень цилиндра привода механизма зажима, причем корпус механизма зажима установлен с возможностью перемещения и связан с зажимными элементами. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2471991/18-24, кл. В 23 В 1/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Задняя бабка токарного станка | 1980 |
|
SU931306A2 |
| Задняя бабка токарного станка | 1980 |
|
SU1016079A1 |
| ЗАДНЯЯ БАБКА ТОКАРНОГО СТАНКА | 1997 |
|
RU2162770C2 |
| Задняя бабка токарного станка | 1980 |
|
SU921687A1 |
| Задняя бабка токарного станка | 1981 |
|
SU963696A1 |
| Задняя бабка токарного станка | 1981 |
|
SU963697A1 |
| Задняя бабка токарного станка | 1980 |
|
SU878417A1 |
| Задняя бабка токарного станка | 1981 |
|
SU982849A1 |
| Устройство для обработки нежестких пустотелых деталей | 1982 |
|
SU1065104A1 |
| Способ обработки резанием нежестких длинномерных вращающихся деталей и устройство для его осуществления | 1982 |
|
SU1049191A1 |