Изобретение относится к области переработки пластмасс, более конкретно, к агрегатам для производства полых изделий из термопластов литьем заготовки с последующим раздувом.
Известен агрегат для производства полых изделий из термопластов литьем заго товки с последующим раздувом, содержаи1и поворотный стол с оправками, литьевое устройство с формой, раздувную форму с приводом перемещения полуформ и механизм удаления изделий С-иОднако в таком агрегате невозможно увеличить время охлаждения изделий без снижения производительности их изготовив ния.
Наиболее близким техническим решением к предлагаемому является агрегат для производства полых изделий из термопластов/литьем заготовкк с последующим раздувоМ, содержащий поворотный стол с оправками, полости которых связаны с системой циркугтяции теплоноситепя, расположенными вокруг стола под углом одна к другой, литьевое устройство с формой, раз
дувную форму с приводом перемещения полуформ, механизм удаления изделий 2.
Цель изобретения - увеличение времени охлаждения изделий без снижения производительности агрегата.
Для достижения нели в предлагаемом агрегате оправки попарно закреплены под углом одна к другой в поворотных смонтированных на боковой поверхности стопа и снабл енных механизмом поворота, причем только оправки, расположенп з1е в плоскости вращения стопа, взаимодействуют с литьевой и раздувной формами, а по обе стороны поворотного стола установлены камеры термостатирования заготовок, при этом механизм поворота зажимов выпопнен с возможностью поворота любой пары оправок независимо от других и распопожен за литьевым устройством, кроме того, агрегат снабжен формой предварнтепьного раздува заготовок, а поворотный стол выполнен с возможностью периодического осевого перемепгения.
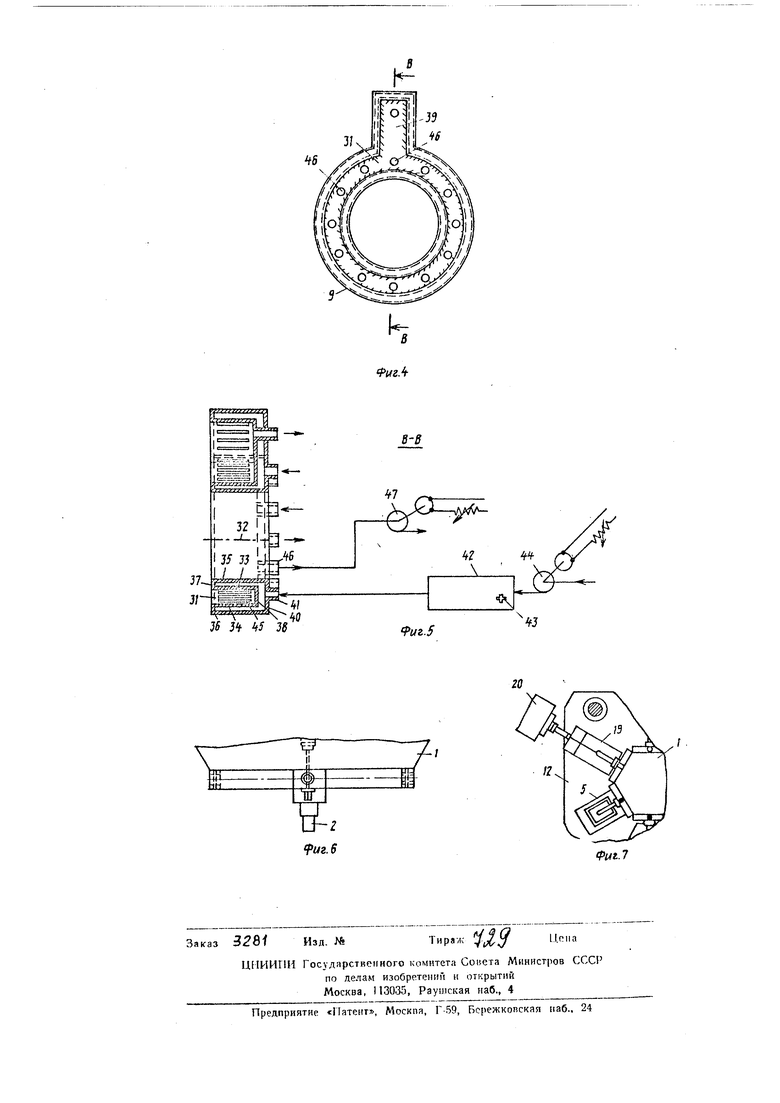
С целью изготовления двухслойных изделий агрегат снабжен допошштельной ли1ъеВой (. Па фиг. 1 показан схематично агрегат дни производства попых изделий из термопластов питьем заготовки с поспедующим раздувом, вид сбоку; на фиг. 2 - разрез Л-А ()иг. 1; на фиг. 3 .- разрез Б-Б фиг. 1; на фиг. 4 - горизонтальная проекция CBOfixy камеры контроля температуры; на фиг. 5 - разрез В.-В фиг. 4; на фиг, 6 частичная т-оризонтапьная проекция сверху, показывающая оправок с поверхностью пово ротного стопа и механизм перемещения опр вок; на фиг. 7 - вариант выполнения агрега для изготовления двухслойных изделий. Агрегат дпя производства полых изделий из термопластов литьем заготовки с последующим раздувом содер)шт поворотный стол 1 с оправками 2 (фиг, 1 и 2), расположенными вокруг стопа под углом одна к другой, литьевое устройство 3 с формой 4, раздувную форму 5 с приводом перемещения попуформ (на чертежах не показан) и механизм 6 удаления изделий. Оправки 2 попарно закреплены иод углом одна к другой в поворотных зажимах 7 (фкг. 3), смонтированных на боковой поверхпости стопа 1, и снабжены механизмом 8 поворота, причем топько оправки, располо жо1П(ые в ппоскости враигения стола, взаимо действуют с литьевой формой 4 и раздувной );)Mo;i 5, а по обе стороны поворотного стола 1 установлены камеры 9 и 1О термо стат; ровап Г: заготовок. Поворотный стол 1 выполнен с возможно стью периодического осевого перемещения, для этого оп смонтирован на штоке гидравлического пипипдра 11 (фиг. 1), который Закреплен па нижней плите 12, соединенной тягами 13 с верхней ппитой 14. На плите 14 смонтирован гидравлический цилиндр IS с плунжером 16 который соединен с под- вижно плитой 17j на которой установлена верхняя камера 9 термостатировапия заготовок. Нижняя камера Ю установлена на нижней плите 12. Агрегат снабжен также формой 18 предварительного pavЗдyвa заготовок и, в спу- чае использования его для изготовления двухслойных изделий, дополнительной ли1ъевой формой 19 с литьевым устройством 2О (фиг. 2 и 7). Оправки 2 имеют каналы 21, соединенны через кольцевую камеру 22 в рабочем положении оправки с трубопроводом 23 для поддай воздуха. Каждая оправка 2 содержит также камеру 24 с полой трубкой -25. Камера 24 соединена с отверстием 26, выполненным в поворотном зажиме 7, а трубка 25 - с отверстием 27, Подача жидкости к отверстиям 26 и 27 и выпуск ее осуи1ествляется при помоши шлангов (на чертежах не показаны), распопоженных на торцах псшоротных зажимов 7. Конструкция всех оправок 2 и средства для подачи воздуха и жидкости в них являются одш1аковыми, однако, каждая оправка свои отверстия 26 и 27 дпя подвода и отвода жидкости, так как время охлаждения для различных оправок может быть различным. Механизм 8 поврота зажимов 7, выполненный с возможностью поворота любой пары оправок 2 независимо от других и расположенный за литьевым устройством 3, представляет собой цилиндр, подсоединенный к toBOpOTKOr.iy столу 1 и при помоши шарнирного соединения 28, Шток 29 цилиндра со- единен с кривошипом ЗО, жестко прикрепленным к noBopoTiiOMy зажиму 7, Камеры 9 и Ю термостатирования заготовок имеют одтшковую конструкцию и содер)1сат каждая попость 31с петром кривизны у оси 32 враш.ения стола 1, Стенки 33 и 34 ограничивают внутренние и наружные пределы полости 31, а в верхнем конце полость закрыта стенкой 35. Вокруг стенок 33 и 34 находится рубашка, образованная внутренней 35 и наружной 36 стенками, удаленными на, равном расстоянии по всему периметру камеры 9. Эта рубашка закрывается у своего нижнего конца кольцеобразной стенкой 37 и другой стенкой 38, также кольцеобразной за исключением положения у переходггой позиции 39, где полость 3 1-расширяется для обеспечения прохода оправок 2. .Рубашка закрывается в своем верхнем конце стенкой 4О. В стенке 4О предусмотрены трубопроводы 41, к которым подается жидкость от источника 42 подачи й идкости, который имеет/ регулятор 43 для регулирования температуры жидкости и воздуходувку 44. В стенках 33 и 34 вь полнены жалюзи 45,так что жидкость имеет возможносаъ протекать сквозь эти жалЕози и контактировать с оправками 2, размешенными в ко.пь- цевой полости 31. Жидкость для регулирования температуры может выпускаться из камеры 9 через нижний открытый конец полости 31, через который оправки 2 про- ходят в камеру 9, Однако в предпочтительной конструкции жидкость для регулирования температуры выпускается на полости 31 через выпускаемые трубопроводы 46,которые соединяются с всасывающим вентилятором 47. Агрегат работает следующим образом. На оправку 2 в литьевой форме 4 при ПОМОШ.И литьевого устройства наносят оболочку 48, из расплавленного термопластичиохо маториагш 49. ЗаТ1.;м paaNibiKaioT гипъевую фо)му 4, н иинипдр 1 1 прнподнимйет стогг 1 так, что оправка 2. с загс)- товкой 4В находятся выше ниясней попу(j)opMbi rniTbeuoii формы 4. После чего стим 1по11орачнвае1х;я на таг и переносит оправку 2 с Заготовкой 48 и позицию, где IjaciioriDhcolia форма 18 предьарнтепыюго раздува. В этой позиции происходит частичный раздув заготовки 48 и частичное ее охпаищение. При следующем повороте ст ла 1 оправка 2 располагается в передаточной позиции 5О. В этой позиции срабатывает 8 поворота, KOTopbjft поворачивает зажим 7, в результате чего оправка 2перемешается в нижнее положение (как показано пунктиром на фиг. 3). Начиная с этого момента оправка 2 с заготовкой 48 находится в нижней камере 1О термостатирования заготовок и сможет выйти из нее только после завершения полного оборота стола 1. Одновремен1ю с поворотом зажима 7 . оправка 2 с заготовкой 48, которая iraxo- дится в верхней камере 9 термостатироваиия заготовок, перемешается в tuiocKOCTb вращения стола 1, где до этого была выше указанная оправка 2. Затем стол 1 последо патепьно поворачивается на шаг, так что оправка 2 с «заготовкой 48, прошедшей тер мостатирование в верхней камере 9, попадает в позицию дополнительной литьевой формы 19, где, в сггучае изготовления двух цветного изделия, на нее наносят второй слой материала при помощи литьевого устр ва 2О, После чего оправка 2 попадает в позицию, где расположена раздувная форма 5, в которой происходит окончательное формованрге изделия 51. В следующей позиции происходит съем изделия 51 при помощи механизма 6 съемя изделий. При последующем повороте оправка 2 снова попадает в позицию литьевой формы 4 и цикл произв ства изделий повторяется до тех пор, пока оправка не достигнет позиции 5О, где снов происходит поворот зажима 7, который воз вротпает оправку 2 с заготовкой 48 из кам ры .10 в тглоскость вращения стопа, а опрп ку 2 с заготовкой 48, ранее находятпуюся в ятои Т1.г1Г1скости, переместит в верхнюК) ко мрру 9 термпстатиропания заготовок. 11ред 1агаемый ai-pL;i ат дли iiiJiin;jBoui;ш;) иопых изделии из Ти|хмоп11астиь ничьим ;j,iгитовки с последующим раидуиом iiu Buiun увеличить время oxna isVii.iihn издений без сни;кения его производительности. Ф о р м у л а и 3 CJ б 1-) в т е н и и -. Агрегат дпя производства попых издений из термопластов литьем заготовки с последующим раздувом, содержащий повиригный стоп с оправками, полости которых CJJHзаны с системой циркуляции тенлоноситопи, расположенными вокруг стола под угпом одна к другой, литьевое устройство с формой, раздувную форму с приводом перемощен ия полуформ и механизм удаления изделий, о т л и ч а во щ и и с я тем, что, с цепью увеличения времени охпаждения изделий без снижения производ ите|1ьности, oiipa)i ки попарно закреплены под углом одна к другой в поворотных зажимах, смонтированных на боковой поверхности стола и снабженных механизмом поворота, причем i-омько оправки, расположенные в плоскости вращения стола, взаимодействуют с литьево и раздувной формами, а по обе стороны поворотного стола установлены камеры термо- статирования заготовок. 2.Агрегат по п. 1, о т л и ч а ю и: ийс я тем, что механизм поворота зажи.чтов выпо.лнен с возможностью поворота пюбой пары оправок независимо от других и расположен за литьевым устройством. 3.Агрегат по п. 1, о т л и ч а ю - щ и и с я тем, что он снабжен формой предварительного раздува заготовок. 4.Агрегат по пп, 1-3, о т л и ч а ющ и и с я тем, что поворотный стоп выполнен с возможностью периодического осевого перемещения. 5.Агрегат по пп. 1-4, о т л и ч а ю- щ и и с я тем, что с целью изготовления двухслойных изделий, он снабжен дополнительной литьевой формой. Источники информации, принятые во внимание при экснертизе 1.Патент США № 3659995, юл. 425-242, 1972. 2.Патент США № 3337667, кл. 264-97, 1964 (прототип).


| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для производства полых изделий | 1974 |
|
SU579876A3 |
| Агрегат для изготовления полых изделий | 1973 |
|
SU564970A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗАГОТОВОК | 2003 |
|
RU2297914C2 |
| Автоматическая линия изготовления изделий из металлических порошков | 1987 |
|
SU1447576A1 |
| Роторный экструзионно-раздувной агрегат | 1990 |
|
SU1781068A1 |
| Инжекционно-выдувная машина для формования из термопластичных материалов полых изделий | 1977 |
|
SU1194262A3 |
| Устройство для горячего тиснения фольгой изделий из термопласта | 1990 |
|
SU1722859A1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАССЫ | 2001 |
|
RU2230663C1 |
| ЙСКООг-ОЗИЛЯ | 1973 |
|
SU379078A1 |
| Устройство для экструзионно-раздувного формования изделий из термопластичных материалов | 1988 |
|
SU1684075A2 |

1 60 |
46
