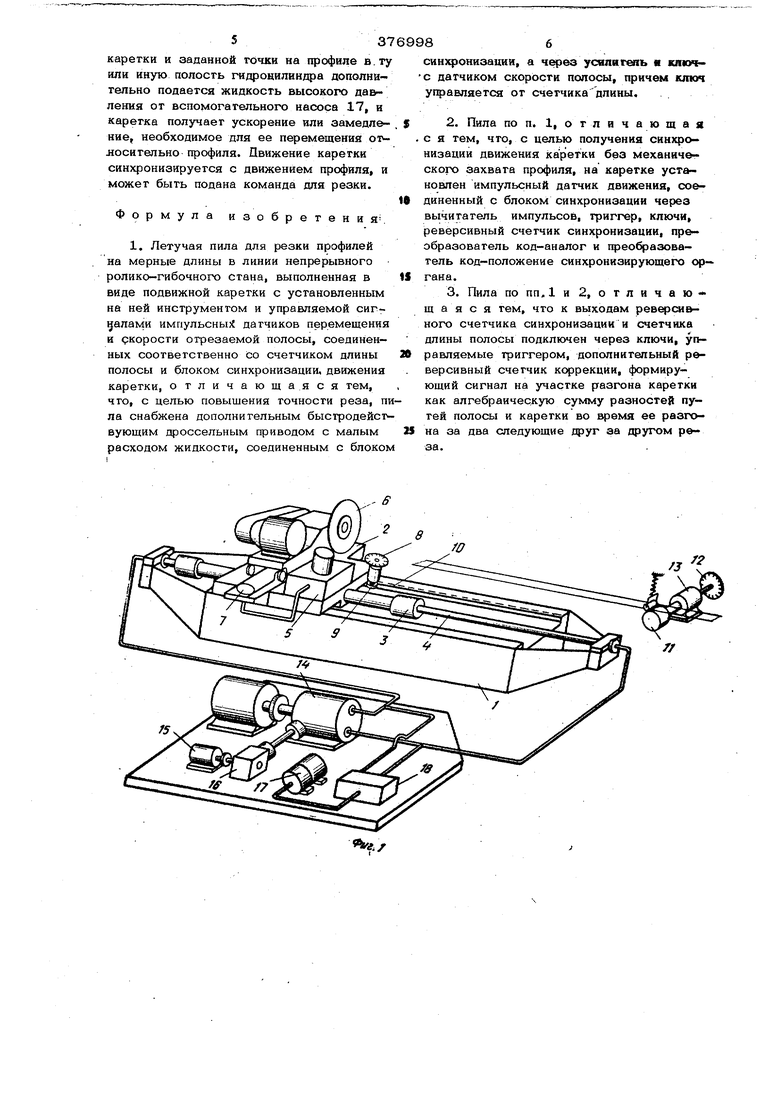
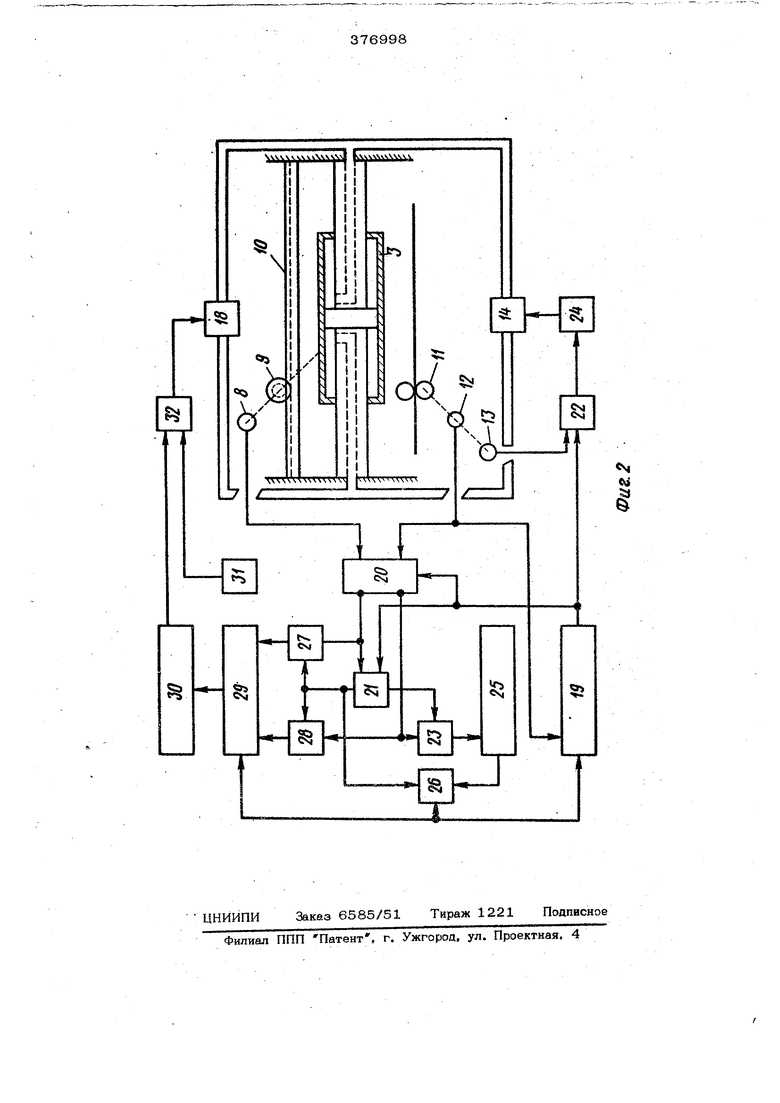
Изобретение относигея к обработке металлов резанием и может использоваться . при проектировании непрерывных гибочных станов. Известна летучая пила для резки профилей на мерные длины, выполненная в виде подвижной каретки с установленными на ней инструментом и управляемой сигналами импульсных датчиков перемещений и скорости обрезаемой полосы, соединенных соогветственно со счетчиком длины полосы и блоком синхронизации движения каретки. Цель изобретения - повышение точнооти реза. Цель достигается тем, что пила снабжена дополнительным быстродействующим дроссельным-: приводом с малым расходом жидкости, соединенным с блоком синхронизации а через усилитель и ключ - с даг-, НИКОМ скорости полосы, причем ключ управляется от счетчика длины. Для синхронизации движения каретки без механического захвата профиля на каретке установлен импульсный датчик движения, соединенный с блоком синхронизации через вычислитель импульсов, триггер, ключи, реверсивный счетчик синхронизации, преобразователь код-аналог и преобразователь код-положение синхронизирующего органа. К выходам реверсивного счетчика хронизации и счетчика длины полосы подключен через ключи, управляемые триггером, дополнительный реверсивный счетчик коррекции, формирующий сигнал на учасгке разгона каретки как алгебраическую сумму разностей путей полосы и каретки во время ее разгона за два сяедукицие один за щэугим реза. На фиг. 1 дана конструктивная схема пилы; на фиг. 2 - блок-схема управле кия пилы. Пипа смонтирована на станине 1, по направляющим которой воэвратнб-посгупательно перемещается каретке 2, соеяине ная с главным гидроцилиняром 3. Рабочая жидкость подводится в полость широципиндра через шгок 4, концы которого зак:реплены в станнне. На карегке установяе:на насосно-аккумуля горная установка 5, 33 которая обеспечивает регулируемую по скорости и усилию подачу режущего диска 6 на профиль посредством гидроцилнндра 7. Синхронизация движения каретки с раз резаемым профилем осуществляется распо ложекным на каретке импульсным датчиком 8 перемещения, который через шестерню 9 связан с зубчатой рейкой 10 станины. Мерная длина отрезаемого профиля отсчитывается следящими роликами 11с помощью импульсного датчика 12 перемещения полосы. Пля измерения скорости движения профиля на одном валу с импульсным датчиком установлен тахогенератор 13. Исполнительным элементом объемного регулирования скорости карет ки является регулируемый аксиально-порш невой насос 14, управляемый шаговым , электродвигателем 15 посредством гидро- механической передачи 16. Второй вспомо- гательный насос 17 вместе с устройством 18 синхронизации служит для уравнивания скорости каретки на участке рабочего хо- ча со скоростью разрезаемого профиля. При работе пилы импульсы с датчика 12перемещения профиля поступают на вход счетчика 19 (см. фиг. 2), который отсчитывает заданную длину отрезаемой заготовки. В момент поступления необходимого числа импульсов счетчик 19 выдает команду на пуск каретки из исходного положения в направлении движения про филя. Эта команда поступает на вычитатель 2О импульсов, триггер 21 и ключ 22. При этом .дается разрешение на работу вычита теля 2О импульсов, открывается ключ 23. Через ключ 22 сигнал с та хо ге нератора 13, который является датчиком скорости профиля, проходит в усилитель 24, преобразующий напряжение тахогенератора 13 в производительность насоса 14 объемного регулирования. Последний обеспечивает разгон каретки из состояния покоя до скорости близкой к скорости профиля. С.момента подачи команды на пуск каретки начинает работать вычита- гель 2О импульсов, на вход которого под ются импульсы от датчиков 8 и 12. С выхода вычита теля 2О импульсов выдаетсяразность частот входных импульсов, соответствующая разности скоростей профи, ля и каретки. Выход вычитателя импульсо имеет два канала, один из которых работает при VKOID , а другой при VKOP /проф . где VKCIP - скорость каретки, aVnpoct - скорость профиля. За время разгона, с момента пуска каретки до момента достижения скорости профиля, 98 при первом перерегулировании р.аботает первый выходной канал, затем включается второй канал. В .дальнейшем: работа выходных каналов чередуется в соответствии с знаком разности скоростей каретки и профиля. С выхода вычитателя импульсов по первому каналу через ключ 23 и счетчик 25 за время разгона подаются импульсы, число которых пропорционально разности путей каретки и проф11ля за это время работы пилы в цикле. Число импульсов, поступивших в счетчик 25 за данный цикл работы, алгебраически суммируется с числом импульсов, поступившим в него за предыдущий цикл. При изменении условий разгона каретки сравнение в счетчике 25 разностей путей каретки и профиля в течение времени разгона за данный и предыдущий цикл работы дает в результате число, характеризующее это изменение. Это число в момент окончания разгона, фиксируемый по поступлению сигнала с второго выходного канала вычитателя 2О импульсов на триггер 21, закрывающий ключ 23 и открывающий ключи 26, 27 и 28, вводится через ключ 26 в счетчик 29 для коррекции положения каретки от носительно профиля на данном цикле работы пилы. В счетчике 19 оно алгебраически суммируется с числом поступающих на его вход импульсов с датчика движения профиля, в результате чего момент пуска каретки на следующем цикле работы наступает с опережением или задержкой в соответствии с изменением условий разгона каретки. Через ключи 27 и 28 по обоим выходным каналам вычитателя 20 импульсов на вход реверсивного счетчика 29 подаются импульсы, число которых алгебраически суммируется там с числом импульгсов, поступающих из счетчика 25; Счет- : чик 29 является измерителем рассогласования между положением каретки и заданной точкой на профиле. Число в нем, характеризующее это рассогласование, передается в преобразователь код-аналог 30, действующий вместе с блоком 31 стабилизации переходного процесса на преобразователь аналор-положение синхронизирующего органа 32, Последний noqD CTeoM устройства 18 синхронизации изменяет величину расхода рабочей жидкости в полостях гидроцилиидра в аависимосги от величины и знака суммарного сигнала на своем входе. При этом в сэтучае появления рассогласования между положением 537 каретки и заданной гонки на прсфиле в.ту или иную полосгь гидронилиндра дополннтельно подается жидкость высокого да&ления от вспомогагельвого насоса 17, и каретка получает ускорение или замедление, необходимое для ее перемещения отлосительно профиля. Движение каретки синхронизируется с движением профиля, и может быть подана команда для резки. рмула изобретения 1. Летучая пила для резки профилей на мерные длины в линии непрерывного ролико-гибочного стана, выполненная в виде подвижной каретки с установленным на ней инструментом и управляемой сигцалами импульсны { датчиков перемещения и (ркорости отрезаемой полосы, соединенных соответственно со счетчиком длины полосы и блоком синхронизации, движения каретки, о тличающаяся тем, что, с целью повышения точности реза, п ла снабжена дополнительным быстродействующим дроссельным приводом с малым расходом жидкости, соединенным с блоком 8 синхронизации, а через усялигеяь кякпс датчиком скорости полосы, причем ключ управляется от счетчика длины. 2.Пила по п. 1, о т л я ч а ю ш а я с я тем, что, с целью получения синхронизации движения каретки без механического захвата профиля, на каретке установлен импульсный датчик движения, соединенный с блоком синхронизации через вычитатель импульсов, триггер, ключи, реверсивный счетчик синхронизации, преобразователь код-аналог и преобразователь код-положение синхронизирующего органа. 3.Пила попп.1и 2, отличающая с я тем, что к выходам реверсивного счетчика синхронизации и счетчика длины полосы подключен через ключи, управляемые триггером, дополнительный реверсивный счетчик коррекции, формирующий сигнал на участке разгона каретки как алгебраическую сумму разностей путей полосы и каретки во время ее разгона за два следующие друг за другом реза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| Устройство для управления летучей пилой | 1985 |
|
SU1252079A1 |
| Способ изготовления наружных обшивок для кровельных панелей с утеплителем и устройство для его осуществления | 1990 |
|
SU1784418A1 |
| Система управления непрерывным полосовым агрегатом | 1984 |
|
SU1219195A1 |
| Устройство для регулирования расхода | 1986 |
|
SU1377832A1 |
| Емкостно-электронный преобразователь перемещения | 1989 |
|
SU1721434A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ | 1978 |
|
SU866883A1 |
| Устройство к стану для мерной резки проката | 1981 |
|
SU1152728A1 |
| Дискретно-цифровой электропривод | 1985 |
|
SU1350800A1 |
| Способ непрерывного изготовления металлических обшивок для панелей с утеплителем и устройство для его осуществления | 1989 |
|
SU1735028A1 |
§;
ч
ё
G/ 7
W
§5
e;j
