(54) РОТОРНО-КОНВЕЙЕРНАЙ МАШИНА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОРЕАКТИВНЫХ ПЛАСТМАСС
1
Изобретение относится к переработке пластмасс, а именно к роторно-конвейерным машинам для прессования изделий из термореактивных пластмасс.
Известна роторно-конвейерная машина для прессования изделий из термореактивных пластмасс, содержашая ротор загрузки пресс-форм материалом, ротор выгрузки готовых изделий, ротор смыкания и размыкания пресс-форм, ротор прессования, огибающий их конвейер полуформ, систему электропитания и измерительные приборы 1.
Известная машина не обеспечивает высокого качества изделий из-за недостаточной термостабилизации форм.
Однако нагревание пресс-форм в машине происходит в проходном нагревателе, что приводит к большим потерям тепла и отсутствию возможности точно регулировать нагрев пресс-форм по результатам замера температуры.
Наиболее близким по технической суш,ности и достигаемому результату является роторно-конвейерная машина для прессования изделий из термореактивных пластмасс, содержашая ротор загрузки пресс-форм материалом, ротор выгрузки готовых изделий.
ротор смыкания и размыкания пресс-форм, ротор прессования, огибающие их конвейеры полуформ и держателей полуформ, систему электропитания и измерительные приборы 2.
J Эта мащина также не обеспечивает высокого качества изделий из-за недостаточной термостабилизации форм, которая происходит из-за использования для нагрева форм проходного нагревателя.
Целью изобретения является повышение
10 качества изделий за счет термостабилизации форм.
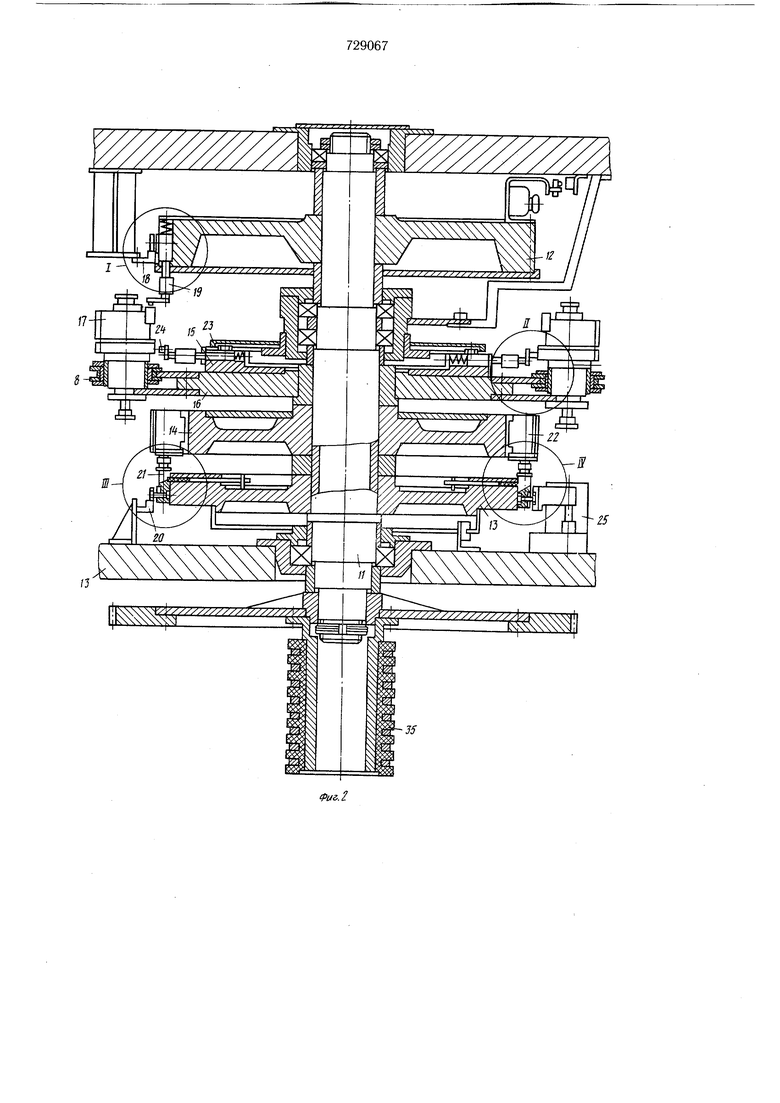
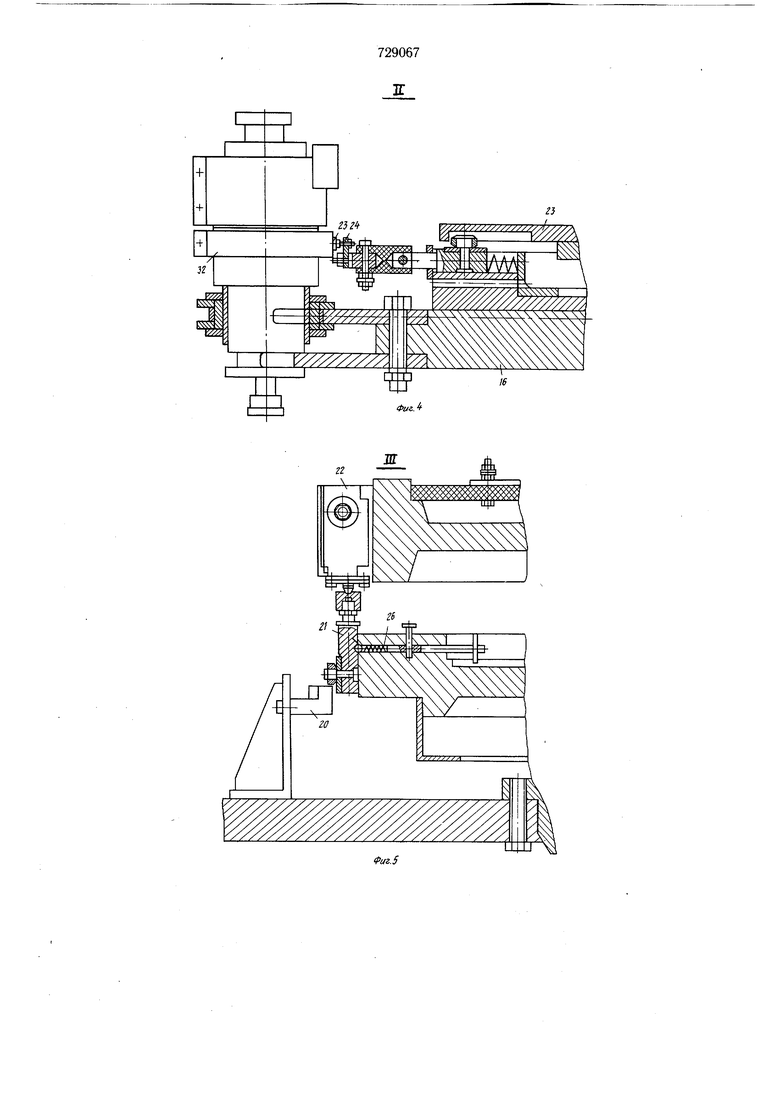
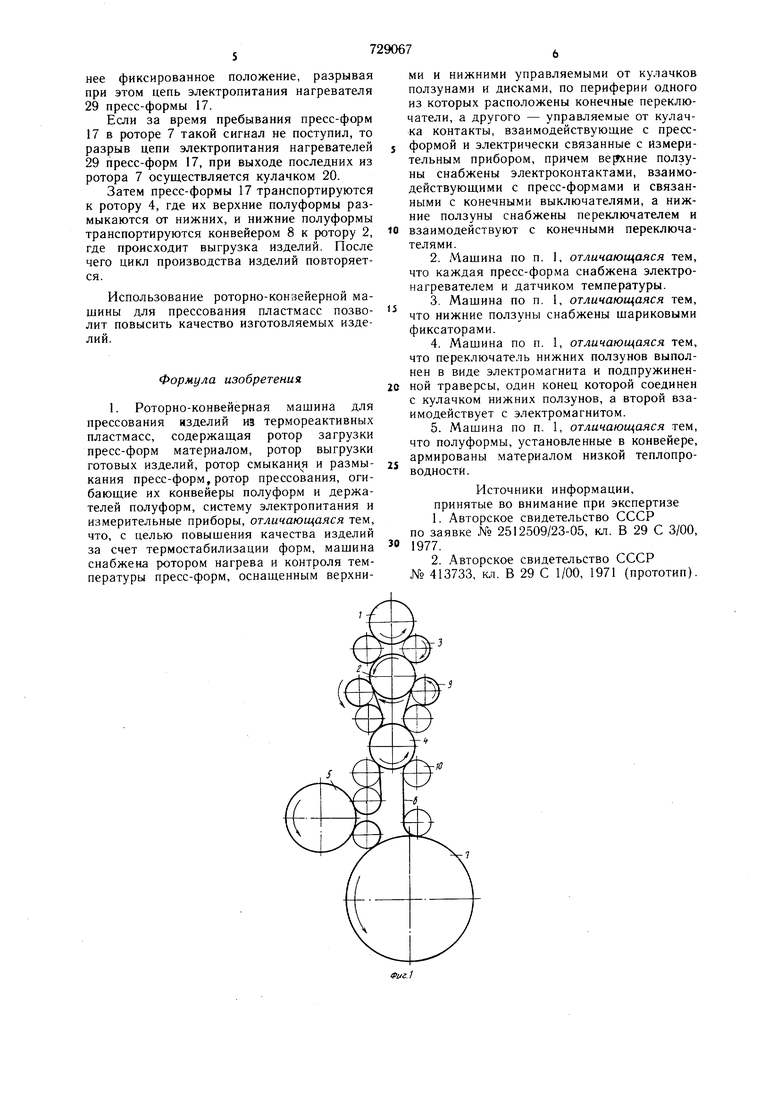
Это достигается тем, что машина снабжена ротором нагрева и контроля температуры пресс-форм, оснащенным верхними и нижними управляемыми от кулачков ползунами и дисками, по периферии одного из которых расположены конечные переключатели, а - другого управляемые от кулачка контакты, взаимодействующие с пресс-формой и электрически связанные с измерительным прибором, причем верхние ползуны снабжены электроконтактами, взаимодействующими с пресс-формами и связанными с конечными выключателями, а нижние ползуны снабжены переключателем и взаимодействуют с конечными переключателями. Кроме того, в машине каждая прессформа снабжена электронагревателем и датчиком температуры, нижние ползуны снабжены шариковыми фиксаторами, переключатель нижних ползунов выполнен в виде электромагнита и подпружиненной траверсы, один конец которой соединен с кулачком нижних ползунов, а второй взаимодействует с электромагнитом, причем полуформы, установленные в конвейере, армированы материалом низкой теплопроводности. Такое выполнение роторно-конвейерной машины позволит вести терморегулирование индвидуально каждой пресс-формы, что обеспечит термостабилизацию форм и повышает качество изделий. На фиг. 1 изображена принципиальная схема роторно-конвейерной машины; на фиг. 2 изображен ротор нагрева и контроля температуры пресс-форм, продольный разрез; на фиг. 3 - узел I на фиг. 2; на фиг. 4 узел И на фиг.2; на фиг. 5 - узел III на фиг. 2; на фиг. 6 - узел IV на фиг. 2; на фиг. 7 изображена пресс-форма, разрез. Роторно-конвейерная машина содержит (см. фиг. 1) ротор таблетирования 1, ротор загрузки 2 пресс-форм материалом, который одновременно является ротором выгрузки готовых изделий, огибающий их конвейер цанг 3, ротор смыкания и размыкания 4 пресс-форм, ротор прессования 5. Машина содержит также ротор нагрева и контроля 7 температуры пресс-форм, конвейер полуформ 8, огибающий роторы 2, 4, 5, 7, конвейер держателей 9 полуформ, огибающий роторы 2, 4, натяжные звездочки 10, систему электропитания и измерительные приборы (на черт, не-показаны). Ротор нагрева 7 и контроля температуры пресс-форм (фиг. 2) содержит вал 11, на котором жестко смонтирован верхний барабан 12 и нижний барабан 13, диски 14 15 и звездочка 16, которая сцеплена с конвейером 8 с установленными в его шарнирах пресс-формами 17. По периферии барабана 12 расположены управляемые от неподвижного кулачка 18 верхние ползуны 19, а по периферии барабана 13 расположены управляемые от неподвижного кулачка 20 нижние ползуны 21. По периферии диска 14 расположены конечные переключатели 22, а по периферии диска 15 управляемые от кулачка 23 контакты 24 (см. фиг. 4), которые электрически связаны с измерительным прибором. Нижние ползуны 21 (фиг. 2, 5, 6) снабжены переключателем 25 и шариковыми фиксаторами 26. Переключатель 25 выполнен в виде электромагнита 27 и подпружиненной траверсы 28, один конец которой соединен с кулачком 20 нижних ползунов 21, а второй взаимодействует с электромагнитом 27. Каждая пресс-форма 17 (см. фиг. 3} оснащена нагревателем 29 с контактами 30, причем верхние ползуны 19 снабжены электроконтактами 31, взаимодействующими с контакта.ми 30 и электрически связанные с переключателями 25. Кроме того, каждая пресс-форма 17 (см. фиг. 4) снабжена датчиком температуры 32 с контактами 33, которые взаимодействуют с контактами 24. Помимо этого, в машине каждая полуформа пресс-формы 17 (см. фиг. 7), установленная в конвейере 8, имеет хвостовик 34, армированный Материалом низкой теплопроводности. Ротор 7 (см. фиг. 2) снабжен установенным на валу 1 токосъемником 35, который соединяет контакты 24 с измерительным прибором. Роторно-конвейерная машина для прессования изделий из термореактивных пластмасс работает следующим образом. При включении в работу машины (см. фиг. 1) приходят в непрерывное синхронное вращение от общего привода (на черт, не показан) все роторы 1, 2, 4, 5, 7 и конвейеры 3, 8, 9. В роторе 1 происходит прессование таблеток из порошкового реактопласта, которые конвейером 3 передаются к ротору 2 загрузки пресс-формы, где каждая таблетка помещается в соответствующую нижнюю полу форму пресс-формы 17. Далее полуформы с таблетками транспортируются конвейером 8 к ротору 4, где происходит еов лещение в плане траекторий конвейера 8 с нижними полуформами с траекторией конвейера 9 держателей верхних пОоТуформ. После этого происходит смыкание верхних полуформ с нижними, и пресс-формы 7 транспортируются далее конвейером 8 к ротору 6, где происходит прессование изделий. После прессования изделий пресс-формы 17 поступают в ротор 7 нагрева и контроля температуры вгресс-форм. В момент вхождения пресс-форм 17 в ротор 7 (см. фиг. 2, 3) ползуны 19 под действием кулачка 18 замыкают свои контакты 31 с контактами 30 нагревателей 29 пресс-форм i7. При этом нижние ползуны 21 (см. фиг. 2, 5) под действием кулачка 20 взаимодействуют с переключателями 22, посредством чего нагреватели 29 подключаются в цепь электропитания. Ползуны 21 фиксируются в своих крайних положениях при помощи фиксаторов 26. В зоне измерения температуры ротора 7 (см. фиг. 2, 4) контакты 24 под действием кулачка 23 взаимодействуют с контактами 33 термодатчиков 32 пресс-форм 17 Снятый таким образом сигнал через токосъемник 35 и щеткодержатель (на черт, не показан) передается на измерительный прибор. В этом случае, когда температура прессформ выще заданной (см. фиг. 6), измерительный прибор подает команду на электромагнит 27 переключателя 25, который через траверсу 28 перемещает ползун 2 в ни.кнее фиксированное положение, разрывая при этом цепь электропитания нагревателя 29 пресс-формы 17.
Если за время пребывания пресс-форм 17 в роторе 7 такой сигнал не поступил, то разрыв цепи электропитания нагревателей 29 пресс-форм 17, при выходе последних из ротора 7 осуществляется кулачком 20.
Затем пресс-формы 17 транспортируются к ротору 4, где их верхние полуформы размыкаются от нижних, и нижние полуформы транспортируются конвейером 8 к ротору 2, где происходит выгрузка изделий. После чего цикл производства изделий повторяется.
Использование роторно-конзейерной машины для прессования пластмасс позволит повысить качество изготовляемых изделий.
Формула изобретения
1. Роторно-конвейерная машина для прессования изделий из термореактивных пластмасс, содержащая ротор загрузки пресс-форм материалом, ротор выгрузки готовых изделий, ротор смыкания и размыкания пресс-форм, ротор прессования, огибающие их конвейеры полуформ и держателей полуформ, систему электропитания и измерительные приборы, отличающаяся тем, что, с целью повышения качества изделий за счет термостабилизации форм, машина снабжена ротором нагрева и контроля температуры пресс-форм, оснащенным верхниМИ И НИЖНИМИ управляемыми от кулачков ползунами и дисками, по периферии одного из которых расположены конечные переключатели, а другого - управляемые от кулачка контакты, взаимодействующие с прессформой и электрически связанные с измерительным прибором, причем ве1Ухние ползуны снабжены электроконтактами, взаимодействующими с пресс-формами и связанными с конечными выключателями, а нижние ползуны снабжены переключателем и
0 взаимодействуют с конечными переключателями.
2.Машина по п. 1, отличающаяся тем, что каждая пресс-форма снабжена электронагревателем и датчиком температуры.
3.Машина по п. 1, отличающаяся тем, что нижние ползуны снабжены шариковыми фиксаторами.
4.Машина по п. 1, отличающаяся тем, что переключатель нижних ползунов выполнен в виде электромагнита и подпружиненной траверсы, один конец которой соединен с кулачком нижних ползунов, а второй взаимодействует с электромагнитом.
5.Машина по п. 1, отличающаяся тем, что полуформы, установленные в конвейере, армированы материалом низкой теплопроводности.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
по заявке № 2512509/23-05, кл. В 29 С 3/00, 1977.
2.Авторское свидетельство СССР
№ 413733, К.Д. В 29 С 1/00, 1971 (прототип).
729067
E3 IT
n
16
Фиг A
-/7
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная машина для переработки реактопластов | 1980 |
|
SU870173A1 |
| Устройство для удаления полимерных изделий с арматурой из пресс-форм роторно-конвейерной литьевой машины | 1989 |
|
SU1696313A1 |
| Роторно-конвейерная машина | 1981 |
|
SU1098875A1 |
| Роторно-конвейерная машина для сортировки изделий | 1988 |
|
SU1632523A1 |
| РОТОРНО-КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОРЕАКТИВНЫХ ПЛАСТМАСС | 1973 |
|
SU377250A1 |
| Роторно-конвейерная линия для литья деталей из термопластичных материалов | 1989 |
|
SU1680540A1 |
| Ротор термостатирования автоматической роторно-конвейерной линии для литья изделий из термопластов | 1990 |
|
SU1766690A1 |
| Транспортный ротор роторно-конвейерной машины | 1990 |
|
SU1740278A1 |
| Роторная машина для штамповки изделий | 1987 |
|
SU1481087A1 |
| Роторная машина для литья изделий из термопластов | 1990 |
|
SU1763222A1 |