1
Известно устройство для формования резьбы на изделиях из слоистых армированных пластмасс, состоящее из оправки с неотвержденным изделием и формующего элемента (металлической проволоки).
Однако после формования не производится фиксирование формующего элемента, в результате чего снижается прочность резьбы. Кроме того, :Сам процесс малопроизводителен.
Предлагаемое приспособление снабжено формующей гайкой и направляющей законцовкой, закрепленной на оправке, причем формующая гайка установлена на резьбовой законцовке с возможностью поступательного движения и имеет спиральный паз для направления и жесткой фиксации формующего элемента.
Приспособление обеспечивает приложение необходимого давления на материал формуемого изделия через промежуточный формующий элемент, например, металлическую проволоку не только в процессе формования, но и в течение всей операции отверждения. Кроме того, приспособление обеспечивает автоматическую навивку формующего элемента.
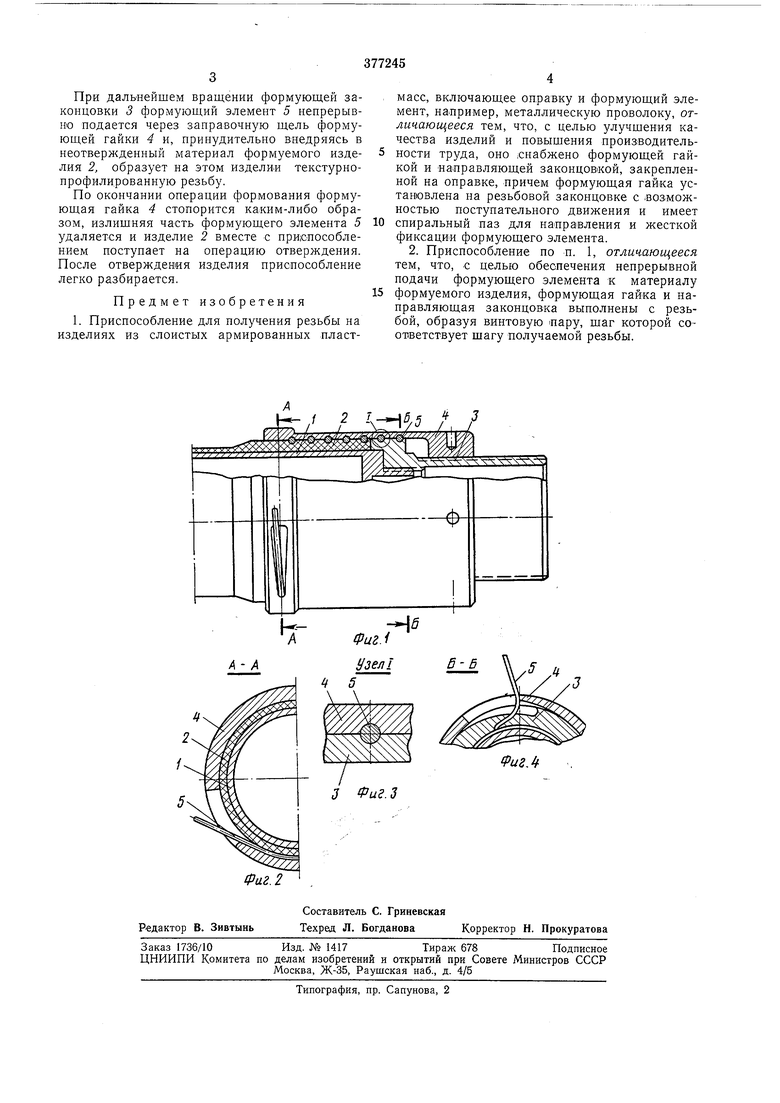
На фиг. 1 изображено предлагаемое приспособление, продольный разрез; на фиг. 2- разрез по Л-А №а фиг. 1; на фиг. 3 - выносной элемент 1; на фиг. 4 - разрез по Б-Б на фиг. 1.
Приспособление для получения резьбы состоит из оправки 1, на которую намотано формуемое изделие 2, законцовки 3, которая каким-либо способом крепится на оправке таким образом, чтобы торец законцовки плотно прилегал к торцу формуемого изделия. На законцовку 3 при помощи любой ходовой резьбы навинчивается гайка 4. Шаг ходовой резьбы должен соответствовать шагу требуемой резьбовой поверхности на изделии 2. Перед
началом формования формующий элемент 5, например, мягкая металлическая проволока через заправочную щель формующей гайки 4 вводится в совмещенное с этой щелью установочное отверстие направляющей законцовки 3 (фиг. 3).
При вращении направляющей законцовки 3 (совместно с основной оправкой / и находящимся на ней формуемым изделием 2) относительно формующей гайки 4 .последняя приобретает поступательное движение. При этом формующий элемент 5 защемляется в установочном отверстии направляющей законцовки 3 и, деформируясь, попадает в направляющую винтовую поверхность, образованную направляющей законцовкой 3 и формующей гайкой 4 (фиг. 4). Шаг направляющей винтовой поверхности соответствует ходовой резьбе направляющей законцовки и формующей гайки и щагу требуемой винтовой поверхности на
формуемом изделии, а профиль - сечению формующего элемента 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка | 1974 |
|
SU500908A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ | 1998 |
|
RU2145283C1 |
| Способ изготовления электродов и устройство для его осуществления | 1991 |
|
SU1801076A3 |
| Кассетная форма | 1984 |
|
SU1217674A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТЫРЕВОГО ИЗОЛЯТОРА | 1998 |
|
RU2133669C1 |
| Штамп для получения изделий с резьбовыми отверстиями | 1990 |
|
SU1776215A3 |
| СПОСОБ ФОРМОВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ТРУБАХ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 1990 |
|
RU2071915C1 |
| Устройство для прессования изделий из порошка с внутренней резьбой | 1987 |
|
SU1438925A1 |
| Сердечник для формования бетонных и железобетонных трубчатых изделий с пленочной полимерной облицовкой | 1978 |
|
SU735407A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
