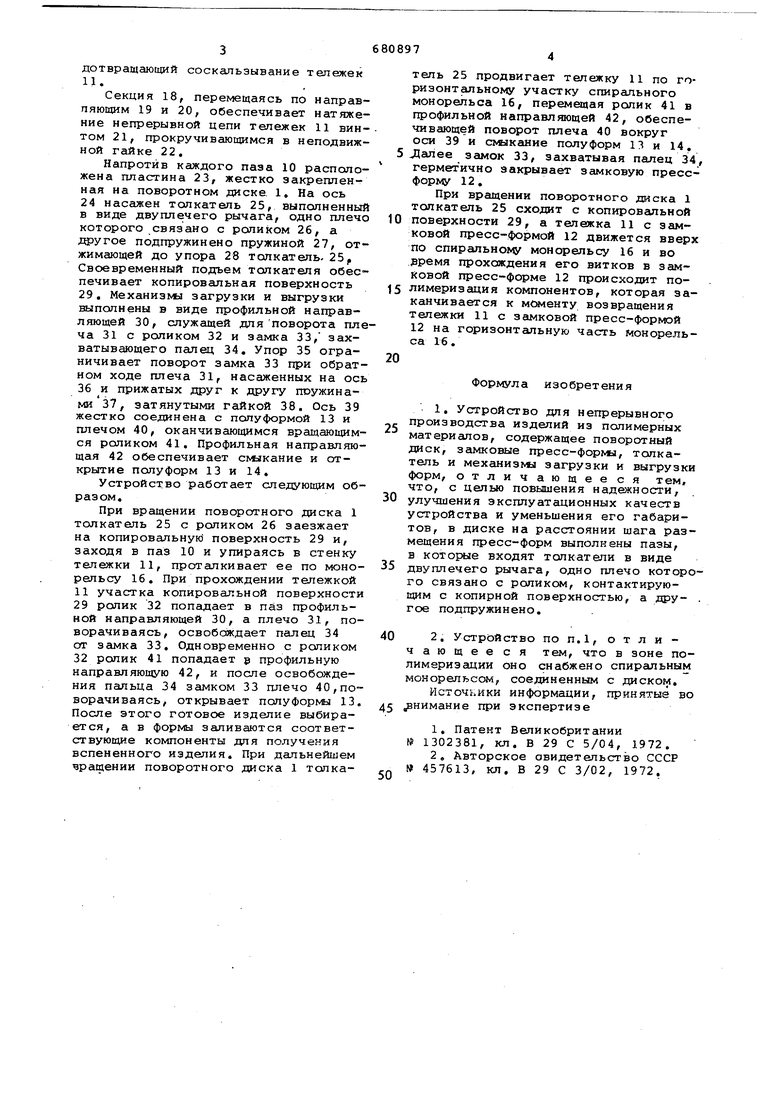
Изобретение может быть использова но в деревообрабатывающей проьишлекности при производстве изделий из по лимерных материалов, например пенополиуретана, для мягкой мебели, а также в других областях народного хо зяйства. Известна установка ротационного формования для производства изделий из полимерных материалов, содержащая транспортирующее устройство, обеспечивающее постепенное прохожде ние форм через стадии загрузки, обогрева и выгрузки 1. Цикличная работа установки требу ет больших пусковых моментов, установка сложна по конструкции и имеет низкую производительность. Наиболее близким к изобретению по технической сущности и достигаем W результату является устройство для непрерывного изготовления изделий из папи 1ерных материалов, содер жащая поворотный .nHCKf замковые пресс-форки, толкатель и механизмы загрузки и выгрузки форм 2. Целью изобретения является повышение надежности, улучшение эксплуа тационных качеств устройства и умен шение его габаритов. Это достигается тем, что диск снабжен расположенными на расстоянии шага размещения пресс-форм пазами, обеспечив его взаимодействие с толкателем, выполненным в виде двуплечего рычага, одно плечо которого связано с роликом, контактирующим с копирной поверхностью, а другое подпружинено. В зоне полимеризации устройство может быть снабжено спиргшьным монорельсом, соединенным с диском. На фиг. Х изображено предлагаемое устройство, общий вид; на фиг. 2 дан разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2; на фиг. 4 узел I на фиг, 1„ Устройство для производства изделий из полимерных материгшов содер- жит поворотный диск 1, закрепленный на неподвижной оси 2. Электродвигатель 3, ременная передача 4 редуктора 5, коническая пара 6 и 7 и цилиндрическая пара 8 и 9 сообщгиот движение поворотному диску 1, имею-Ецему по периферии пазы 10, расстояние между которыми равно шагу тележек 11, несущих замковые пресс-форуы 12 и состоящих из полуформ 13 и 14. Тележка 11 колесом 15 входит в монорельс 16, имеющий выступ 17, предотвращающий соскальзывание тележек 11.
Секция 18, перемещаясь по направляющим 19 и 20, обеспечивает натяжение непрерывной цепи тележек 11 винтом 21, прокручивающимся в неподвижной гайке 22.
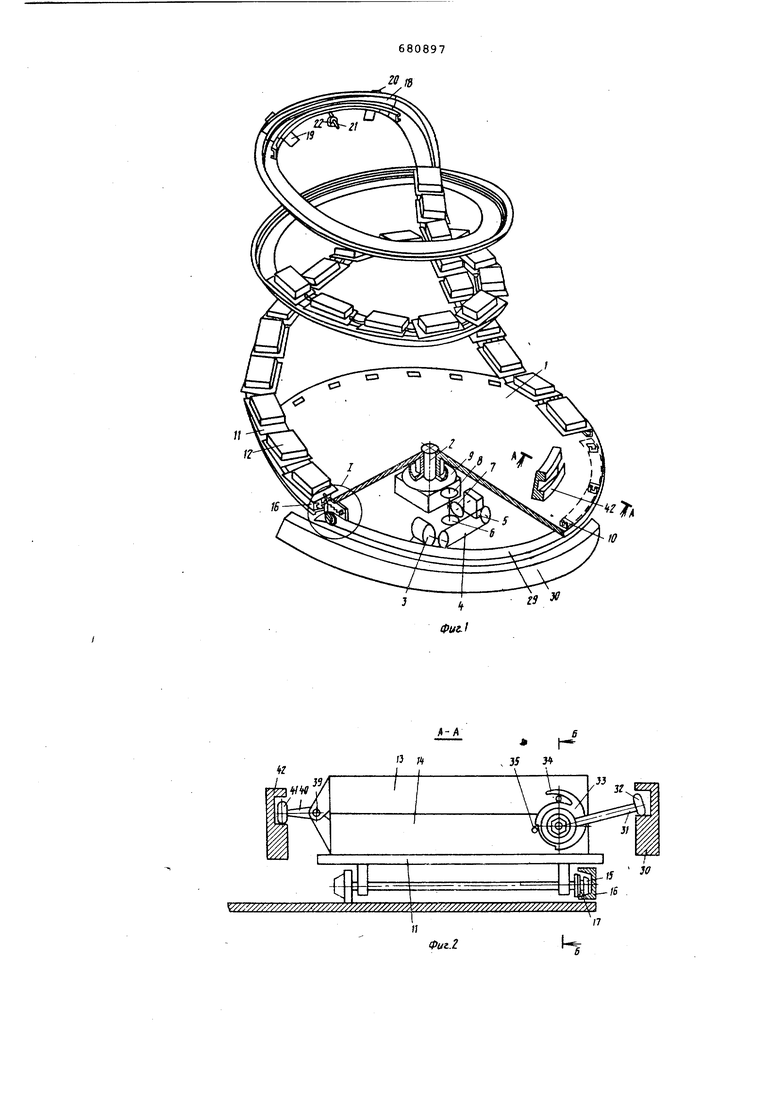
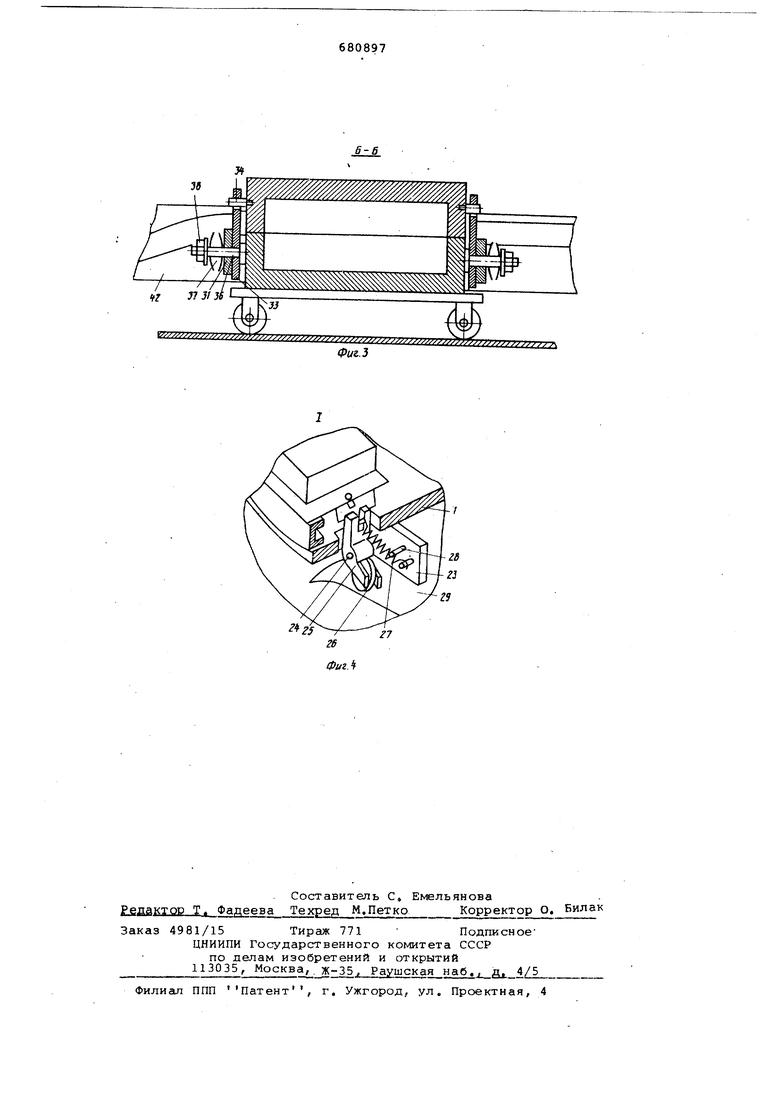
Напротив каждого паза 10 расположена пластина 23, жестко закрепленная на поворотном диске 1, На ось 24 насажен толкатель 25, выполненный в виде двуплечего рычага, одно плечо которого связано с роликом 26, а другое подпружинено пружиной 27, отжимающей до упора 28 толкатель. 25, Своевременный подъем толкателя обеспечивает копировальная поверхность 29. Механизьы загрузки и выгрузки выполнены в виде профильной направляющей 30, служащей дляповорота плеча 31 с роликом 32 и замка 33, захватывающего палец 34. Упор 35 ограничивает поворот замка 33 при обратном ходе плеча 31, насаженных на ось 36 и прижатых друг к другу поужинами37, затянутыми гайкой 38. Ось 39 жестко соединена с полуформой 13 и плечом 40, оканчивающимся вращающимся роликом 41, Профильная направляющая 42 обеспечивает сгллкание и открытие полуформ 13 и 14.
Устройство работает следующим образом.
При вращении поворотного диска 1 толкатель 25 с роликом 26 заезжает на копировальную поверхность 29 и, заходя в паз 10 и упираясь в стенку тележки 11, проталкивает ее по монорельсу 16. При прохождении тележкой 11 участка копировальной поверхности 29 ролик 32 попадает в паз профильной направляющей 30, а плечо 31, поворачиваясь, освобождает палец 34 от замка 33. Одновременно с роликом 32 ролик 41 попадает в профильную направляющую 42, и после освобождения пальца 34 sauviKOM 33 плечо 40,поворачиваясь, открывает полуфорг ы 13. После этого готовое изделие выбирается, а в заливаются соответствующие компоненты для получения вспененного изделия. При дальнейшем вращении поворотного диска 1 толкатель 25 продвигает тележку 11 по горизонтальному участку спирального монорельса 16, перемещая ролик 41 в профильной направляющей 42, обеспечивающей поворот плеча 40 вокруг оси 39 и смыкание полуформ 13 и 14. 5 Лая ее замок 33, захватывая палец 34, герметично закрывает замковую прессформу 12.
При вращении поворотного диска 1 толкатель 25 сходит с копировальной
поверхности 29, а тележка 11 с замковой пресс-формой 12 движется вверх по спиральноку монорельсу 16 и во зремя прохождения его витков в замковой пресс-форме 12 происходит полимеризация компонентов, которая заканчивается к моменту возвращения тележки 11 с замковой пресс-формой 12 на горизонтальную часть монорельса 16.
Формула изобретения
1. Устройство для непрерывного изделий из полимерных материсшов, содержащее поворотный диск, зешковые пресс-форлы, толкатель и механиз1«1 загрузки и выгрузки форм, отличающее ся тем, что, с целью повышения надежности, улучшения эксплуатационных качеств устройства и уменьшения его габаритов, в диске на расстоянии шага размещения пресс-форм выполнены пазы, в которые входят толкатели в виде двуплечего рычага, одно плечо которого связано с роликом, контактирующим с копирной поверхностью, а дру- . гое подпружинено.
2. Устройство по П.1, отличающееся тем, что в зоне полимеризации оно снабжено спиральным монорельсом, соединенным с диском. Источг.ики информации, принятые во
внимание при экспертизе
1.Патент Великобритании
№ 1302381, кл. В 29 С 5/04, 1972.
2.Авторское овидетельство СССР W 457613, кл. В 29 С 3/02, 1972.
f5 30
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного производства изделий из полимерных материалов | 1977 |
|
SU636097A1 |
| Конвейерная система для транспортирования изделий на тележках | 1978 |
|
SU791571A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1983 |
|
SU1077816A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1983 |
|
SU1121152A1 |
| Автоматическая линия для формирования и вулканизации покрышек | 1973 |
|
SU524347A2 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Устройство для выгрузки свулканизованных покрышек | 1980 |
|
SU904250A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Многопозиционный вулканизатор | 1983 |
|
SU1171327A1 |
У///////////////////////////7///7////ЛУ/////У/У///////////////У////
л-л
;з w
I
(J
4
Фиг2
Эв
Фиг.Э
