1
Известны устройства для грануляции (брикетирования) порошкообразных термореактивных ирессматериалов, состоящие из формующего валка, на поверхности которого выполнены пазы для формования гранул, и опорного валка, вращающихся во встречном направлении. В этих устройствах удаление гранул из формующих пазов валка осуществляется при помощи зубчато-роликового выталкивателя. В таких устройствах гранулы могут прилипать к выталкивающим зубьям и деформироваться.
Целью изобретения является устранение указанного недостатка.
Это достигается тем, что на формующем валке выполнены кольцевые канавки, в которых уложены бесконечные гибкие ленты со скошенными кромками, огибающие расиоложеиный параллельно формующему валку вспомогательный валок с кольцевыми .канавками, глубина которых превыщает толщину гибких лент.
Грануляция осуществляется непрерывно, устройство может быть встроено в автоматическую или полуавтоматическую линию производства прессматериала.
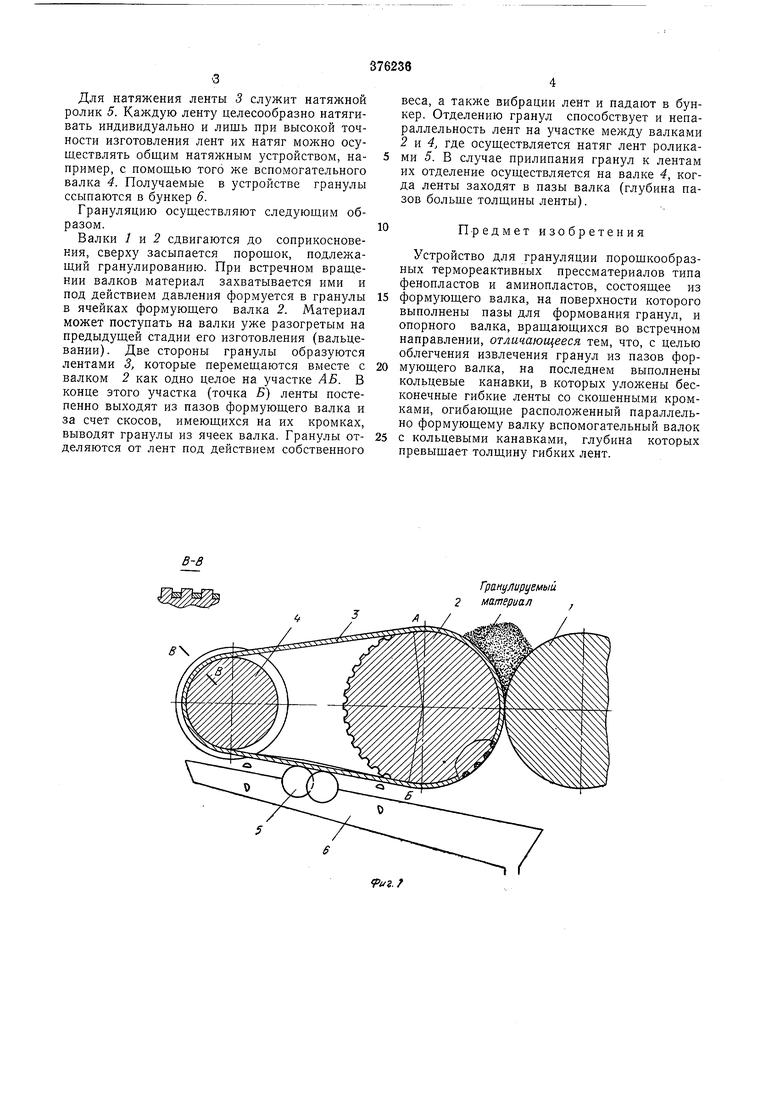
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - расположение ленты на формующем валке, а также возможные формы гранул.
На общей раме устройства смонтирован опорный гладкий валок 1 (см. фиг. 1) с приводом и передачей встречного движения на формующий валок 2. Валок / имеет паровой, водяной или электрический обогрев. Для уменьшения прилипания материала к поверхности валка последняя должна иметь высокую чистоту обработки и быть хромирована. На формирующем валке 2 выполнены кольцевые прямоугольные канавки и продольные (по образующей) канавки треугольного, трапецеидального или полукруглого профиля. Сечение продольных канавок соответствует сечению гранул, а расстояние между двумя соседними кольцевыми канавками - длине гранул. Валок 2 так же, как и валок / имеет обогрев. Формообразующие поверхности валка должны иметь высокою чистоту и хромирование. Расположенная на формующем валке 2 плоская лента 3 имеет размеры в сечении, соответствующие размерам кольцевых канавок на валке 2. На кромках лент имеются скосы. Количество лент соответствует количеству кольцевых канавок на валке 2. Материал лент - сталь. В кольцевых канавках вспомогательного валка 4 размещается лента 3. Ширина канавок соответствует ширине лент, глубина канавок на 1-3 мм больше толщины ленты. Валок 4 не имеет индивидуального привода и свободно вращается в подшипниках.
3
Для натяжения ленты 3 служит натяжной ролик 5. Каждую ленту целесообразно натягивать индивидуально и лишь при высокой точности изготовления лент их натяг можно осуществлять общим натяжным устройством, например, с помощью того же вспомогательного валка 4. Получаемые в устройстве гранулы ссыпаются в бункер 6.
Грануляцию осуществляют следующим образом.
Валки 1 и 2 сдвигаются до соприкосновения, сверху засыпается порошок, подлежащий гранулированию. При встречном вращении валков материал захватывается ими и под действием давления формуется в гранулы в ячейках формующего валка 2. Материал может поступать на валки уже разогретым на предыдущей стадии его изготовления (вальцевании). Две стороны гранулы образуются лентами 3, которые перемещаются вместе с валком 2 как одно целое на участке АБ. В конце этого участка (точка Б) ленты постепенно выходят из пазов формующего валка и за счет скосов, имеющихся на их кромках, выводят гранулы из ячеек валка. Гранулы отделяются от лент под действием собственного
веса, а также вибрации лент и падают в бункер. Отделению гранул способствует и непараллельность лент на участке валками 2 к 4, где осуществляется натяг лент роликами 5. В случае прилипания гранул к лентам их отделение осуществляется на валке 4, когда ленты заходят в пазы валка (глубина пазов больше толщины ленты).
Предмет изобретения
Устройство для грануляции порошкообразных термореактивных прессматериалов типа фенопластов и аминопластов, состоящее из
формующего валка, на поверхности которого выполнены пазы для формования гранул, и опорного валка, вращающихся во встречном направлении, отличающееся тем, что, с целью облегчения извлечения гранул из пазов формующего валка, на последнем выполнены кольцевые канавки, в которых уложены бесконечные гибкие ленты со скощенными кромками, огибающие расположенный параллельно формующему валку вспомогательный валок
с кольцевыми канавками, глубина которых превыщает толщину гибких лент.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРАНУЛЯТОР РАСПЛАВЛЕННОГО СТЕКЛА | 2024 |
|
RU2836950C1 |
| Способ изготовления тепловых труб | 1979 |
|
SU829282A1 |
| Устройство для получения гранулированного материала из проката | 1990 |
|
SU1736598A1 |
| Устройство для формования гранул | 1985 |
|
SU1288071A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ МАТЕРИАЛА НА ПОЛОСЫ | 1990 |
|
RU2006363C1 |
| Устройство для изготовления ленты с гофрами,имеющими поперечные надрезы и перемычки между ними | 1983 |
|
SU1174124A1 |
| Устройство для размотки рулонных липких материалов | 1980 |
|
SU878704A1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА ФОЛЬГИ ЦВЕТНЫХ МЕТАЛЛОВ ИЗ ВОДНЫХ РАСТВОРОВ | 1995 |
|
RU2082832C1 |
| Станок для надрезания гибких неметаллических лент с двух сторон | 1990 |
|
SU1750945A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ И НАГНЕТАТЕЛЬ ТЕСТА, ИСПОЛЬЗУЕМЫЙ В ЭТОМ УСТРОЙСТВЕ | 2014 |
|
RU2552048C1 |
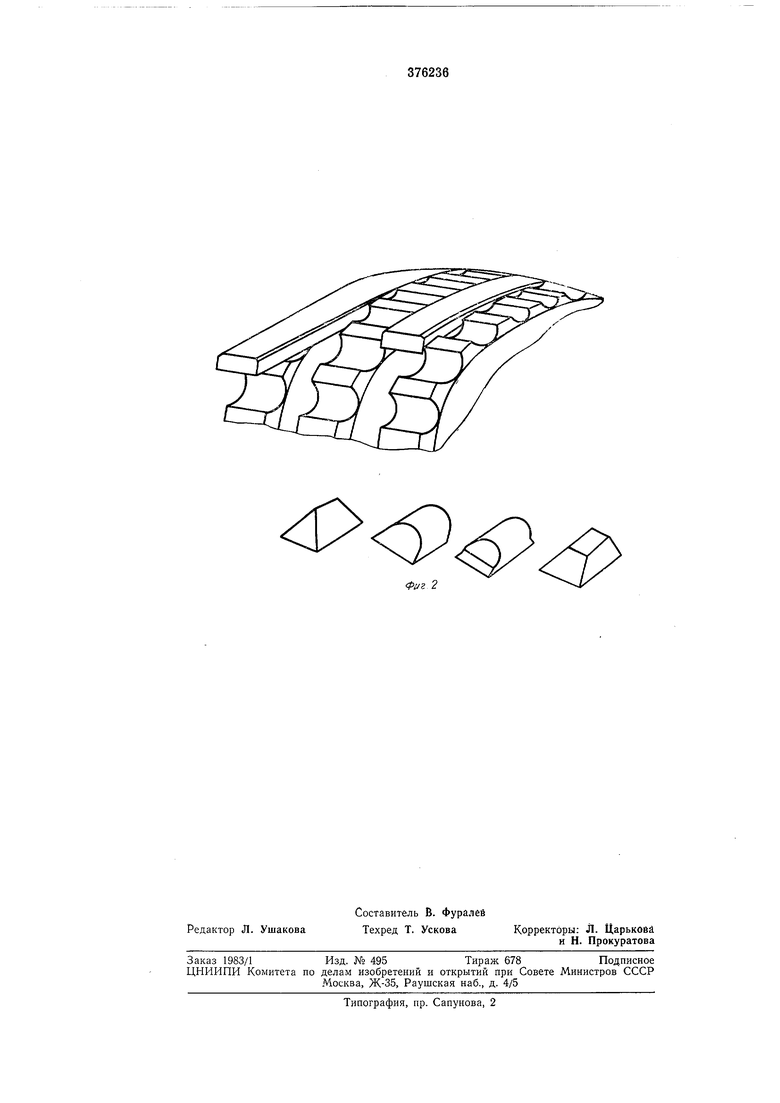
Гранулируемый 2 материал,
Фиг 2
