1
Изобретение относится к области полунепрерывной разливки стали.
Известен механизм для выдачи слитков, содержащий поддон с поворотными затравками, устройство для опрокидывания слитков и упор для отделения слитков от затравок, направляющие и устройство для передачи слитка.
Такой механизм не обеспечивает выдачу слитков различной длины в заданном положении.
В предложенном механизме кантовальная корзина выполнена в виде каркаса и снабжена роликами, установленными внутри него, а направляющие изготовлены прямолинейными.
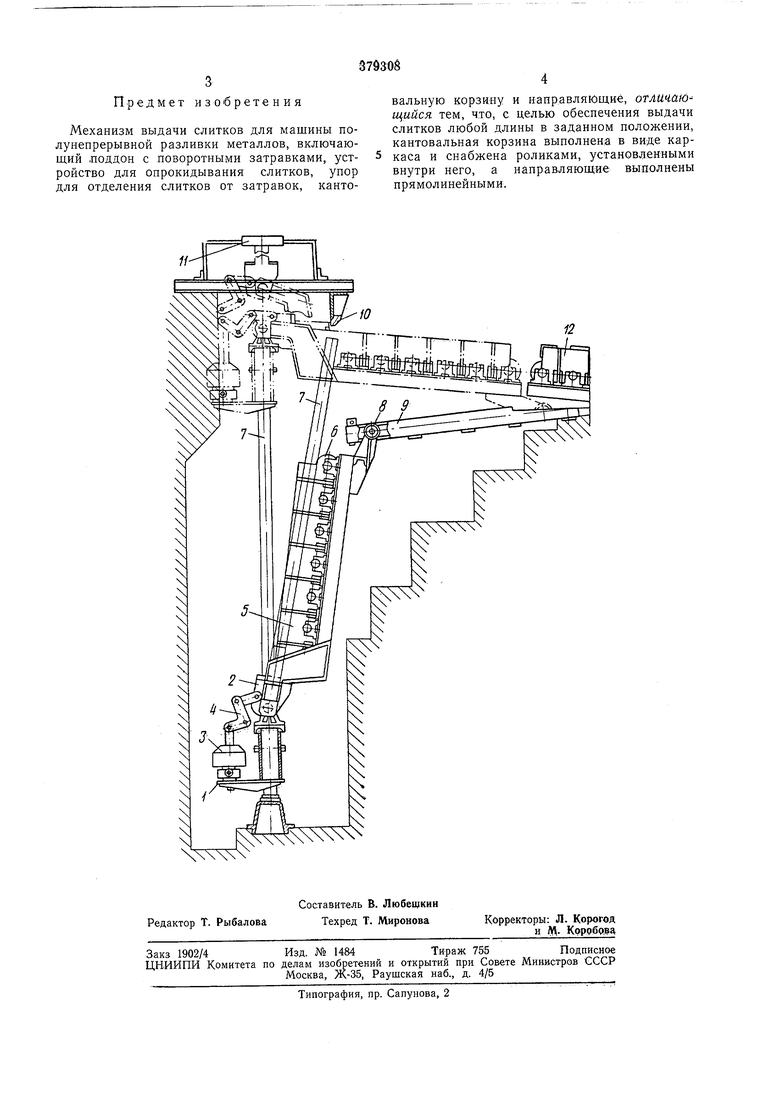
На чертеже показан описываемый механизм.
Механизм содержит поддон 1, на котором установлены поворотные затравки 2 и устройство для опрокидывания слитков, состоящее из пневмоцилиндра 3 и рычагов 4. Нижний конец кантовальной корзины 5, имеющей ролики 6 и служащей для помещения в нее слитков 7, соединен с поддоном /. Верхний конец кантовальной корзины катками 8 опирается на направляющие 9. Для отделения слитков 7 от поворотных затравок 2 предусмотрен упор JO. Предлагаемый механизм расположен под кристаллизатором П. Для
транспортировки слитков 7 от механизма в линию обработки предназначен рольганг 12. Работа происходит следующим образом. После отливки слитков 7 заданной длины
и освобождения их верхних концов из кристаллизатора // включается пневмоцилиндр 5 зстройства для опрокидывания слитков, которое посредством рычагов 4 наклоняет поворотные затравки 2 вместе со слитками 7 в
сторону выдачи до упора слитков 7 в верхний ролик 6 кантовальной корзины 5.
При движении поддона 1 вверх катки 8 перемещаются по направляющим Я и корзина 5 раскантовывается из вертикального положения до горизонтального, а в конце хода
поддона 1 приобретает обратный наклон в
сторону рольганга 12. Слитки при этом раскантовываются вместе с корзиной 5.
В конце хода поддона / слитки 7 находят
на упор 10 и отделяются от поворотных затравок 2. Отделившись, слитки 7 скатываются по роликам 6 кантовальной корзины на рольганг 12, а затравки 2 пневмоцилиндром 3 возвращаются в исходное вертикальное положение. Затем поддон / перемещается в крайнее верхнее положение, при котором концы головок поворотных затравок 2 входят в отверстия гильз кристаллизатора //. Это положение является исходным для отливки еле
дующей партии слитков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выдачи слитков из вертикальной машины полунепрерывного литья | 1986 |
|
SU1438914A1 |
| Устройство для выдачи слитков машины полунепрерывного литья | 1983 |
|
SU1102658A1 |
| Установка для непрерывной разливки стали | 1959 |
|
SU125883A1 |
| Способ подачи затравки в кристаллизатор машины непрерывной разливки металла | 1957 |
|
SU115715A1 |
| Машина полунепрерывной разливки металлов | 1981 |
|
SU959907A1 |
| Устройство для выдачи слитков машины полунепрерывного литья заготовок | 1982 |
|
SU1103939A1 |
| Подъемное устройство для выдачи длинных слитков из колодца на установках для непрерывной разливки стали | 1956 |
|
SU109556A1 |
| Установка для непрерывной разливки металла | 1955 |
|
SU105784A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038916C1 |
| Устройство для выемки слитков из приямков при полунепрерывном литье | 1961 |
|
SU141594A1 |
