Изобретение относится к деревообрабатывающей промьиилеиности и может быть использовано в технологических линиях нроизводства древесноволокнистых плит сухосо способа формования и древесностружечных плит.
Известно устройство для воздушно-вакуумного формования древесноволокнистого ковра, состоящее из конвейера, узлов формования и подпрессовки 1.
Известно также устройство, включающее приспособление для дозированной подачи древесных частин, узел фракционирования в виде отсасываюн1.их камер, узлы формирования ковра и ноднрессовки, а также бесконечный сеточный транспортер 2.
Недостатком известных устройств является низкое качество плит.
Цель изобретения - повышение качества нлит.
Цель достигается тем, что в устройстве для формирования ковра, включающем приспособление для дозированной подачи древесных частиц, узел фракционирования в видеотсасывающих камер, узлы формования ковра и подпрессовки, а также бесконечный сеточный транспортер, узел фракционирования снабжен дополнительной отсасывающей камерой, которая снизу прикреплена к узлу формования ковра при помощи пшрпира, при этом узлы фракционирования и (ftop.MOвания снабжены вертикально установленными пластинами и расположенными на их выходах калибрующими вальцами, а узлы фракционирования, формования и подпрессовки охвачены двумя смонтированными на приводных и натяжных валках бесконечными сетками.
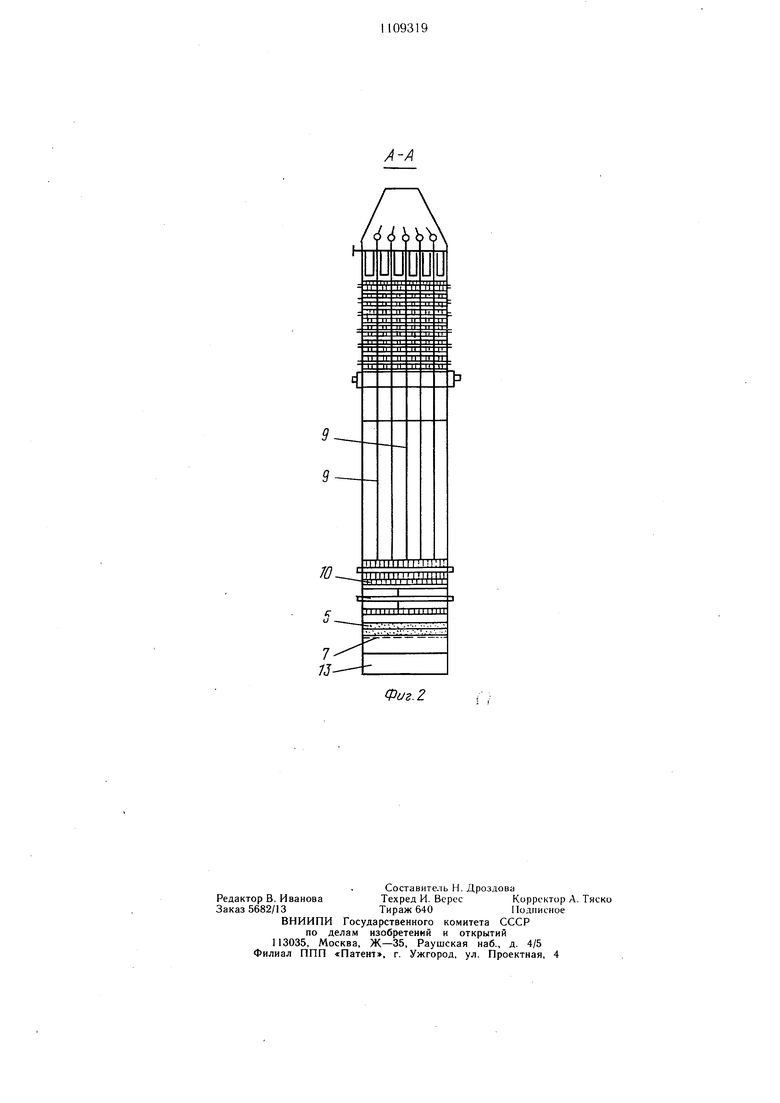
На фиг. 1 изображена схема устройства для формирования ковра, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для формирования ковра включает приспособление 1 дозированной
подачи древесных частиц, узел 2 фракционирования, выполненный в виде отсасывающих камер 3, угол 4 формоЕ)ания ковра 5 и узел 6 подпрессовки, при этом узел 2
фракционирования снабжен дополнительной отсасываюп ей ка.мерой 7, которая снизу прикреплена к узлу 4 формования ковра при помощи шарнира 8, при этом узлы фракционирования 2 и формования 4 ковра снабжены вертикально установленными нластинами 9 и расположенными на их выходах калибрующими вальцами узлы фракционирования 2, формования 4 и подпрессовки 6 охвачены двумя с.монтированны.ми на нриводных 1 1 и натяжных 12 валках бесконечными сетками 13.
Устройство работает следующим образом.
Древесные частицы из приспособления 1 дозированной подачи под воздействием потока воздуха попадают в узел 2 фракционирования, под воздействием отсасывающих камер 3 мелкая фракция древесных частиц изменяет траекторию полета и настилается в наружные слои ковра 5, которые при движении калибруют вальцами
10 и нанравляют в подпрессовщик 6. Крупную фракцию при помощи отсасывающей камеры 7 настилают в виде внутреннего слоя поверх нижнего слоя ковра 5, при это.м толщину внутреннему слоя регулируют при поМОН1И вертикального перемещения отсасывающей камеры 7, оснащенную щарниром 8. Далее на калиброванный внутренний слой настилают наружный слой и таким образом сформированный ковер 5 направляют в подnpeccoBHiHK 6, и цикл повторяют.
Предлагаемого устройство нозволяет изготавливать трехслойные ковры 5 из древесных частиц с равномерной насыпной массой по ширине, стабильными по толщине слоями, высоким качеством поверхностных слоев, что обеспечивает выпуск, качественных нлит.
DODOUU
| название | год | авторы | номер документа |
|---|---|---|---|
| ЮЕСОЮЗИ'-Я | 1973 |
|
SU379407A1 |
| Устройство для формирования ковра в производстве плит из измельченной древесины | 1981 |
|
SU1020252A1 |
| Устройство для формирования многослойного волокнистого ковра | 1983 |
|
SU1133100A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОВРА | 1972 |
|
SU435135A1 |
| Устройство для формирования ковра | 1983 |
|
SU1133099A1 |
| Устройство для формирования многослойного древесностружечного ковра | 1981 |
|
SU1002169A1 |
| Линия изготовления древесно-волокнистых плит средней плотности | 1988 |
|
SU1618660A1 |
| Устройство для изготовления древесноволокнистого ковра | 1981 |
|
SU1014751A1 |
| Устройство для формирования в газовой среде многослойного облагороженного ковра из лигноцеллюлозных и подобных частиц | 1980 |
|
SU889475A2 |
| Устройство для изготовления древесноволокнистых плит | 1981 |
|
SU1014750A1 |
УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОВРА, включающее приспособление для дозированной подачи древесных частиц, y3evn фракционирования в виде отсасывающих камер, узлы формования ковра и подпрессовки, а также бесконечный сеточный транспортер, отличающееся тем, что, с целью повыщения качества плит, узел фракционирования снабжен дополнительной отсасывающей камерой, которая снизу прикреплена к узлу формования ковра при помощи шарнира, при этом узлы фракционирования и формования снабжены вертикально установленными пластинами и расположенными на их выходах калибрующими вальцами, а узлы фракционирования, формова§ ния и подпрессовки охвачены двумя смонтированными на приводных и натяжных вал(Л ках бесконечными сетками. х ОО со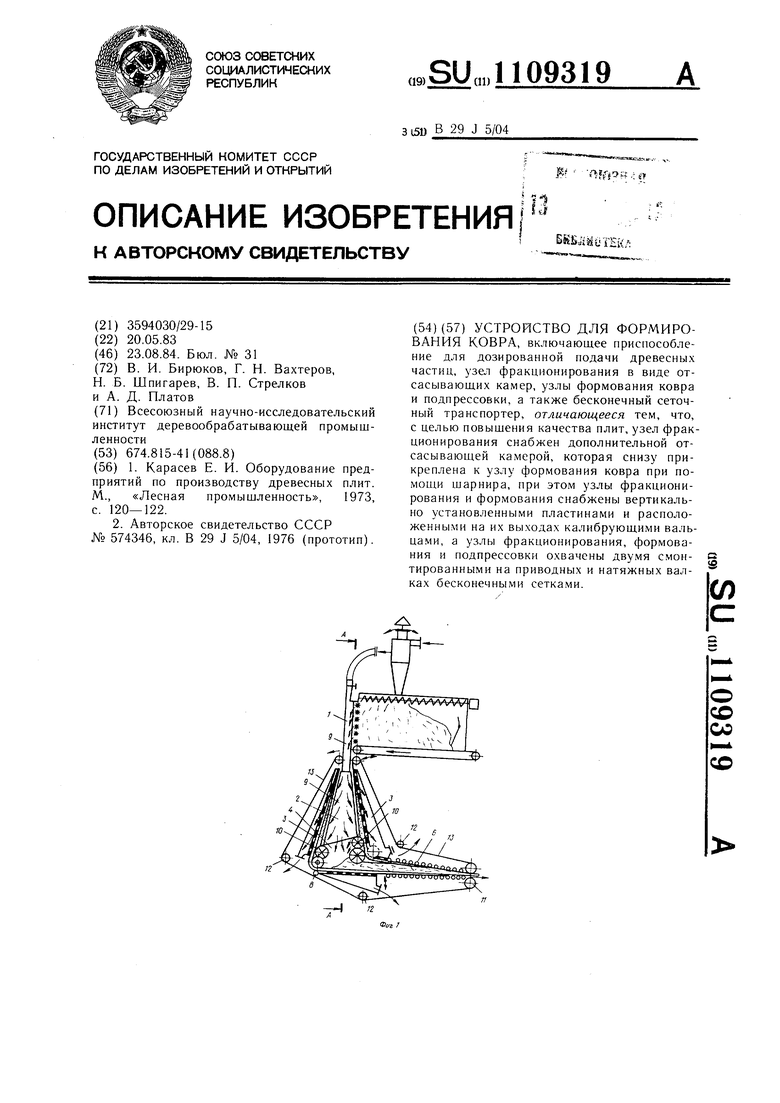
9 9
17JФиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Карасев Е | |||
| И | |||
| Оборудование предприятий по производству древесных плит | |||
| М., «Лесная промышленность, 1973, с | |||
| Кровля из глиняных обожженных плит с арматурой из проволочной сетки | 1921 |
|
SU120A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления многослойных плит из измельченной древесины | 1976 |
|
SU574346A1 |
| Солесос | 1922 |
|
SU29A1 |
