1
Изобретение предназначено для фланкирования зубчатых колес на станках, работающих по методу обката.
Известны станки для шлифования зубчатых колес с фланкированием. Механизм фланкирования выполнен в виде сменных копиров и гидравлического устройства, сообщающего дополнительное перемещение щлифовальному кругу на глубину фланка. Недостатком таких станков является сложность конструкция механизма фланкирования.
Предложенное устройство позволяет сократить время перевастройки кинематической цепи.
С этой целью в цепи обката параллельно установлены две гитары. Одеа из них настроена на образование основного эвольвентного профиля, а другая - на образование эвольвенты фланка. ОБИ поочередно замыкают кинематическую цепь обката с помощью двусторонней муфты, обеспечивающей переключение только при определенном взаимном положении инструмента и обрабатываемого зубчатого колеса.
С целью обеспечения требуемого взаимного положения инструмента и обрабатываемого зубчатого колеса при переключении гитар обката на подвижной полумуфте имеются два синхронизирующих щтифта (по одному с каждой стороны), а «а сопряженных полумуфтах - по одному отверстию, которые позволяют производить переключения только при их совмещении.
Рычаг переключения передвижной полумуфты состоит из рукоятки, снабженной фиксатором, и вилки, соединенных шарнирно упругими элементами, позволяющими рычагу упруго изгибаться в обе стороны.
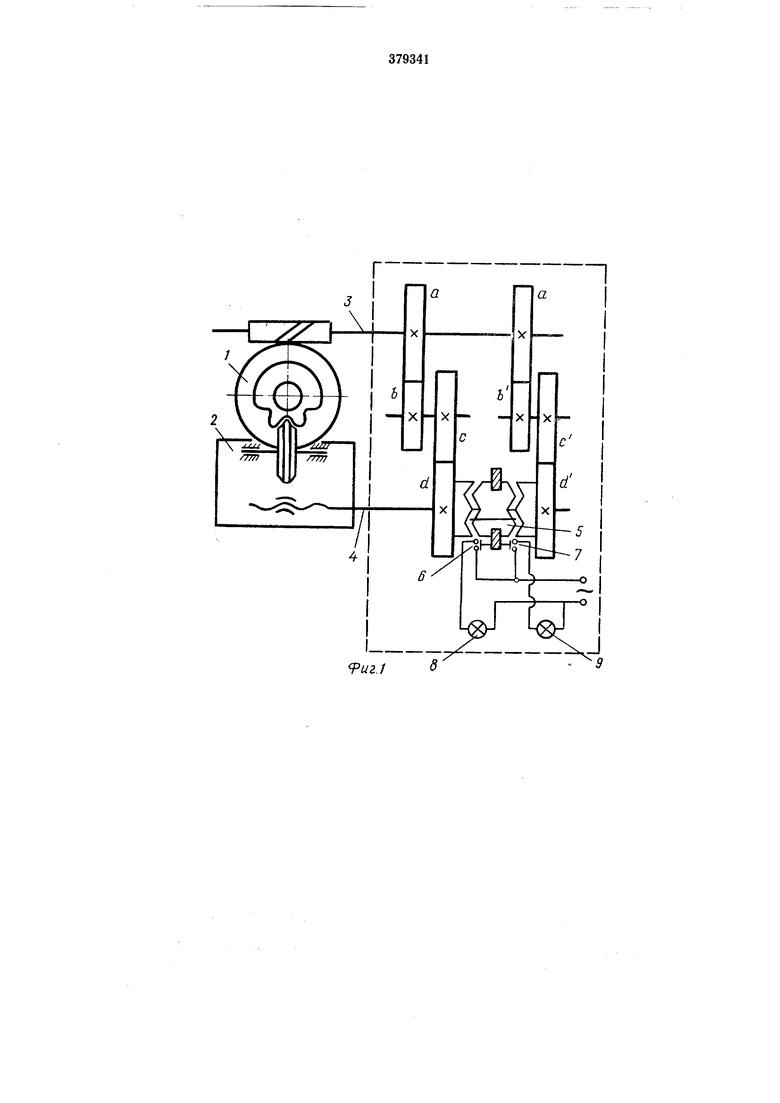
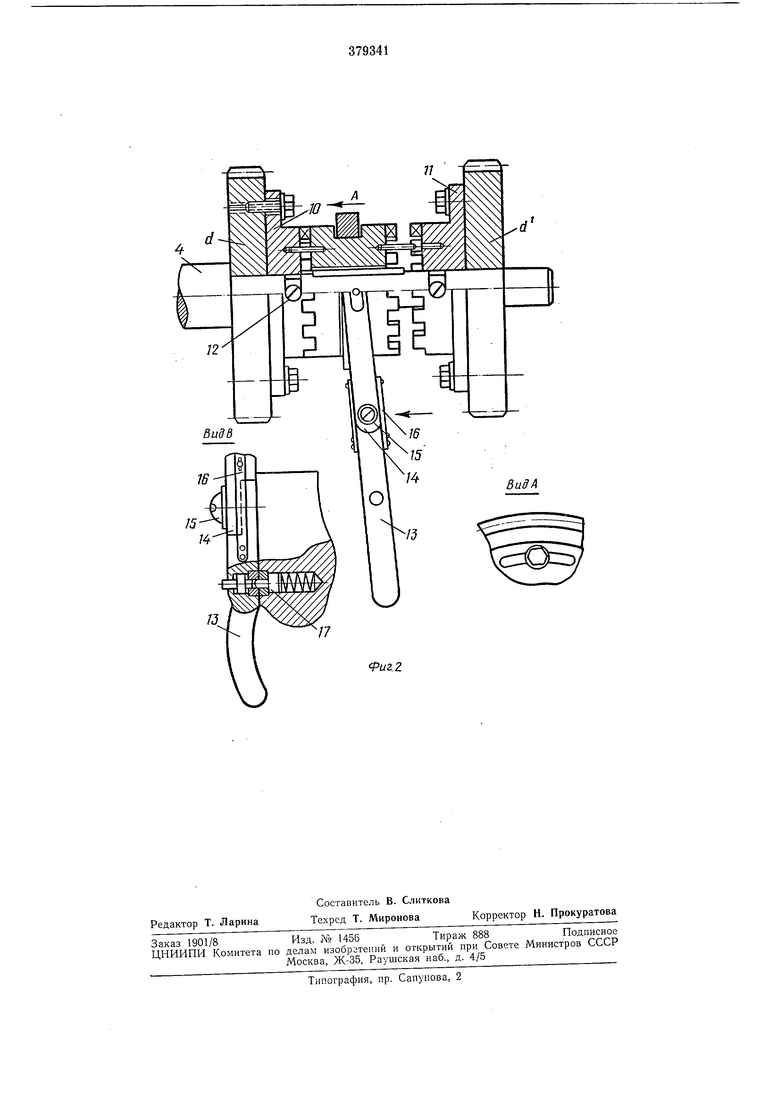
На фиг. 1 показаиа кинематическая схема предлагаемого устройства. На- фиг. 2 - устройство для переключения гитар обката.
В цепи обката, связывающей вращение стола/с поступательным перемещением инструмента 2, между валами 3 н 4 установлены параллельно две гитары обката (abed и abcd). Одна из них настроена н.а образование эвольвенты основного профиля, другая - на образование фланкирующей эвольвенты. Обе гитары постоянно связаны с валом 3. Зубчатые колеса d и d, свободно вращающиеся на валу 4, соединяются с последним поочередно посредством подвижной зубчатой полумуфты 5, имеющей щпоночное (или щлицевое) соединение с валом 4. В левом и правом крайнем положениях полумуфты 5 установлены нормально разомкнутые контакты 6 и 7, замыкающие цепи лампочек 8 и 9.
К смежным зубчатым колесам d и d, свободно сидящим на валу 4, привинчены полумуфты W и //. Цилиндрические концы установочных винтов 12, ввинченных в канавки, имеющиеся на валу 4, предотвращают осевое перемещение полумуфт 10 и 11. Подвижная полумуфта 5 перемещается в левое и правое положения рычагом, состоящим из рукоятки 13 и вилки 14, шарнирно соединенных на оси 15 и удер.живаемых в нейтральном положении плоскими пружинами 16, позволяющими рычагу упруго изгибаться в обе стороны. Рукоятка 13 фиксируется в левом и правом 10 положениях фиксаторами 17. На подвижной полумуфте 5 установлены два штифта, а на полумуфтах 10 и // просверлено по одному отверстию такого же диаметра и на таком же расстоянии от оси вращения, как и у щтиф- 15 тов. На полумуфтах 10 и 1.1 имеются сегментные пазы для болтового соединения со сменными щестернями d и d, позволяющие плавно изменять их взаимное положение. Работает устройство следующим образом. 20 Перез зубонарезанием (зубощлифованием) устанавливают зубчатые колеса гитары обката abed, а инструмент ставят в такое положение, чтобы перпендикуляр, опущенный из центра вращения колеса (стола) на ось ий- 25 струмента, делил профиль зуба инструмента (или профиль шлифовального круга) пополам. На вал 4 устанавливают полумуфту 10 и подвижную полумуфту 5 таким образом, чтобы штифт подвижной полумуфты 5 входил в 30 отверстия полумуфты 10, и привинчивают в таком положении полумуфту 10 к сменной шестерне d. Затем ставят вторую полумуфту 11 и сменные зубчатые колеса abcd второй гитары обкатка и привииичивают (при том же 35 положении вала инструмента) полумуфту // к сменной шестерне d таким образом, чтобы щтифт полумуфты 5 входил в отверстие полумуфты 11. Включив (рукояткой /3) гитару, настроен- 40 ную на нарезание (щлифование) основной эвольвенты, обрабатывают основные эвольвентные профили. Затем отводят инструмент и, не выключая станка, переключают рукоят5ку 13 в положение, соответствующее образованию фланкирующей эвольвенты. Когда в ходе совместного вращения шестерен dud (вращающихся с разлой скоростью из-з.а неодинакового передаточного отнощеняя гитар abed и abcd) щтифт подвижной полумуфты 5 совмещается с отверстием в полумуфте 11, вилка 14 под действием пружин 16 соединяет полумуфту 5 с гитарой abcd. Когда загорается лампочка 9, сигнализирующая о переключении муфты, подводят инструмент на нужную глубину врезания и нарезают (шлифуют) эвольвенты фланков. Предмет изобретения 1. Устройство для фланкирования, зубчатых колес на зубообрабатывающих ставках, работающих по методу обката, отличающееся тем, что, с целью сокращения времени перенастройки станка, & цепи обката установлены параллельно две гитары обката, поочередно замыкающие кинематическую цепь с помощью двусторонней муфты, и .предназ«аченные - одна для образования основного эвольвентного .профиля, другая - эвольвентного фланка. 2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения требуемого взаимного положения инструмента и обрабатываемого зубчатого колеса, двусторонняя муфта состоит из подвижной полумуфты, несущей два синхронизирующих штифта (по одному с каждой стороны), и двух неподвижных сопряженных полумуфт, имеющих по одному отверстию, позволяющих производить переключение только при их совмещении, 3. Устройство по п. 2, отличающееся тем, что подвижная полумуфта снабжена рычагом переключения, состоящим из рукоятки с фиксатором и вилки, соединенных щарнирно упругими элементами, .позволяющими рычагу изгибаться в обе стороны.
./
Риг.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО К МЕТАЛЛОРЕЖУЩЕМУ СТАНКУ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС ЦЕВОЧНОГО ЗАЦЕПЛЕНИЯ | 1991 |
|
RU2009796C1 |
| Способ изготовления конических зубчатых колес с зубцами эвольвентного очертания в продольном направлении | 1939 |
|
SU59129A1 |
| Станок для нарезания конических зубчатых колес с эвольвентными продольными очертаниями зубцов посредством шестернеподобного инструмента методом обкатки | 1948 |
|
SU82667A1 |
| Устройство для правки абразивного червяка | 1986 |
|
SU1351762A1 |
| СПОСОБ ШЛИФОВАНИЯ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЭБОЛЬВЕНТНЫХ КОЛЕС С ФЛАНКИРОВАНИЕМ | 1971 |
|
SU317475A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| Токарный автомат | 1976 |
|
SU715244A1 |
| Токарный автомат | 1980 |
|
SU884897A2 |
| Способ формообразования поверхностей зубьев цилиндрических колес | 1986 |
|
SU1454560A1 |
| Способ гидроабразивной обработки эвольвентных зубчатых колес | 1986 |
|
SU1373550A1 |