1
Предлагаемая головка относится к области оборудования, используемого для вибродуговой наплавки.
Известна головка для вибродуговой наплавки, содержащая прижимной и подающий ролики, причем на поверхности подающего ролика выполнены зубья. Кроме того, головка содержит механизм вибрации, преобразующий поперечные колебания проволоки в продольные.
К недостаткам известной головки следует отнести значительные динамические нагрузки, недостаточно широкий диапазон частот вибрации и ненадежность в работе.
В предлагаемой головке указанные недостатки устраняются за счет оснащения ее вращающейся обоймой и тремя твердосплавными направляющими втулками с параллельными осями, две из которых размещены по оси зацепления подающего и прижимного роликов, а третья (промежуточная) размеН1:ена в обойме с эксцентриситетом относительно оси обоймы и общей оси первых двух втулок и на равном расстоянии от этих втулок в осевом направлении, при этом величина эксцентриситета определяется из формулы.
Л |/ :г7Ё2 -:.:/,
где, /1 - амплитуда продольной вибрации проволоки;
2
/
расстояние между серединами втулок;
Е - эксцентриситет оси первых втулок и оси промежуточной втулки относительно оси вращения обоймы.
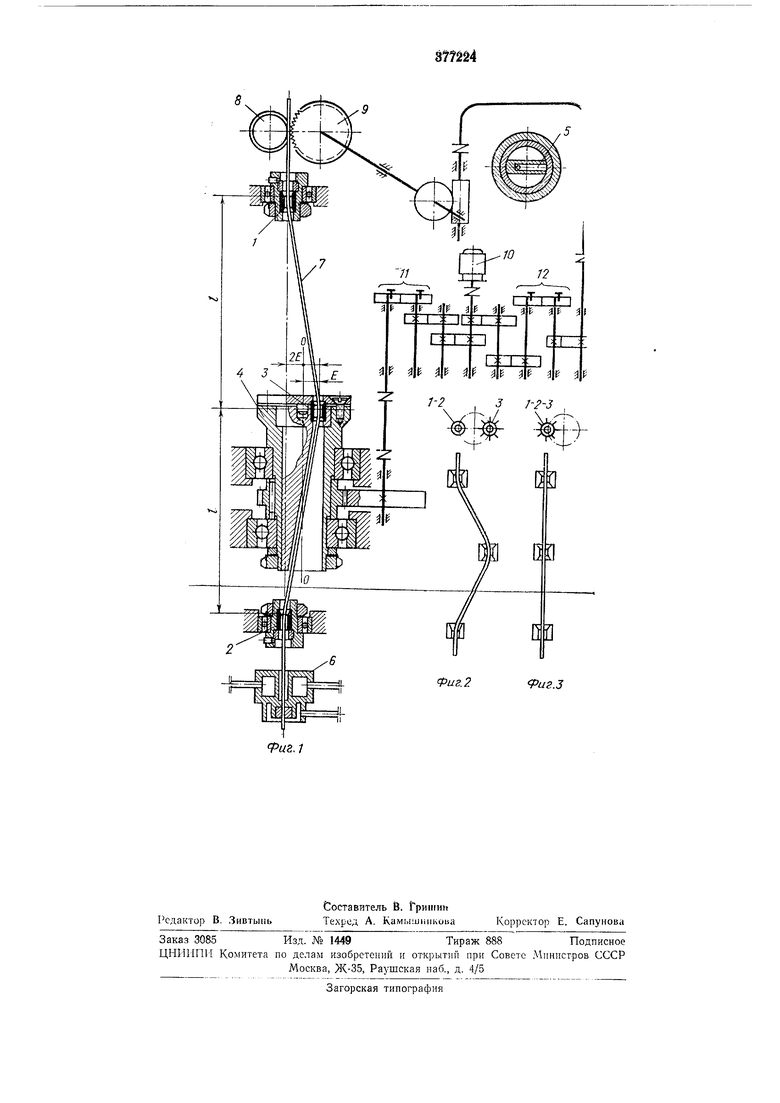
Па фиг. 1 изображена кинематическая схема головки; на фиг. 2-схема расположения втулок при максимальном выдвижении электрода из сварочной горелки; на фиг. 3-
0 схема расноложения втулок при минимальtroM выдвижении электрода из сварочной горелки.
Головка состоит 1з трех вращающихся 5 твердосплавных иаправляющих втулок /, 2 и 3 с параллельными осями, последняя из которых смонтирована на шарикоподщнпнике (на чертеже не показан) во вращающейся обойме 4 механизма вибрации, причем ось вращения этой втулки смещена на величину Е относительно оси вращения обоймы 4 и находится на равном расстоянии от втулок 1 1 2 ъ осевом направлении. Внутри обоймы 4 расположена планка 5 с направляющим уколобом. Го.мопка снабжена го5релкой 6. Электродная проволока 7 размещается во втулках У, 2 и 5 и в горелке 6. Механизм нодачи проволоки состоит из двух роликов: прижимного 8 и подающего 9, на 30 поверхности которого выполнены зубья. Ро3
лик 8 на наружной поверхности имеет канавку трапецеидального профиля и под действием пружины (на чертеже не показана) поднимает проволоку к ролику 9. Привод вращения обоймы 4 и ролика 9 осуществляется от двигателя 10 через промежуточные передачи, содержащие сменные пары шестерен 11 и 12.
При работе головки за счет вращения обоймы 4 и ролика 8 конец электродной проволоки 7, размещенной в горелке 6, совершает возвратно-поступательное движение вдоль оси I-I подачи.
На фиг. 2 и 3 изображено два положения втулОК 1, 2 и 3. При совмещении оси втулки 3 с осью 1-1 {ось втулок у и 2) конец электрода 7 будет максимально выдвинут из горелки 6 (см. фиг. 3). При повороте обоймы 4 на 180° от этого положения оси втулок располагаются так, как изображено на фиг. 1 и 2, а коней электрода 7 будет минимально выдвинут из горелки 6.
Частота вибрации электрода 7 равна числу оборотов обоймы 4. Необходимая частота вибрации устанавливается с помощью сменной пары щестерен 11.
Амплитуда А вибрации электрода, расстояние / между серединами втулок и эксцентриситет Е оси втулок 7 и 2 и оси втулки 5 относительно оси обоймы 4 связаны зависимостью
Л I размерность величины Л, / и Я в мм.
4
Предмет изобретения
Головка для вибродуговой наплавки, содержащая ролики, прижимной и подающий, на поверхности которого выполнены зубья, а также механизм вибрации, преобразующий поперечные колебания проволоки в продольные, отличающаяся тем, что, с целью уменьшения динамических нагрузок и иовыщения верхней границы диапазона частот вибрации, а также увеличения надежности работы головки, последняя снабжена вращающейся обоймой и тремя твердосплавными направляющими втулками с параллельными осями, причем две из втулок размещены по оси зацепления подающего и прижимного роликов, а третья (промежуточная) размещена в обойме с эксцентриситетом относительно оси обоймы и общей оси первых двух втулок и иа равном расстоянии от этих втулок в осевом направлении, при этом величина эксцентриситета определяется из формулы
А / /2 + 4Я2 - /,
где А
вибрации
ам-плитуда продольной проволоки;
расстояние между серединами втулок;
Е
эксцентриситет оси первых втулок и оси промежуточной втулки относительно оси вращения обоймы.
10
1
3
Э
О
D
Риг.З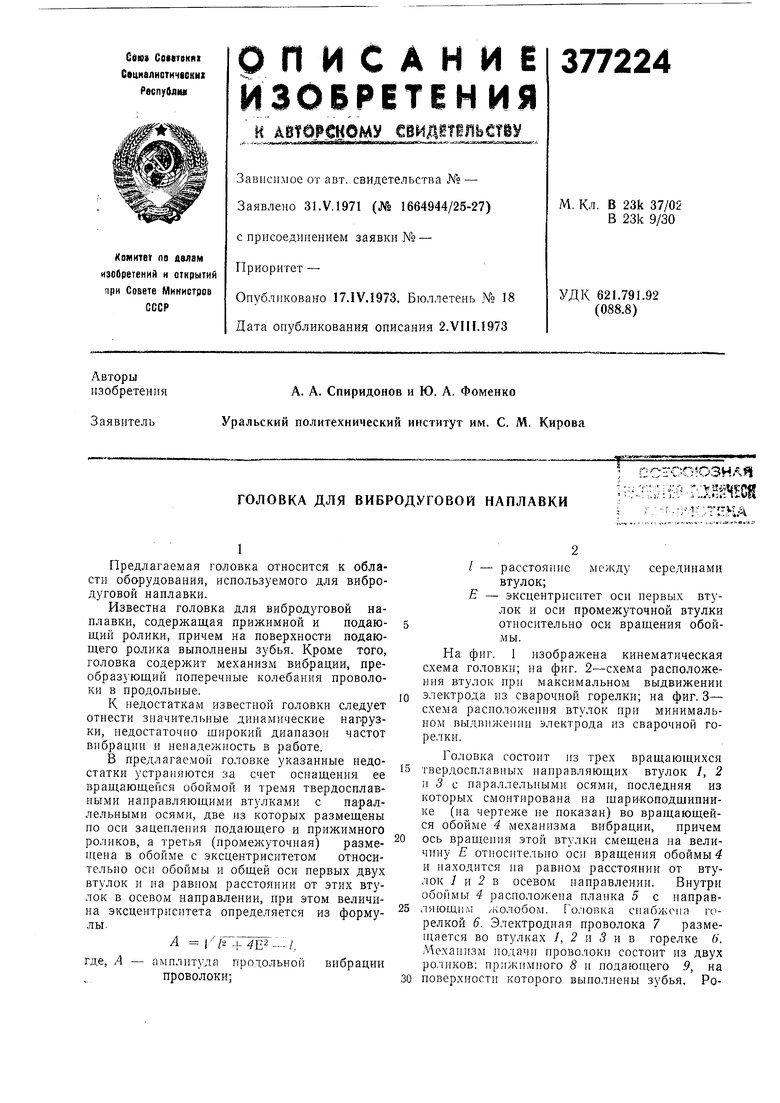
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для вибродуговой наплавки | 1975 |
|
SU529024A1 |
| ГОЛОВКА ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1971 |
|
SU427820A1 |
| ГОЛОВКА ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1973 |
|
SU383554A1 |
| ГОЛОВКА ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1973 |
|
SU433982A1 |
| Головка для вибродуговой наплавки | 1975 |
|
SU527266A1 |
| ГОЛОВКА ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1972 |
|
SU339360A1 |
| Головка для вибродуговой наплавки | 1975 |
|
SU556009A2 |
| ГОЛОВКА ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1966 |
|
SU177575A1 |
| Механизм для создания вибрации сварочного электрода при автоматической вибродуговой сварке и наплавке металлов | 1960 |
|
SU139386A1 |
| Устройство для дуговой сварки плавящимся электродом | 1977 |
|
SU1089856A1 |