1
Известно устройство для литья под давлением с последующим раздувом заготовки, содержащее литьевую и основную выдувную формы, образованные подвижными матрицами и раздувн1э1ми стержнями поворотной головки.
Для уменьщения путей разведения плит устройство снабжено дополнительной выдувной матрицей, установленной соосно с основной и симметрично с ней относительно литьевой матрицы, а поворотная головка выполнена с возможностью реверсивного поворота, при этом на каждом выдувном стержне смонтирована подвижная вдоль стержня плита для съема готового изделия.
Механизм привода плиты для съема готового изделия выполнен в Виде взаимодействующей с роликом снимающей плиты пластины, консольно закрепленной на поворотной головке с возможностью подъема свободного конца, на котором со стороны поворотной головки выполнен фигурный паз для ролика поворотной головки. Поворотная головка установлена с возможностью перемещения в направлении, перпендикулярном линии разъема, и снабжена в направлении оси вращения несколькими парами выдувных стержней.
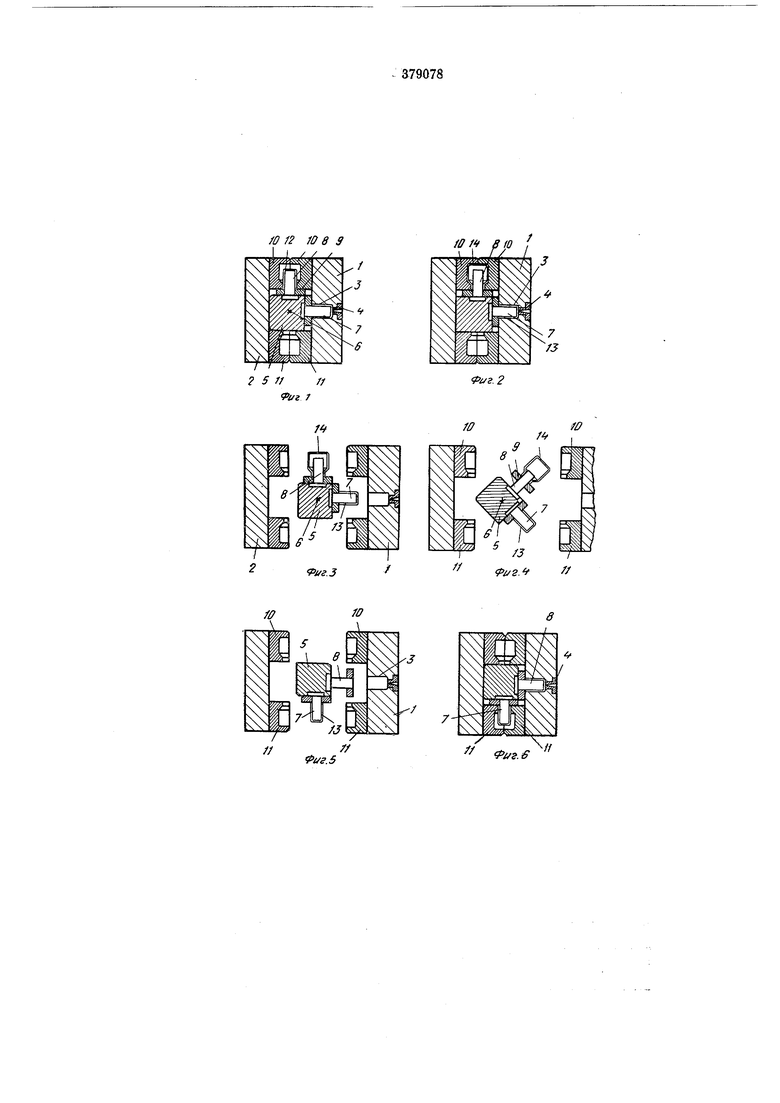
На фиг. 1-6 изображены рабочие такты устройства; на фиг. 7 - устройство, вид сверху на поворотную головку.
Устройство содержит подвижные плиты / и 2, на одной из которых смонтирована литьевая форма 3 с входным соплом 4. Между подвижными плитами расположена головка 5, поворачивающаяся относительно оси 6. Па головке смонтированы раздувные стержни 7 и 5 со снимающими плитами 9. Па подвижных плитах размещены соответствующие половинки выдувных матриц 10 и 11, имеющих линию
разъема по оси симметрии и расположенных соосно и симметрично относительно литьевой матрицы. Па чертеже изображены отлитые заготовки 12 и 13 и готовое изделие 14.
Па раме 15 смонтирована поворотная головка 5 и траверса /5, к которой прикреплен корпус гидравлического цилиндра 17, порщневой шток 18 последнего входит в плиту 2, что делает возможным смещение поворотной головки относительной этой плиты. В раме 15 установлен второй гидравлический цилиндр 19, порщневой щток которого соединен с зубчатой рейкой для поворота несущей головки. Па поворотной головке закреплены две симметричные пластины 20 для перемещения плиты 9, на которой закреплены ролики 21. Пластины консольно прикреплены с возможностью поворота относительно оси 22 и со стороны поворотной головки снабжены фигурными пазами
23 для роликов.
Ось 6 направлена вертикально, так как при таком направлении возможен поворот несущей головки без уравновешивания. Если ось 6 в литьевой машине горизонтальна, необходимы специальные меры для компенсации эксцентричности несущей головки.
Устройство работает следующим образом. Раздувной стержень 8 удерживает заготовку J2, отлитую во время предшествующего такта замыкания, , которая находится в выдувной форме, состоящей из половин 10. Раздувной стержень 7 пуст и находится в форме 3 для литья под давлением в плите / с соплом. По окончании движения замыкания начинается комбинированный такт литье под давлением- раздувание (см. фиг. 2). При этом сопло 4 впрыскивает материал в форму 3 для литья под давлением, вследствие чего образуется новая заготовка 13. Одновременно давлению подвергаются сопло раздувного стержня 8 так, что заготовка 13 в выдувной форме из половин 10 раздувается в готовое изделие 14. Затем разводятся плита 1 с соплом и взаимодействующая с ней плита 2 (см. фиг. 3), причем несущая головка одновременно отводится от плиты 2. Заготовка 13 и готовое изделие 14 надеты на раздувные стержии 7 и 8 соответственно. В разомкнутом состоянии устройства для литья под давлением с последующим раздуванием заготовок (см. фиг. 4) несущая головка поворачивается на 90 относительно оси 6 в направлении движения часовой стрелки. При этом раздувной стержень 7 с заготовкой J3 поворачивается в зону половин выдувной матрицы 11. Вместе с поворотом совершается движение снимаюшей плиты 9 раздувного стержня 8, которая снимает готовое изделие 14. По окончании, поворота (см. фиг. 5) раздувной стержень 8 находится в зоне формы 3 для литья под давлением. Во время следующего такта сопло 4 впрыскивает новый материал для формования заготовки на раздувном стержне 8, а заготовка 13 раздувается на раздувном стержне 7 в выдувной форме. Этот рабочий такт анологичен рабочему такту, отраженному на фиг. 2. Затем снова размыкается устройство для литья под давлением с по.следующим раздуванием заготовок и несущая головка поворачивается на 90° против направления движения часовой стрелки, причем готовое изделие снимается с раздувного стержня 7. По окончании поворота и после замыкания устройство находится в таком же положении, как на фиг. 1. При повороте головки от реечного .механизма гидравлического цилиндра 19 одна из пластин 20, взаимодействуя с роликом 21, перемещает одну из плит для съема готового изделия, в это время вторая пластина из-за наличия фигурного паза 23 поворачивается
относительно оси 22, проходит над другим роликом 21, и съемная плита второго раздувного стержня не перемещается.
Предмет изобретения
1. Устройство для литья под давлением с последующим раздувом заготовки, содержащее одну литьевую и основную выдувные формы, образованные подвижными матрицами и раздувными стержнями поворотной головки, отличающееся тем, что оно снабжено дополнительной выдувной матрицей, установленной соосно с основной и симметрично с ней относительно литьевой матрицы, а поворотная головка выполнена с возможностью реверсивного поворота, при этом на каждом выдувном стержне смонтирована подвижная вдоль стержня плита для съема готового изделия.
2. Устройство по п. 1, отличающееся тем, что поворотная головка установлена с возможностью перемещения в направлении, перпендикулярном линии разъема. 3. Устройство по п. 1, отличающееся тем,
что механизм привода плиты для съема готового изделия выполнен в виде взаимодействующей с роликом снимаюшей плиты пластины, консольно закрепленной на поворотной головке с возможностью подъема свободного
конца, на котором со стороны поворотной головки выполнен фигурный паз для ролика поворотной головки.
fO f2 Ю в 3
/ / /
6
2 5 f/ // t/г /
fue.S
fff
5
/J
//
//
И/. 5
Ш ff
ff/s.2
//
уз
k/
иг.е
Фиг. 7