(54) КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU893538A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950534A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU973367A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ | 1973 |
|
SU407738A1 |
| Конвейерная линия для изготовления плоских строительных изделий | 1987 |
|
SU1537541A1 |
| Технологический комплекс по производству железобетонных изделий | 1987 |
|
SU1445974A1 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
Изобретение относится к устройствам для изготовления железобетонных изделий, в частности панелей наружных стен жилых и промышленных зданий.
Известна поточно-конвейерная линия для изготовления железобетонных изделий, включающая двухветвевую формовочную линию, в которой одна ветвь вк;почает посты распалубки, а вторая все другие необходимые технологические посты, и двухветвевую туннельную камеру тепловой обработки. Продольные оси форм-вагонеток перпендикулярны оси конвейера, а рельсовые направляющие бетоноукладчика установлены выше отметки технологического оборудования 1J.
В известной линии камера тепловой обработки находится на одном уровне с формовочной линией и занимает значительную производственную площадь. Отсутствие форкамеры и удаленность постов доводки от пос- . тов подготовки форм на этой линии затрудняет выполнение предварительной распалубки, съем злементов формооснастки и передачу их на посты подготовки форм.
Наиболее близкой по технической сущности к предлагаемой является технологическая линия для изготовления строительных изделий, содержащая параллельно расположенные две формовочные конвейерные ветви с термокамерой на одном конце, передаточные устройства, соединяющие их по концам в единый замкнутый техноло10гический поток, формы-вагонетки, подъемники-снижатели, установленные между термокамерой и формовочными конвейерными ветвями, технологические посты с оборудованием, предна15значенным на одной ветви конвейера для укладки и уплотнения бетонных смесей,предварительной распалубки и отделки, а на другой - для чистки, смазки форм, зарядки арматурой,
20 укладки отделочных материалов, окончательной отделки поверхности изделий, их комплектации, распалубки и съема с конвейера, и подъемнотранспортный механизм С2.
25
В описанной линии также отсутствует форкамера. Расположение подъемно-транспортного механизма над формовочными постами и отсутствие промежуточного склада комплектующих эле30ментов, в том числе формооснастки.
затрудняет предварительную распалубку и передачу элементов формооснастки с постов доводки на посты подготовки форм и снижает производительность.
Цель изобретения - повышение качества изделий и производительности.
Указанная цель достигается тем, что конвейерная линия для изготовления железобетонных изделий, содержащая параллельно расположенные две формовочные конвейерные ветви с термокамерой на одном конце, передаточные устройства, соединяющие их по концам в единый замкнутый технологический поток, формы-вагонетки, прдъемники-снижатели, установленные между термокамерой и формовочными конвейерными ветвями, технологические посты с оборудованием, предназначенным на одной ветви конвейера для укладки и уплотнения бетонных смесей, предварительной распалубки и отделки, а на другой - для чистки, смазки форм, зарядки арматурой, , укладки отделочных материалов, окончательной отделки поверхности изделий, их комплектации, распалубки и съема с конвейера,.и подъемно-транспортный механизм, снабжена камерой предварительной термообработки форкамерой, расположенной между оборудованием для укладки и уплотнения бетонных смесей и предварительной распалубки изделий, а подъемно-транспортный механизм смонтирован на стенке форкамеры с возможностью перемеения вдоль продольной ее оси.
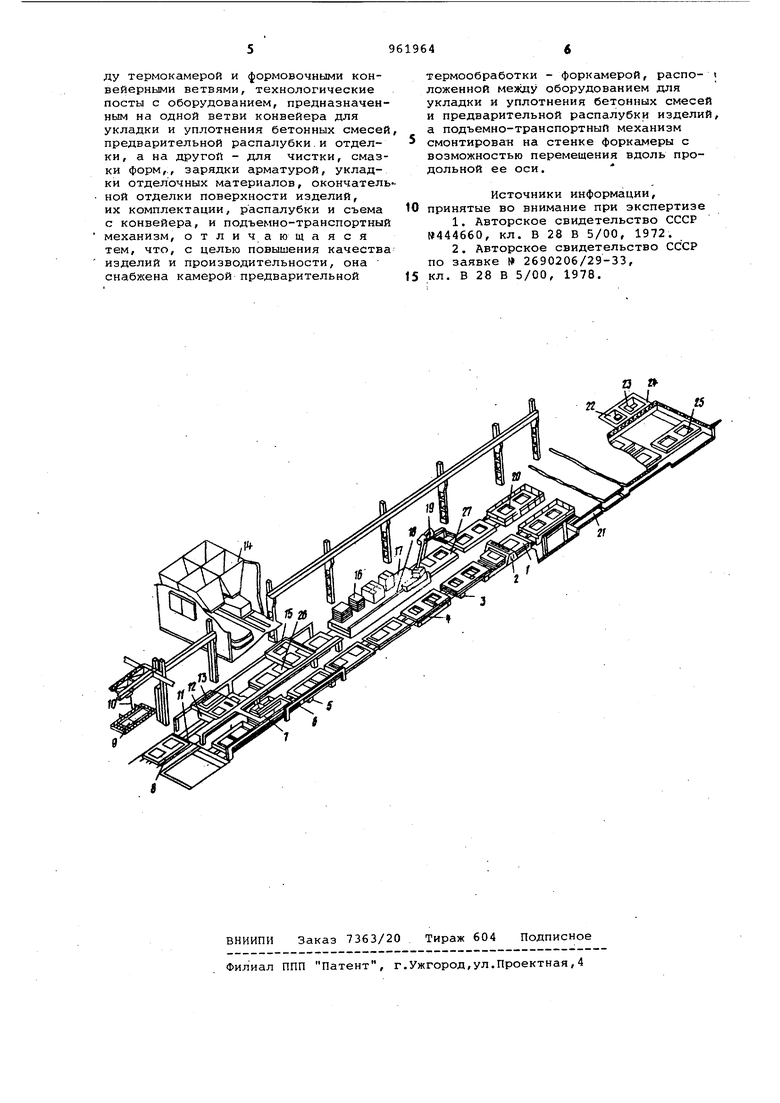
На чертеже изображена предлагаемая линия.
Линия содержит две формовочные ветви с формами 1, шпаклевочную машину 2, механизм 3 для раскрытия бортов, кантователь 4, механизм 5 для закрытия бортов, эстакаду 6 для формовочного оборудования, раствороукладчик 7 нижнего слоя, передаточное устройство 8, используемое, например, для установки арматурных каркасов 9 при помощи крана 10, толкатели 11, виброплощадку 12, бетоноукладчик 13, снабжаемый бетонной смесью с галереи бетоносмесительного узла 14, раствороукладчик 15 верхнего слоя, склад комплектующих элементов 16, расположенный на форкамере 17, на одной из стенок которой жестко закреплена направляющая 18, на которой смонтирован подъемнотранспортный механизм 19, подъемники-снижатели 20, соединяющие формовочные ветви с камерой 21 тепловой обработки, которая с торца оборудована передаточным устройством, состоящим из тягового устройства 22, привода 23, размещенного в изолированном QT повышенной температуры отсеке 24, и расположенной в зоне
тепловой обработки тележки 25, а . также оборудование 26 для укладки и уплотнения бетонных смесей и 27 предварительной распалубки изделий. Процесс изготовления изделий на
предлагаемой линии производится следующим образом.
По выходу из камеры 21 форма 1 поступает на пост, оборудованный шпаклевочной машиной 2, где производится шпаклевка верхней поверхности
изделий. При помощи подъемно-транспортного механизма 19 в изделие устанавливают при необходимости столярные блоки 16, с использованием
5 соответствующего механизма 3 раскрывают борта формы 1, кантуют ее с помощью кантователя 4 и изделие снимают с конвейера. Форму 1 очищают, смазывают, на нее при помощи подъемQ но-транспортного механизма 19 уста. навливают проемообразователи и вкладыши 16. При необходимости производят укладку отделочного материала (плита и др.), при помощи растворо5 укладчика 7 укладывают декоративный бетон или раствор.
На передаточном устройстве 8 в форму 1 устанавливают арматурный каркас 9 при помо(ци крана 10. Для установки арматуры могут также ис пользоваться посты обеих ветвей, .
примыкающие к передаточному устройству 8. :
По окончании сборки и комплектации формы 1 в нее укладывают бетоноукладчиком 13 и уплотняют, например, виброплощадкой 12 бетонную смесь, поступающую с галереи бетоносмесительного узла 14, Затем при помощи раствороукладчика 15 укладывают
0 слой раствора, затирают верхнюю поверхность и изделие поступает в форкамеру 17. После выхода из нее подъемно-транспортным механизмом 19 извлекают из свежеотформованного изде5 ЛИЯ проемообразователи, вкладыгчи 16, которые складируют на форкамере 17, где их очищают, смазывают и вновь пускают в оборот.
Формы с изделием при помощи, наQ пример, подъемников-снижателей 20, подают в камеру 21, оттуда - снова на формовочную линию. Далее цикл повторяется.
Формула изобретения
Конвейерная линия для изготовле-. ния железобетонных изделий, содержащая параллельно расположенные две формовочные конвейерные ветви с термокамерой на одном конце, передаточные устройства, соединяющие их по концам в единый .замкнутый технологический поток, формы-вагонетки, подъ65 емники-снижатели, установленные меж.
ду термокамерой и формовочными конвейерными ветвями, технологические посты с оборудованием, предназначенным на одной ветви конвейера для укладки и уплотнения бетонных смесей предварительной распалубки.и отделки, а на другой - для чистки, смазки форм,., зарядки арматурой, укладки отделочных материалов, окончательной отделки поверхности изделий, их комплектации, распалубки и съема с конвейера, и подъемно-транспортный механизм, отличающаяся тем, что, с целью повышения качества изделий и производительности, она снабжена камерой предварительной
термообработки - форкамерой, распо- ложенной между оборудованием для укладки и уплотнения бетонных смесей и предварительной распалубки изделий, а подъемно-транспортный механизм смонтирован на стенке форкамеры с возможностью перемещения вдоль продольной ее оси.
Источники информации, принятые во внимание при экспертизе
кл. В 28 В 5/00, 1978.
