12
соединен с выходом эталонного источника, а другой является входом блока, выход управляемого ключа является одним из выходов блока, другой выход которого соединен с выходом сумматора с одноквадрантным выходом, один из входов которого через частотно- аналоговый преобразователь соединен с одним из входов блока, а другой через цифроаналоговый преобразователь соединен с выходом вычитающего счетчика и с одним из входов нуль- органа, выход которого является вторым выходом блока, два входа вычитающего счетчика являются вторым и третьим входами блока, а третий соединен с выходом задатчика положения шва.
1
Изобретение относится к устройствам для управления агрегатами с не-- прерывнын технологическим процессом, в частности агрегатов отделки полосового проката, агрегатов для производства многослойных панелей и др.
Цель изобретения - повышение прочности шва и качества поверхности сшиБаемых на ходу концов полос при непрерывном процессе без использования петлевых устройств.
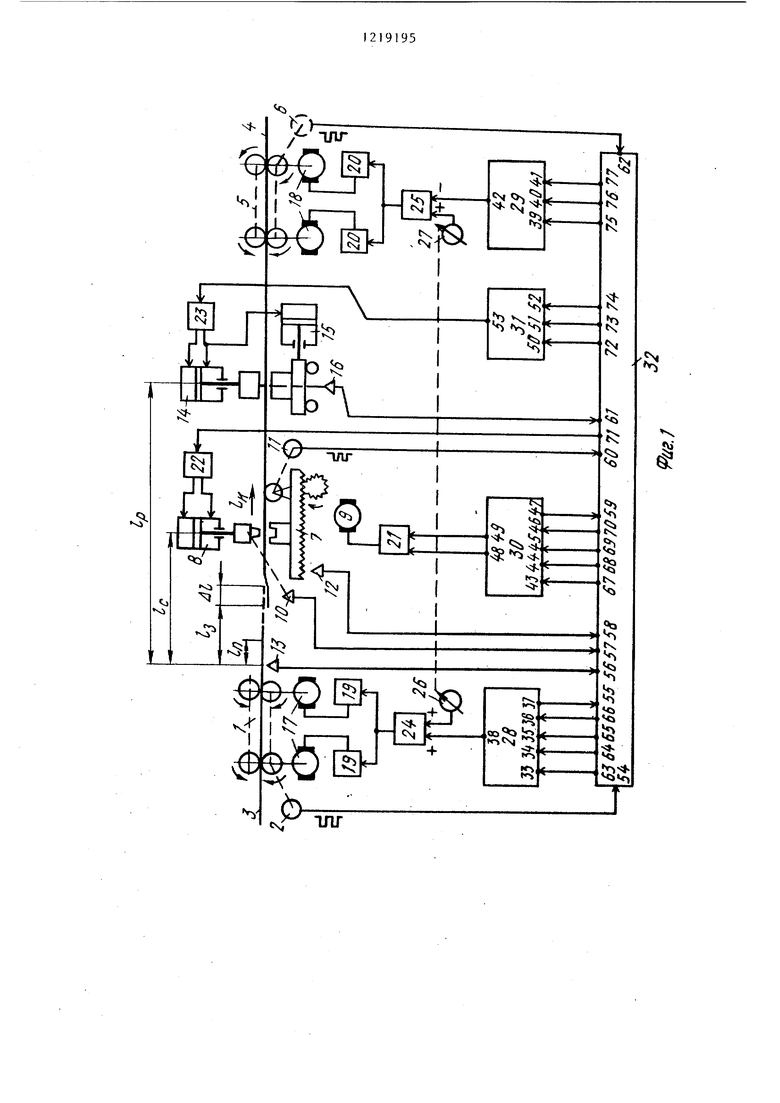
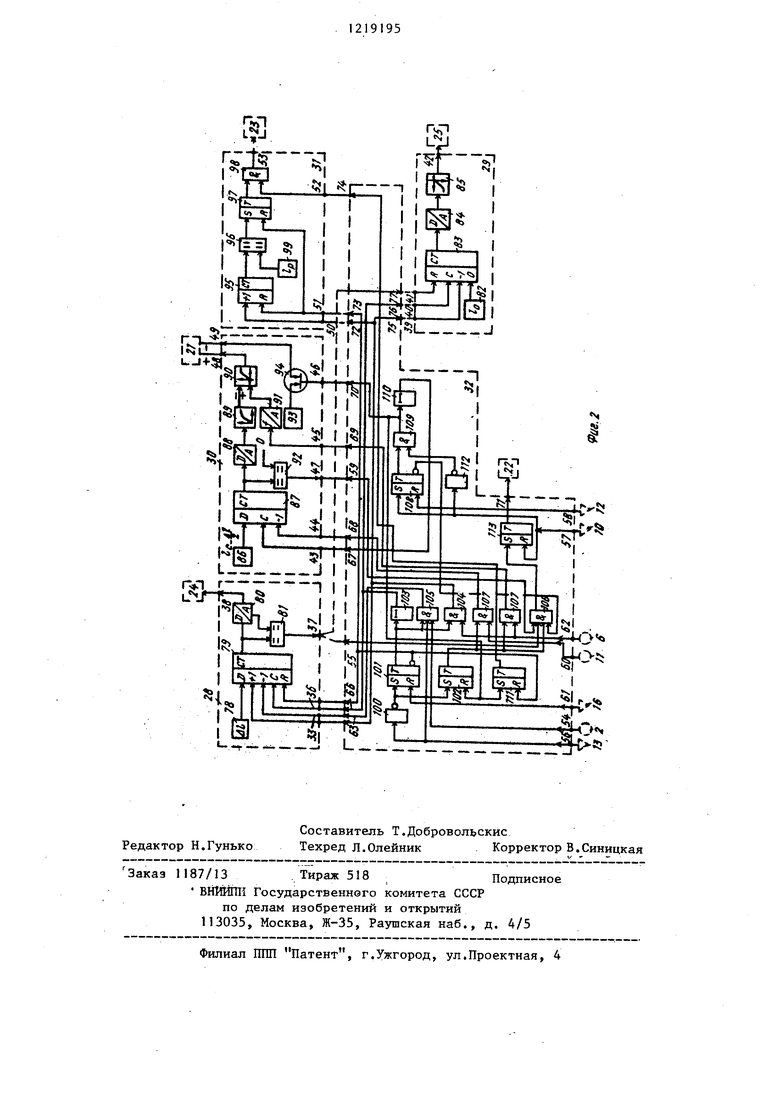
На фиг. 1 приведена функциональная схема системы; на фиг. 2 - функциональная схема составляющих ее блоков синхронизации хода каретки, нагона, останова, командного блока, блока развальцовки шва.
Система управления непрерьганым полосовым агрегатом (фиг. 1), содержит механизмы 1 нагона с. датчиком 2 перемещения, которые обеспечивают нагон переднего конца полосы 3 для стыковки его с уходящим задним концом полосы 4.
Механизмы 5 технологической части с датчиком 6 перемещения обеспечивают обработку полос 3 и 4 в соответствии с заданным технологическим процессом. Каретка 7 летучей сшивной ма, шины с приводами 8 сшива и 9 перемещения каретки сшивной машины и датчиками 10 сшива, 11 относительно пе195
3. Система по п. 1, отличающаяся тем, что блок управления развальцовкой содержит эадатчик перемещения, счетчик, элемент сравнения, триггер и схему И, один из входов которой соединен с одним из входов блока, два других входа которого соединены с входами счетчика, выход которого соединен с одним из входов элемента сравнения, другой вход которого соединен с выходом задатчика перемещения, выход элемента сравнения соединен с одним из входов триггера, другой вход которого соединен с входом блока, выход триггера соединен с вторым входом схемы И, выход которого является выходом блока.
ремещения полосы и каретки.12 исходного положения каретки 7 летучей сшивной машины обеспечивает сшив на ходу концов полос 3 и 4. Датчик 13
наличия полосы фиксирует прохождение полос 3 и 4. Машина развальцовки шва с приводами 14 и 15 развальцовки возврата соответственно и датчиком 16 развальцовки обеспечивает
развальцовку на ходу швов, образованных летучей сшивной машиной, повьш1а- ет прочность швов и улучшает качество поверхности сшитых на ходу концов полос 3 и 4...
- Механизмы 1 нагона и 5 технологической части имеют приводы 17 и 18 с бло- блоками 19 и 20 управления соответственно. Блок 21 управления обеспечивает управление приводом 9 перемещения каретки, а блок 22 управления - управление приводом 8 сшива летучей сшивной машины. Блок 23 управления обеспечивает управление приводами 14 и 15 машины развальцовки.
Задатчики 24 и 25 скорос,ти осуществляют изменение с необходимым т емпом задающего сигнала скорости на входах блоков 19 и 20 управления соответственно. , Величины скорости в установившихся режимах работы определяются механически связанными ко- мандоаппаратами 26 и 27, подсоединен0
5
ными- к входу + задатчиков 24 и 25 скорости соответственно. К второму входу задатчика 24 скорости подсоединен выход блока 28 нагона, а к второму входу задатчика 25 скорости выход блока 29 останова. К двум входам блока 21 управления подсоединены два выхода блока 30 синхронизации хода.
К блоку 23 управления подсоединен блок 31 управления развальцовкой .
Система содержит командный блок 32. Блок 28 нагона имеет входы 33- 36 и два выхода 37 и 38, причем выход 38 соединен с входом + задатчика 24 скорости, блок 29 останова имеет три входа 39-41.и один выход 42, блок 30 синхронизации имеет четыре входа 43-46 и три выхода 47-49, блок 31 управления развальцовкой имеет три входа 50-52 и один выход 53.
Входы 54-62 командного блока 32 соединены с вькодами датчика 2 перемещения, выходом 37. блока 28 нагона, выходами датчиков 13 наличия металла, 10 спшва, 12 исходного положения каретки 7 летучей сшивной машины, выходом 47 блока 30 синхронизации, выходами датчиков 11 относительного перемещения полосы и каретки, 16 развальцовки и 6 перемещения соответственно.
Выходы 63-77 командного блока 32 соединены с входами 33-36 блока 28 нагона, 43-46 блока 30 синхронизации, входом блока 22 управления приводом 8 сшива летучей сшивной машины входами 50-52 блока 31 управления развальцовкой и 39-41 блока 29 останова.
г
Блок 28 нагона (фиг. 2) содержит последовательно соединенные задатчик 78 длины нахлеста ь1 соединяемых концов полос 3 и 4, реверсивный счетчик 79, цифроаналоговый преобразователь 80, а также нуль-орган 81, соединенный к выходу счетчика 79. К входам 33-36 блока 28 подсоединены соответственно второй, третий, чет- вертый и пятый входы реверсивного счетчика 79, а к его выходам 37 и 38 подсоединены выход нуль-органа 81 и выход цифроаналогового преобразователя 80 соответственно.
Блок 29 останова (фиг. 2) содержит последовательно соединенные за
,
.
219195-
датчик 82 граничного перемещения 1 заднего конца полосы 4, вычитающий, счетчик 83, цифроаналоговый преобразователь 84 и повторитель 85 с 5 одноквадрантным выходом. К входам 39-41 блока 29 присоединены второй, третий и четвертый входы вычитающего счетчика 83 соответственно, а к его выходу 42 подсоединен выход пов10 торителя 85.
Блок 30 синхронизации хода каретки 7 (фиг. 2) содержит последовательно соединенные задатчик 86 положения шва, вычитающий счетчик 87, цифро-
15 аналоговый преобразователь 88, параболический преобразователь 89, сумматор 90 с одноквадрантньм выходом, к второму входу которого подсоединен частотно-аналоговый преобразователь
20 91. К выходу счетчика 87 подсоединен нуль-орган 92 о Эталонный источник 93 подсоединен к выходу 49 блока через управляемый ключ 94. К входам 43-46 блока подсоединены второй и третий
25 входы счетчика 87, вход частотно- аналоговый преобразователь 91 и управляющий вход ключа 94 соответственно. К выходам 47 и 48 блока подсоединены выходы нуль-органа 92 и сумматора 90
30 соответственно.
Блок 31 развальцовки шва содержит последовательно соединенные счетчик 95, элемент 96 сравнения, триггер 97, схему И 98, выход которой являет35 ся выходом 53 блока, К второму входу элемента 96 сравнения подсоединен задатчик 99 перемещения 1р шва. К входам 50-52 блока подсоединены первый, второй входы счетчика 95 и вто40 рой вход схемы И 98 соответственно, К входу 51 блока подсоединен также второй вход триггера 97,
Командный блок 32 (фиг, 2) состоит из инвертора 100, к выходу которо-
45 го подсоединены триггеры 101 и 102, К выходу триггера 101 подсоединены одновибратор 103, схемы И 104 и 105, К выходу триггера 102 подсоединены схемы И 106 и 107, Триггер 108 соеди50 нен последовательно со схемой И
109, к выходу которого подсоединены одновибратор 110 и триггер 111, К второму входу схемы И 109 подсоединен выход инвертора 112. К выходу схе55 мы И 106 подсоединен вход триггера 113. К второму входу схемы И 196 присоединен инверсный выход триггера J08. К входам 54-62 блока подсоеди
нены соответственно вторые входы схем И 105 и 106, первый вход триггера 108, соединенные между собой вход инвертора 100 и третий вход схемы И 105, соединенные между собой : вторые входы триггеров 102, 108 и Г13, вход инвертора 112, третий вход схемы И 106, второй вход схемы И 107, второй вход триггера 101 и вторые входы схемы И 104 и 2 И 107 К выходам 63, 72 и 75 блока подсоединен выход схемы И 104, к выходу 64 блока подсоединен выход схемы И 105, к выходу 69 - выход схемы 2 И 107. К выходам 65 и 76 блока подсоединен вьпсод одновибратора 103. К выходам 66 и 73 блока подсоединены соединенные между собой инверсный выход триггера 101 и второй вход триггера 1П, к выходу 67 блока подсоединен выход одновибратора 110, к выходу 68 блока подсоединен выход схемы 2 И 107, к выходу 70 блока подсоединен выход схемы И 109, к выходу 71 блока подсоединен выход триггера 113, к выходу 74 блока подсоединен выход триггера 111, выход 77 блока подсоединен к его входу 55.
Система работает следующим обра- зом.
При уходе заднего конца полосы 4 из зоны датчика 13 наличия полосы исчезает сигнал на входах 58 и ин- вертора 100 командного блока 32, появляется сигнал на выходе инвертор 100, которым включаются триггеры 101 и 102. При этом по импульсу одновибратора 103 с выходов 64 и 76 командного блока 32 вводится число л 1 в счетчик 79 блока 28 нагона и число Гд, в счетчик 83 блока 29 останова через их входы 35 и 40 соответственно Одновременно появляются разрешающие сигналы на входах схем И 104 и 107 блока 32, через которые на Выходы 63, 69, 72 и 75, а также на выход 68 командного блока начинают проходить импульсы датчиков 6 и 11 перемещения заднего конца и относитель- ного перемещения полосы 4 и каретки 7 соответственно. Импульсы датчика 6 поступают на счетный вход + счетчика 79 блока 28 нагона и на счетный вход - счетчика 83 блока 29 останова, а на вход частотно- аналогового преобразователя 91 блока 30 синхронизации хода каретки 7.
При этом возрастают выходные сигналы счетчика 79 и цифроаналого- вого преобразователя 80 блока 28 нагона, увеличивается сигнал на входе и соответственно на выходе задат- чика 24 скорости, приводы 17 и механизмы 1 нагона увеличивают свою скорость с целью нагона переднего конца полосы 3 и образования нахлеста величиной л F с задним концом полосы
4для сшива.
На выходе повторителя 85 с одно- квадрантным выходом блока 29 останова сигнал отсутствует до тех пор,, пока введенное в счетчик 83 число f не списывается импульсами датчика 6. Поскольку Fg соответствует граничному перемещению заднего конца полосы 4 к сшивной машине без стыковки и образования нахлеста с передним концом 3, до списания Е, скорость механизмов
5технологической части не уменьшается. Скорость механизмов 5 начинает снижаться блоком 29 в том случае, если задний конец 4 перемещается от датчика 13 на расстояние , f„, не образовав требуемого нахлеста для шва величиной д Е с передним концом полосы 3 (фиг. 1). Если нахлест
& образуется раньше, чем задний конец 4 переместится на расстояние Р,, т.е. FJ FO, то счетчик 83 блока 29 будет погашен сигналом нуль-органа 81 блока 28 нагона, и воздействие на снижение скорости механизмов 5 технологической части исключается (Р - текущее перемещение заднего конца полосы 4 с момента схода ее с датчика 13).
Нулевой сигнал на выходе счетчика 79 блока 28 нагона образуется при выполнении равенства
Ь
лЕ
(1)
где Р - текущее перемещение переднего конца полосы 3, Равенство (I) свидетельствует о том, что перемещение полос 3 и 4 происходит с поддержанием нахлеста переднего и заднего концов заданной величины Л1. Последняя образуется за счет превышения скорости механизмов 1 нагона и полосы 3 над скоростью механизмов 5 и полосы 4. При
71
этом с появлением в зоне датчика 13 переднего конца полосы 3 появляется разрешаюпщй сигнал на входе схемы И 105 блока 32, импульсы датчика 2 начинают поступать на счетный вход - реверсивного счетчика 79 и списывать введенное в него число &Z и записываемое в него от датчика 6 текущее перемещение г заднего конца полосы 4. После списания числа Ь Е + Е в счетчике 79 скорость механизмов 1 уравнивается со скоростью механизмов 5. Если по какой-либо причине Е„ начинает превьшать сумму чисел А + Е, что свидетельствует об увеличении нахлеста сверх заданно величины & f, то число в счетчике 79 и выходной сигнал цифроаналогового преобразователя 80 изменяет знаки на противоположные, и механизмы 1 начинают замедляться для достижения
равенства (1).
По мере перемещения нахлеста концов полос 3 и 4 к летучей сшивной машине уменьшается число в счетчике 87 блока 30 синхронизации хода каретки 7, поскольку импульсами датчика 11 списывается введенное в счетчик 87 в, предьщущем цикле сшива число L -V
1.. -.--П
(фиг. 1), соответствующее расстоянию линии сшива от оси привода 8 сшива в момент входа заднего конца полосы 4 с датчика 13. При згменьшении числа в счетчике 87 снижаются выходные сигналы цифроаналогового преобразователя 88 и параболического преобразователя 89 о Последний на входе сумматора 90 сравнивается с выходным сигналом частотно-аналогового преобразователя 91 о Сигналы подводятся к входу сумматора 90 с противоположными знаками. Пока сигнал преобразователя 89 превьш1ает сигнал преобразователя 91, выходной сигнал сумматора 90 остается нулевым (сумматор 90 имеет одноквадрантный выход). Как только сигнал преобразователя 89 стано- вится меньше сигнала преобразователя 91, что свидетельствует о приближений линии шва к приводу 8 сшива, появляется выходной сигнал сумматора 90, которьм начинает разгоняться привод 9 перемещения каретки летучей сшивной, машины 7, Параболическим преобразователем 89 обеспечивается вьщача сигнала на разгон привода 9 перемещения каретки таким образом,
191958
чтобы к моменту разгона привода 9 до скорости, синхронной со скоростью полос 3 и 4, соблюдалось равенство
j - k г - uE/2,
(2)
к C
где Е - текущее перемещение каретки 7, а (E,-f) - относительное пе- ремещение полосы 4 и каретки 7, из- ;меряемое датчиком I1 относительного перемещения и списывающее в счет- ччке 87 блока 30 ранее введенное
(с ).
Параболический преобразователь 89 настраивается соответственно равенству
число
&U,
-|2
г, -f.) - (Гс
.
1 --- где UU - выходной сигнал параболи- i ческого преобразователя 89, соответствующий заданию изменения скорости привода 9 перемещения каретки 7; а| - постоянная величина ускорения привода 9.
Равенство (2) свидетельствует о совмещени линии сшива концов полос 3 и 4 с осью привода 8 спшва летучей сшивной машины и их синхронном перемещении, что позволяет выполнить качественный сшив полос.
При достижении равенства (2) число в счетчике 87 списьшается до нуля, нулевым становится выход параболического преобразователя 89, &U О, и на вход сумматора 90 и блока 21 подается лишь задающий сигнал скоро- сти от датчика 6 перемещения (через частотно-аналоговый преобразователь 91), соответствующий скорости полос 3 и 4, т.е. каретка 7 и привод 8 сшива перемещаются синхронно со скоро- стью полос 3 и 4, а датчик II относительного перемещения полосы к каретки останавливается. При этом срабатывает нуль-орган 92.
Появление сигнала нуль-органа 92 блока 30 синхронизации хода каретки на входе схемы И 106 командного блока 32 вызывает срабатывание триггера 113, так как на трех других входах
схемы И 106 имеются разрешающие сигналы: с выхода нуль-органа 81 блока 28 нагона, с выхода триггера 102 и с инверсного выхода триггера 108.
Выходной сигнал триггера .113 через выход 71 командного блока 32 подается на вход блока 22 управления приводом 8 сшива, и последний сшивает на ходу концы полос 3 и 4. Окон чание операции сшива фиксируется датчиком 10 сшива, сигналом которого отключается триггер 113 и происходит возврат привода 8 сшива в исходное состояние.
Одновременно сигналом датчика 10 сшива включается триггер 108, на его инверсном выходе исчезает сигнал и снимается разрешающий сигнал с входа схемы И 106.
При этом исключается возможность повторного включения привода 8 сшива После возврата последнего в исходное положение исчезает сигнал датчика 10 сшива, на выходе инвертора 112 и со- ответственно на выходе схемы И 109 появляется сигнал, которым отключается триггер 102, и сигналы датчиков 6 и 11 прекращают подаваться к входам блока 30 синхронизации хода каретки. Одновременно с выхода схемы И 109 подается сигнал на управляющий вход ключа 94 блока 30, и к входу блока 21 управления подводится с обратным знаком сигнал эталонного источника 93 - привод 9 каретки возвращает каретку 7 в исходное положение,, Также с выхода одновибратора 110 импульсно подается сигнал на ввод в счетчик 87 блока 30 числа (Е - Ы/2),
При подходе каретки 7 к исходному положению срабатывает датчик 12, по сигналу которого отключается триггер 108 блока 32, отключается ключ 94 блока 30 и снимается сигнал эталон- ного источника 93 с входа блока 21 управления приводом 9 перемещения каретки 7,
Каретка 7 останавливается в исходном положении. На этом цикл рабо- ты летучей сшивной машины заканчивается.
Привод 14 развальцовки шва включается для повьш1ения прочности шва и улучшения качества поверхности полос после перемещения шва к оси привода 1Д. Контроль движения шва к оси привода 14 осуществляется счетчиком 95 блока 31 развальцовки, который отсчитывает импульсы датчика 6 перемещения заднего конца полосы 4, подваемые через схемы И 104 и выход 72 командного блока 32 после схода заднего конца 4 с датчика 13 наличия полосы. После накопления в счетчике 95 числа Ер, соответствующего перемещению шва к оси привода 14, срабатывает элемент 96 сравнения, к второму входу которого подводится число р от задатчика 99. При этом срабатывает тригг-ер 97 и при включенном триггере 111 командного блока 32 схема И 98 вьщает сигнал на вход блока 23 управления приводом 14 развальцовки, которьш при этом включается для развальцовки шва При включении привода 14 машина развальцовки шва сцепляется с полосой 3 и 4 и перемещается вместе с нею. Фиксация окончания развальцовки шва осуществляется датчиком 16, по сигналу которого отключается триггер 101, соответственно отключается триггер 111 блока 32, также триггер 97 блока 31 и производится гашение счетчика 95 этого же блока.
При этом снимается сигнал с входа блока 23 управления, приводы 14 развальцовки и 15 возврата возвращают машину развальцовки шва в исходное положение На этом цикл работы машины развальцовки шва заканчивается, и заканчивается весь цикл сшива концов полос 3 и 4.
После окончания обработки полосы 3 и схода ее заднего конца с датчика 13 наличия полосы описанный цикл сшива концов полос повторяется.
Таким образом, благодаря дополнению системы приводами каретки сшивной машины и машины развальцовки шва с блоками управления, а также блоками синхронизации хода каретки и развальцовки шва, датчиком относительного перемещения полосы и каретки, датчиками исходного положения каретки и развальцовки шва достигается повьш1ение прочности шва и качества поверхности сшиваемых на ходу концов полос при непрерывном процессе без использования петлевых устройств.
4i
€)/
1ДГ
«Ni
1ПГ
v,
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления агрегатом производства трехслойных панелей | 1985 |
|
SU1398940A1 |
| Система управления агрегатомОТдЕлКи пОлОСОВОгО пРОКАТА | 1979 |
|
SU818688A1 |
| Система автоматического останова участкаНАгОНА пЕТли НЕпРЕРыВНОгО АгРЕгАТА | 1979 |
|
SU818690A1 |
| Устройство автоматического замедления полосы на участке нагона петли непрерывного профилегибочного агрегата | 1983 |
|
SU1233972A2 |
| Система автоматического останова участка нагона петли непрерывного агрегата | 1980 |
|
SU891188A1 |
| Устройство управления летучей пилой | 1982 |
|
SU1072991A1 |
| Система управления реверсивным станом холодной прокатки | 1983 |
|
SU1156755A1 |
| Система управления агрегатом с петлевым устройством | 1982 |
|
SU1122387A1 |
| Устройство управления летучей пилой | 1983 |
|
SU1109270A1 |
| Устройство слежения за координатой сварного шва на стане бесконечной прокатки | 1990 |
|
SU1736652A1 |
Редактор Н.Гунько
Составитель Т.Добровольские
Техред Л.Олейник Корректор В.Синицкая
1187/13 Тираж 518 ,Подписное
ВНШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал гаш Патент, г.Ужгород, ул.Проектная, 4
| Система управления агрегатом с петлевым устройством | 1977 |
|
SU670352A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Система управления агрегатомОТдЕлКи пОлОСОВОгО пРОКАТА | 1979 |
|
SU818688A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
