1
Изобретение относится к поточным линиям для отделки изделий.
Известны поточные линии для отделки свежеотформованных крупноразмерных железобетонных изделий, включающие вибропрокатный стан, горизонтальные конвейеры, опрокидыватели и устройства для отделки изделий.
Однако на таких линиях можно обрабатывать только поверхности изделий и нельзя производить никаких других операций. Целью изобретения является доведение изделий до полной заводской готовности.
Достигается это тем, что вдоль конвейера последовательно установлены роторный опрокидыватель со спаренным транспортером, механизм установки дверных и оконнных блоков, механизм установки откосообразователей, механизм приготовления гипсового раствора для заливки откосов, механизм приготовления и раскладки раствора на внутренней стороне изделия, затирочные машины, механизм для распалубки откосообразователей, кантователь, кантователь с транспортером, установленным под углом 90° к основному транспортеру и рольганг для перемещения панели в вертикальном положении вдоль постов окончательной отделки.
Механизмы для укладки дверных и оконных блоков и для распалубки откосообразователей выполнены в виде самоходной тележки с двумя порталами, один из которых снабжен тельфером, а второй выполнен горизонтально подвижным вдоль тележки и снабжен платформой для накопления оконно-дверных блоков и откосообразователей.
Механизм приготовления гипсового раствора для заливки откосов снабжен откидным рабочим органом пропеллерного типа с возможностью опускания его в переносную емкость,
предназначенную для заливки гипсовой смеси в откосообразователь.
Рабочий орган затирочной машины выполнен в виде вертикально вращающегося пропеллера с мягкими лопастями и винта для поперечного перемещения рабочего органа, смонтированных на самоходной тележке.
Конвейер перемещения изделия выполнен из отдельных секций, часть которых смонтирована на кантователях.
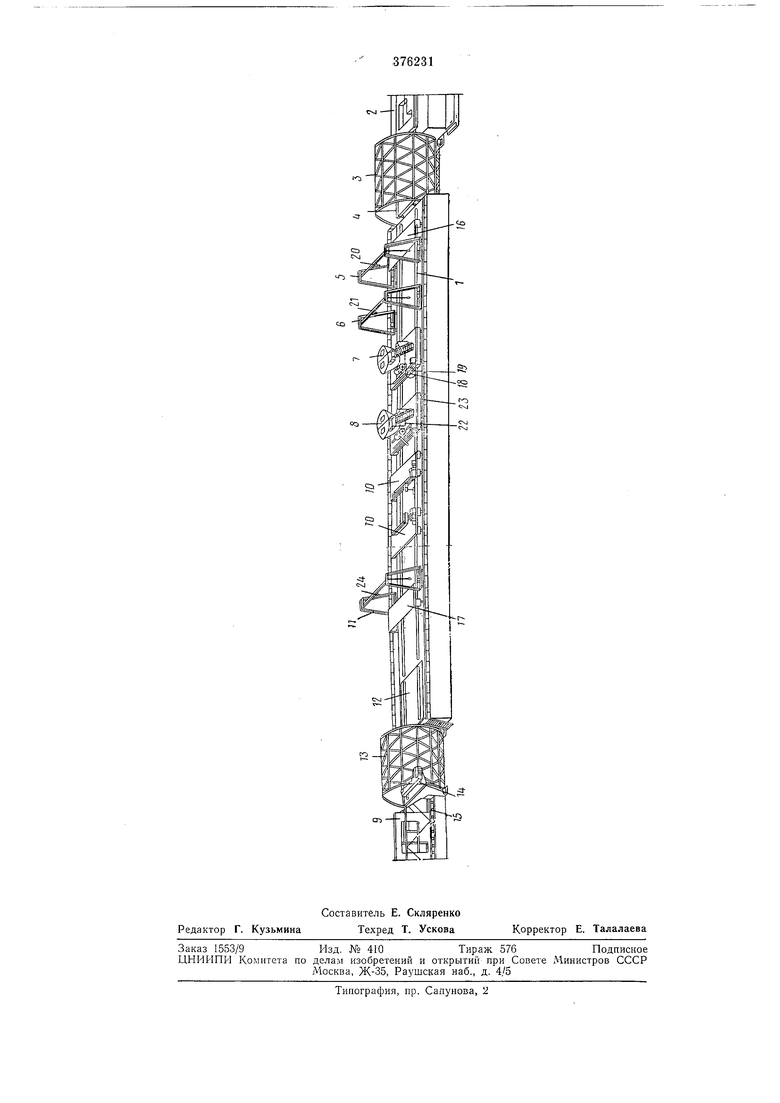
На чертеже схематично изображена предложенная поточная линия.
Горизонтальные конвейеры 1 поточной линии расположены соосно обгонному транспортеру 2 вибропрокатного стана.
Вдоль конвейера и соосно ему последовательно установлены роторный опрокидыватель 3 со спаренным транспортером 4, механизм 5 для установки дверных и оконных блоков, механизм 6 для установки откосообразователей,
механизм 7 приготовления гипсового раствора
заливки откосов, механизм 8 приготовления и раскладки раствора для отделки внутренней стороны панели 9, затирочные машины 10, механизм 11 распалубки откосообразователей, кантователь 12, кантователь 13 с транспортером 14 и рольганг 15 для перемещения панели в вертикальном положении вдоль постов окончательной отделки (на чертеже не показаны).
Транспортер 14 установлен под углом 90° к рольгангу 15. Механизмы 5 н 11 снабжены приводными порталами 16 и 17, предназначенными соответственно для накопления столярных изделий и откосообразователей. Механизм 7 для приготовления гипсового раствора заливки откосов снабжен откидным рабочим органом 18 пропеллерного типа с возможностью опускания его в переносную емкость 19, предназначенную для заливки гипсовой смеси в откосообразователь.
Панель 9 с обгонного транснортера 2 вибропрокатного стана поступает в пространство между верхней и нижней цепями спаренного транспортера 4 кантователя, поворачивается на 180° и передается на цепи конвейера 1.
После этого тельфером 20 механизма 5 с портала 16 снимают очередной столярный блок (на чертеже не показан), портал отводят в сторону, а оконный блок укладывают в соответствующий проем панели 9. Панель с закрепленным в ней оконным блоком, конвейером / перемещают в зону действия механизма 6, с помощью которого в зазор между откосами проема панели и оконно-дверным блоком на чертеже не показан тельфером 21 вставляют откосообразователь (на чертеже не показан). Заливку откосов производят вручную из переносной емкости 19, раствором, приготовленным в ней же из сухой гипсовокерамической смеси с водой, перемешанной откидным рабочим органом 18.
Нанесение поверхностного слоя по всей площади панели 9 осуществляют посредством раствороукладчика 22, смонтированного на самоходной тележке 23. Заглаживание поверхностного слоя осуществляют затирочные машины 10, выполненные в виде самоходной тележки с винтами поперечного перемещения, рабочих органов типа вертикально вращающегося пропеллера с мягкими лопастями.
Как в процессе нанесения покрывочного слоя, так и в процессе его заглал ивания механизм 8 и затирочные машины 10 перемещаются вдоль конвейера / с заданной скоростью.
Вслед за затирочной машиной над панелью 9 устанавливают механизм 11, тельфер 24 которого выдергивает откосообразователи и складывает их на подвижной портал 17.
По мере накопления откосообразователей на портале 17 мостовой кран (на чертеже не показан) переносит их обратно в зону механизма 6 для повторного использования.
Предмет изобретения
1. Поточная линия для отделки свежеотформованных крупноразмерных железобетонных изделий, включающая виброкатный стан, горизонтальные конвейеры, опрокидыватели и устройства для отделки изделий, отличающаяся
тем, что, с целью доведения изделий до полной заводской готовности, вдоль конвейера последовательно установлены роторный опрокидыватель со спаренным транспортером, механизм установки дверных и оконных блоков,
механизм установки откосообразователей механизм приготовления гипсового раствора для заливки откосов, механизм приготовления и раскладки раствора на внутренней стороне изделия, затирочные мащины, механизм для
распалубки откосообразователей, кантователь, кантователь с транспортером, установленным под углом 90° к основному транспортеру и рольганг для перемещения панели в вертикальном положении вдоль постов окончательной отделки.
2. Поточная линия по п. 1, отличающаяся тем, что, механизмы для укладки дверных и оконных блоков и для распалубки откосообразователей выполнены в виде самоходной тележки с двумя порталами, один из которых снабжен тельфером, а второй выполнен горизонтально подвижным вдоль тележки и снабжен платформой для накопления оконно-дверных блоков и откосообразователей.
3. Поточная линия по п. 1, отличающаяся тем, что механизм приготовления гипсового раствора для заливки откосов снабжен откидным рабочим органом пропеллерного типа с возможностью опускания его в переносную
емкость, предназначенную для заливки гипсовой смеси в откосообразователь.
4.Поточная линия по п. 1, отличающаяся тем, что рабочий орган затирочной машины выполнен в виде вертикально вращающегося
пропеллера с мягкими лопастями и винта для поперечного перемещения рабочего органа, смонтированных на самоходной тележке.
5.Поточная линия по п. 1, отличающаяся тем, что, с целью обеспечения возможности
снятия изделия на промежуточном этапе, конвейер перемещения изделия вьгаолнен из отдельных секций, часть которых смонтирована на кантователях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточно-конвейерная линия для производства строительных изделий | 1991 |
|
SU1763201A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛКИ ПЛОСКИХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1972 |
|
SU420462A1 |
| Устройство для крепления дверных и оконных коробок в проеме стеновой панели | 1986 |
|
SU1423720A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ ЭНЕРГОЭФФЕКТИВНЫХ ЭКОЛОГИЧЕСКИ ЧИСТЫХ МНОГОСЛОЙНЫХ ОБЛЕГЧЕННЫХ ОГНЕСТОЙКИХ СТЕНОВЫХ ПАНЕЛЕЙ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ, ЭНЕРГОЭФФЕКТИВНАЯ ЭКОЛОГИЧЕСКИ ЧИСТАЯ МНОГОСЛОЙНАЯ ОБЛЕГЧЕННАЯ ОГНЕСТОЙКАЯ СТЕНОВАЯ ПАНЕЛЬ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ АВТОМАТИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ ЭНЕРГОЭФФЕКТИВНЫХ ЭКОЛОГИЧЕСКИ ЧИСТЫХ МНОГОСЛОЙНЫХ ОБЛЕГЧЕННЫХ ОГНЕСТОЙКИХ СТЕНОВЫХ ПАНЕЛЕЙ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2549939C2 |
| Способ производства крупногабаритных готовых модулей для строительства здания | 2024 |
|
RU2839511C1 |
| Установка для изготовления сантехнических изделий | 1980 |
|
SU889437A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| УСТРОЙСТВО для ВЫГРУЗКИ СЫПУЧИХ ГРУЗОВ из КРЬ1ТЬ!Х ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 1969 |
|
SU235624A1 |