1 .
Изобретение относится к нроизводству нолуироводников, а именно к установкам для герметизации нолуироводниковых нриборов нреимущественно интегральных твердых схем.
Известны установки для прессования издеЛИЙ из термореактивной пластмассы, которые содержат пресс с поворотным столом, несущим нагреваемые пресс-формы, гидроцилиндры смыкания пресс-форм и прессования, устройство для загрузки и выгрузки приборов и систему управления. Иа рабочей позиции механизмом загрузки в камеру пресс-формы засыпается материал. Затем цилиндр прессования проталкивает расплавившийся под действием давления и температуры материал в формообразующую полость пресс-формы. После этого пресс-форма проходит через ряд холостых позиций, на которых происходит иолимеризация материала. Иа позиции выгрузки изделий пресс-форма раскрывается, и механизм выгрузки вынимает изделия из прессформы.
При герметизации на такой установке полупроводниковых приборов, например интегральных схем, собранных па отрезке металлической ленты, требуется точная ориентация приборов в формообразующих полостях нагретой пресс-формы. Установка в пресс-форму отрезка лепты затруднена из-за нежесткости отрезка и возможности обрыва соединений
нриборов нри деформации отрезка. Это затрудняет автоматизацню герметизации полунроводниковых нриборов, а также повышение производительности этой операции.
В предложенной установке эти недостатки устранены благодаря тому, что устройство для загрузки и выгрузки приборов выиолиено в виде ротора, в пазах которого расположены две пары рычагов для захвата кассет, и связано с приводом поворотного стола. Привод представляет собой мальтийский механизм, кривошщт которого жестко соединен с расноложенным на его оси двухцевочным крнвошином первого промежуточного мальтийского механизма. Крест носледнего жестко соединен с расположенным на его оси двухцевочиым кривошином мальтийского механиз.ма поворота ротора устройства для загрузки и выгрузки нриборов. Крнвошин мальтнйского механизма прпвода поворотного стола также жестко соединен с двухцевочным кривошипом второго промежуточного мальтийскогго механизма с крестом, который жестко соедннен с расположенным на его осн кулачком, воздействующнм на рычаги для захвата кассет.
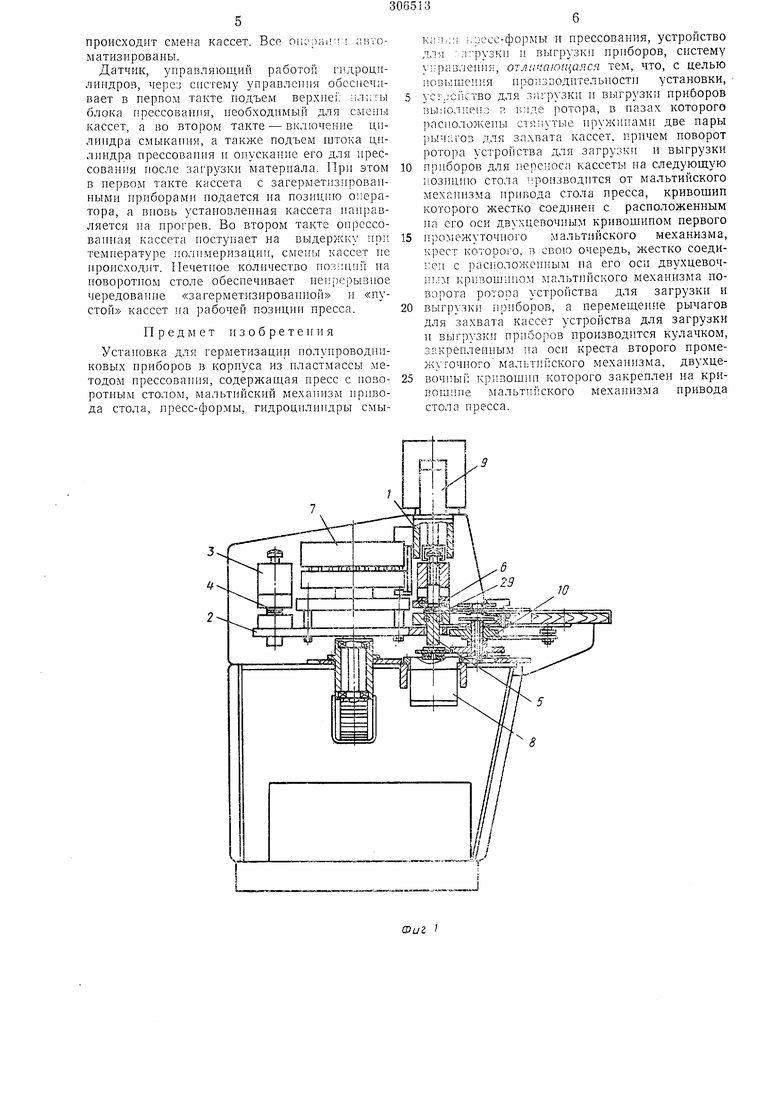
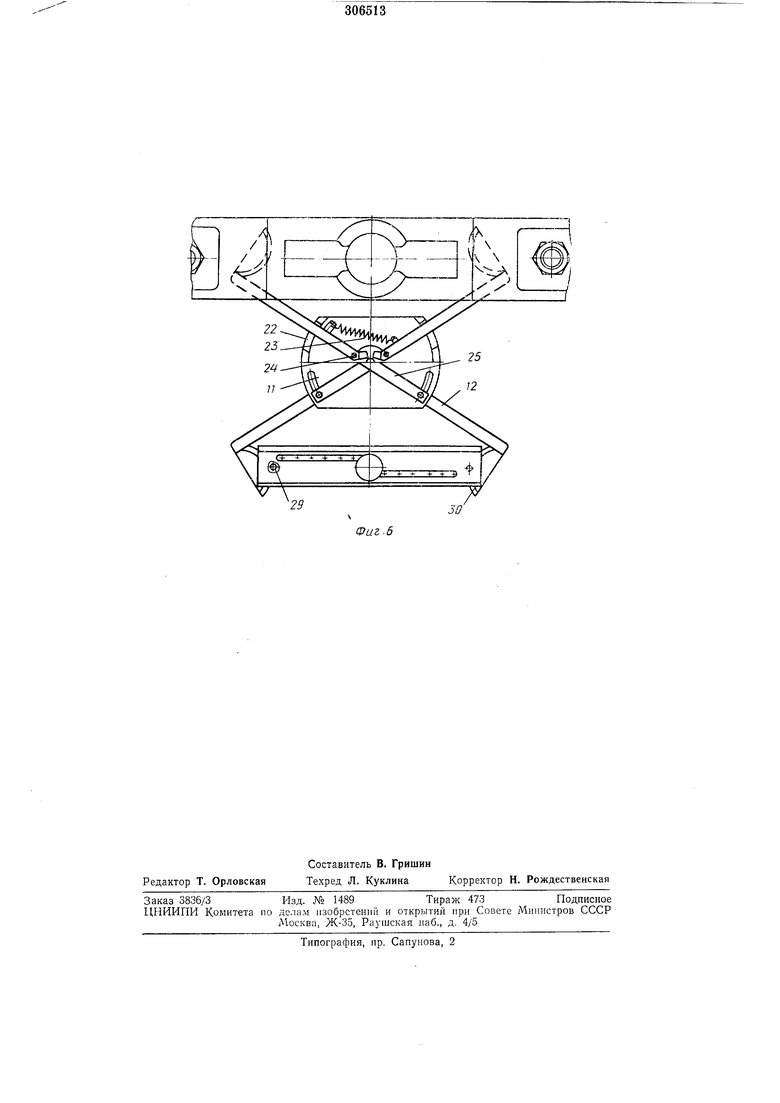
Па фиг. 1 показано предложенное устройство; на фиг. 2-5 - устройство для загрузки и выгрузки приборов; на фиг. б - ротор с рычагами.
Пресс / закреплен па раме полуавтомата. Поворотный стол 2 несет печетиое число блоков 3 прессования, смыкающих кассеты 4. Блок 3 прессования содержит нижнюю плиту 5 II верхнюю плиту 6, в которой расположена рабочая камера для материала. Материал в виде прессованных таблеток закладывается в магазинное устройство 7 п подается в рабочую камеру верхней плиты 6 блока 3 механизмом загрузки таблеток. Пресс имеет гидранлические цилиндры 8 и 9 смыкания кассет прессования. Смену кассет на рабочей позиции пресса осуществляет устройство lO для загрузки и выгрузки приборов.
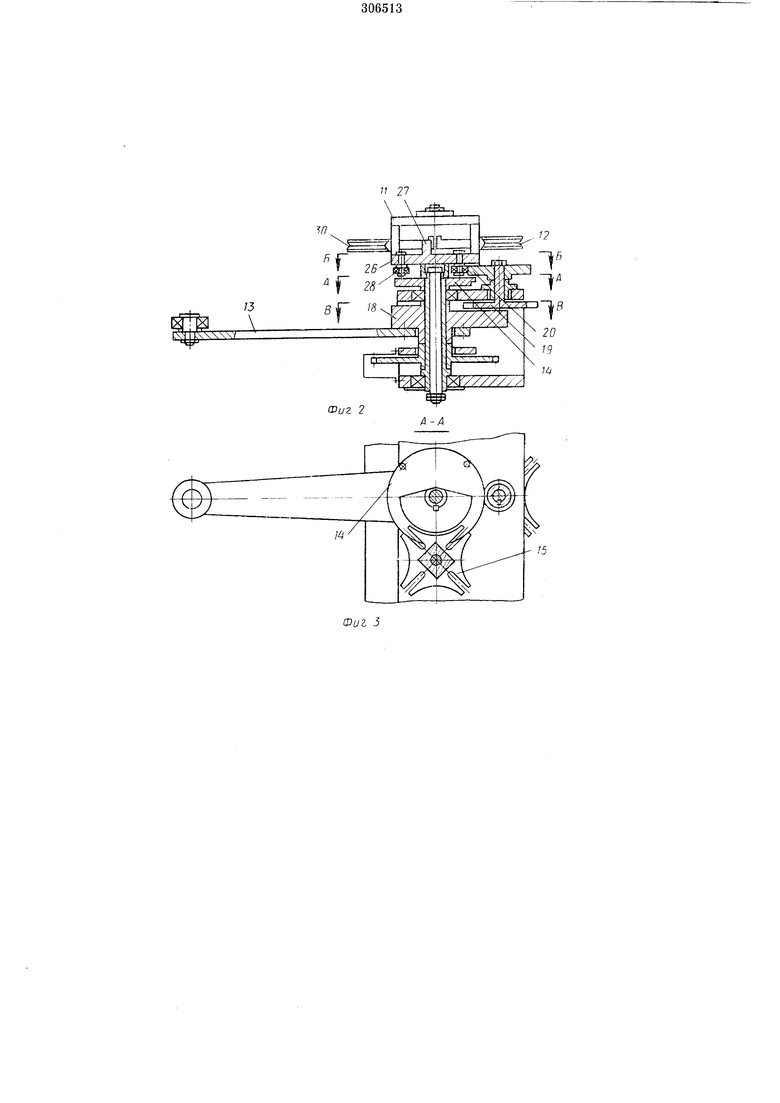
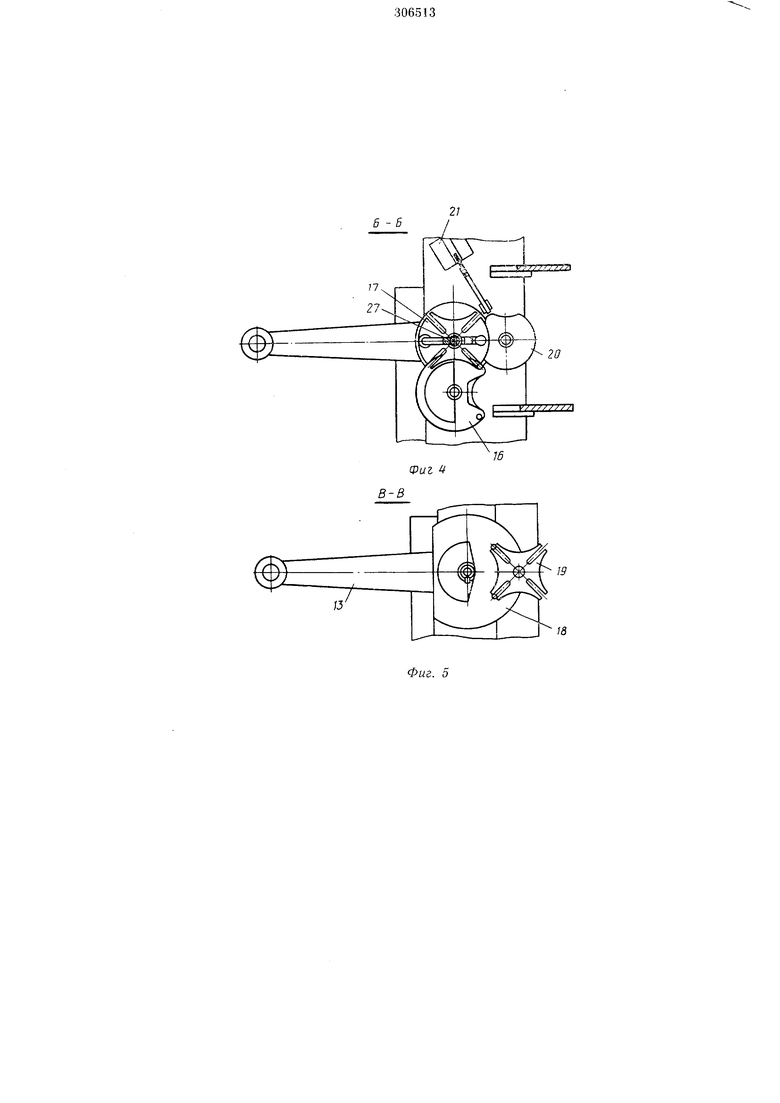
Устройство 10 выполнено в виде ротора /Д в пазах которого расположены подвижные рычаги 12 для захвата кассет 4. Поворотный стол 2 и устройство 10 имеют общий привод, представляющий собой мальтийский механизм, кривощип 13 которого поворачивает стол 2 и соединен с двухцевочным кривошином 14 первого промежуточного мальтийского механизма. Крест 15 этого механизма соединен с двухцевочиым кривощипом 16 мальтийского механизма с крестом 17 привода ротора 11 устройства 10. Кривощип 13 соедппен также с двухцевочным кривошипом 18 второго промежуточного мальтийского механизма с крестом 19, соединепньш с кулачком 20, который управляет движением рычагов 12 для захвата кассет 4 датчиком 21, включающим через систему управления цилиндр S смыкания кассет и цилиндр 9 прессования.
Ротор 11 устройства 10 (см. фиг. 6) имеет пазы 22, в которых расположены обе пары рычагов 12, стянутые попарно нружипами 23. Рычаги вращаются на закрепленных в корнусе осях 24 п связаны планками 2В, задающими идентичное движение обеим парам рычагов. В корпусе ротора расположеп ползун .о со щтырем 27, воздействующим на концы рычагов. На концах ползуна закреплены опоры вращения 28, на которые воздействует кулачок 20. Нижняя плита 5 блока 3 прессования имеет фиксирующие щтыри 29, кассета 4 имеет углублепия под щтыри, а концы рычагов 12 для захвата кассет выполнены со скосами 30.
Установка работает следующим образом.
Оператор на позиции обслуживания устанавливает на монтажный столик кассету с приборами, подлел ащими герметизации. После этого рычаги 12 сводятся, захватывают кассеты на рабочей позиции пресса и сиимают их с фиксирующих щтырей 29. Затем ротор // поворачивается на 180° и переносит «холодную кассету, установленную оператором, на рабочую позицию пресса, а кассету с загерметизированными приборами - с рабочей позиции пресса на позицию оператора. Это обеспечивается устройством 10 для загрузки и выгрузки приборов.
Устройство 10 и поворотный стол 2 приводятся от общего двигателя. Крпвощип 13 мальтийского механизма привода стола, врапии.сь, поворачивает двухцевочЕ1ый кривошип 14, который связан с мальтийским крестом /5, сое;(П1енпы,г с лвухцевочпым кривошипом 16. Последг1ий поворачивает мальтпйскпй крест 17, а через пего-ротор 11.
Кривошип 13 связан так}ке с двухцевочиым кривоппшом 18, который поворачивает мальтпйскпй крест 19, приводящий кулачок 20. Последний воздействует па одиу из опор
28 и передвигает ползуи 26 вкорпусе ротора //. Кулачок попеременно воздействует на опоры 28 нри повороте ротора //. Рычаги 12 расходятся, и кассета опускается на фиксирующие штыри 29. Подъем и оиускание кассет
обеспечиваются скосами 30 рычагов.
ПИЛИНДР 9 прессования оиускает верхиюю плиту 6 блока прессования на кассету, которая была поднята на время смены кассет. Затем кривошип 13 мальтийского мехаиизма поворачивает стол на одну позищпо. «Холодная кассета переходит на позицию нагрева, а на рабочую позицию пресса поступает «нагретая кассета, прощедщая все позиции пагрева. Кривощип 13 продолжает врангаться, по
рычаги 12 захвата кассет неподвижпы. В это время кулачок 20 устройства 10 для загрузки и выгрузки приборов включает датчик 21, который через систему управлепия включает цилиидр 8 смыкапия и иосле загрузки блока
5 таблеткой - цилипдр 9 прессования. После этого крпвощип 13 останавливается, а реле времени отсчитывает время выдержки корпусов приборов иод давлеиием. Через иекоторое время реле времени отключает цилиидр 8
смыкапия, включается иривод поворотного стола 2 и кривошин 13 поворачивает стол еиге на одну познцию. Оирессоваииая кассета с рабочей нозиции пресса иереходит иа позпцию полимеризации под действием температуры блока 3 прессования, а на рабочую позицию поступает кассета с загерметизироваппыми приборами после полимеризации. Цилиндр 9 прессования поднимает Bepxinoio плиту 6 блока прессоваппя, и рычагп 12 производят повую смену кассет. Остановки электродвигателя привода стола 2 и устройства 10 для загрузки и выгрузки приборов, а также других механизмов и узлов установки обесиечиваются системой уиравлепия, включаюп,еи
блоки электроавтоматики на логических элементах и гндроиривод.
Таким образом, устаиовка работает так, что иа рабочей позиции пресса попеременно
производятся опрессовка приборов в кассете и замена кассеты с загерметизирова1пп 1ми нриборами «холодной кассетой. Кассеты послел.ователыто проходят все позиции иресса и возвргмдаются на рабочую позицию пагретыми до температуры, пеобходимой для опрессовки, затем они вновь проходят все позиции, на которых осуществляется иолимеризация материала корпусов приборов при температуре, задаваемой блоками прессования, и возпроисходит смеиа кассет. Все onc-pair: ; ;IBTOматизированы.
Датчик, управляющий работой пдроцилиидроз, через систему управления обссиечивает в первом такте подъем верхиеГ: плг.гы блока прессования, необходимый для cMCiibi кассет, а во втором такте - включение цилиндра смыкания, а также подъем штока цилиндра ирессовапня и опускание его для ирессования после загрузки материала. При этом в первом такте кассета с загерметизироваиными приборами иодается на нозицию оператора, а виовь установленная кассета нанравляется на прогрев. Во втором такте оирессоваипая кассета иоступает на выдержку при темг1ерату :1е полимеризации, с.мепы кассет не происходит. Печетиое количество иозгиип па иоворотпом столе обеспечивает непрерывпое чередование «загерметизированной и «пустой кассет па рабочей позиции пресса.
Предмет изобретения
Установка для герметизации полупроводниковых приборов в корпуса из пластмассы методом прессовапия, содержащая пресс с иозоротпым столом, мальтийский мехатшзм привода стола, пресс-формы, гидроцилипдры смык; :ь;;1 i.jecc-формы и прессования, устройство для :;1 рузки и выгрузки нрпборов, систему у.равленпя, отличаюп аяся тем, что, с целью повышепия нроизводительностн установки, Acr.jCiiCTBO для з;и-рузки и выгрузки приборов вы:10Л 1е110 р. i;:i.ie ротора, в пазах которого рлсположепы стягатые пружинами две пары )ы:1агоз для захвата кассет, причем поворот ротора устройства для загрузки н выгрузки
приборов для переноса кассеты на следующую иоз1пино стола т .роизводится от мальтийского MexaiHiSMa иривода стола пресса, кривошип которого жестко соединен с расположенным на его оси двухцевочным кривошипом первого
промежуточного мальтийского механизма, крест которого, в свою очередь, л-сестко соединен с расположенным па его оси двухцевоч1П;П1 кривошииом мальтийского механизма поворота ротора устройства для загрузки и
выгрузки приборов, а перемещение рычагов для захвата кассет устройства для загрузки п выгрузки приборов производится кулачком, закреплеииым на оси креста второго промежуточного мальт1п 1ского механизма, двухцевочпыГ: крпвощип которого закреплен на кривошипе мальтийского механизма привода стола пресса.
21
5 -Б
7l

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ПОЛУПРОВОДНИКОВЫХ | 1973 |
|
SU379940A1 |
| Устройство для зигзагообразного фальцевания бумажной полосы | 1982 |
|
SU1193088A1 |
| УСТРОЙСТВО для СБОРКИ ПАКЕТА В ОТДЕЛОЧНОМ ПРОИЗВОДСТВЕ ДЛЯ КРАШЕНИЯ ПРЯЖИ В БОБИНАХ | 1967 |
|
SU202864A1 |
| УКЛАДОЧНЫЙ АГРЕГАТ | 1968 |
|
SU210738A1 |
| Устройство для динамического горячего прессования порошков | 1980 |
|
SU880629A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХЗАГОТОВОК | 1969 |
|
SU245522A1 |
| ПОВОРОТНОЕ УСТРОЙСТВО | 1970 |
|
SU286456A1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
| РОТОРНЫЙ МОРОЗИЛЬНЫЙ АППАРАТ | 1972 |
|
SU355460A1 |
| АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1969 |
|
SU247048A1 |
J8
Фиг. 5
