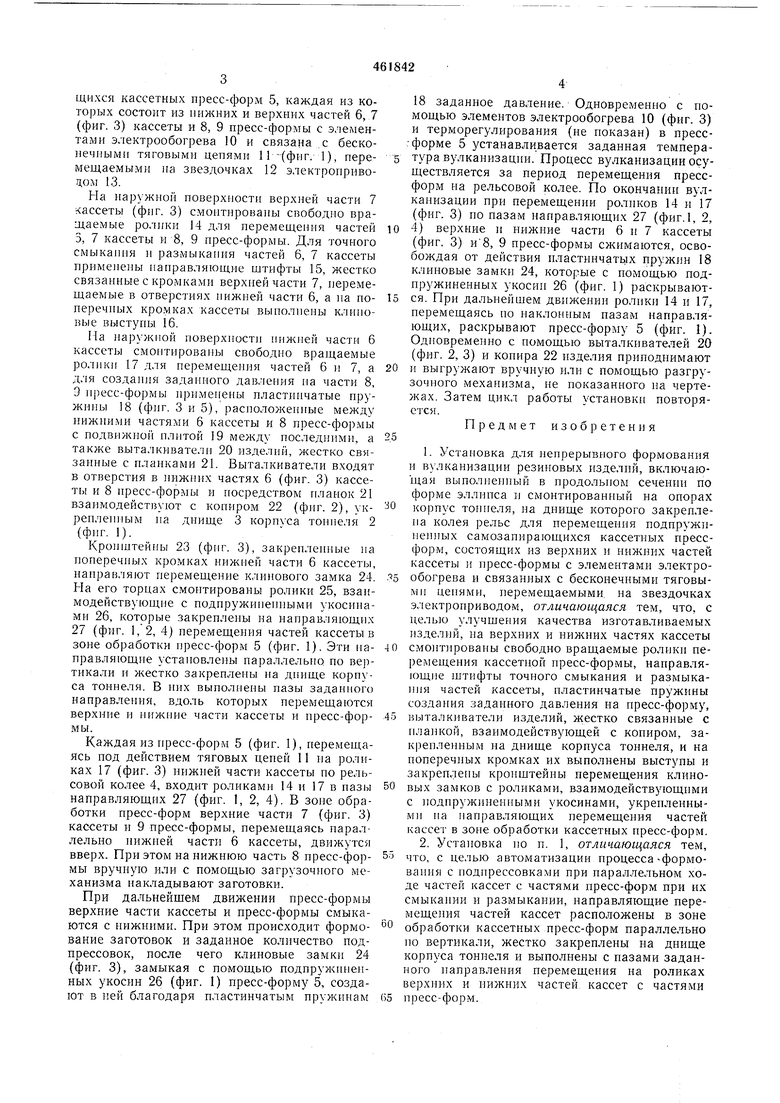
щихся кассетных пресс-форм 5, каждая из которых состоит из нижних и верхних частей 6, 7 (фиг. 3) кассеты и 8, 9 пресс-формы с элементами электрообогрева 10 и связана с бесконечными тяговыми цепями 11 -(фнг. 1), перемещаемыми иа звездочках 12 электроприводом 13.
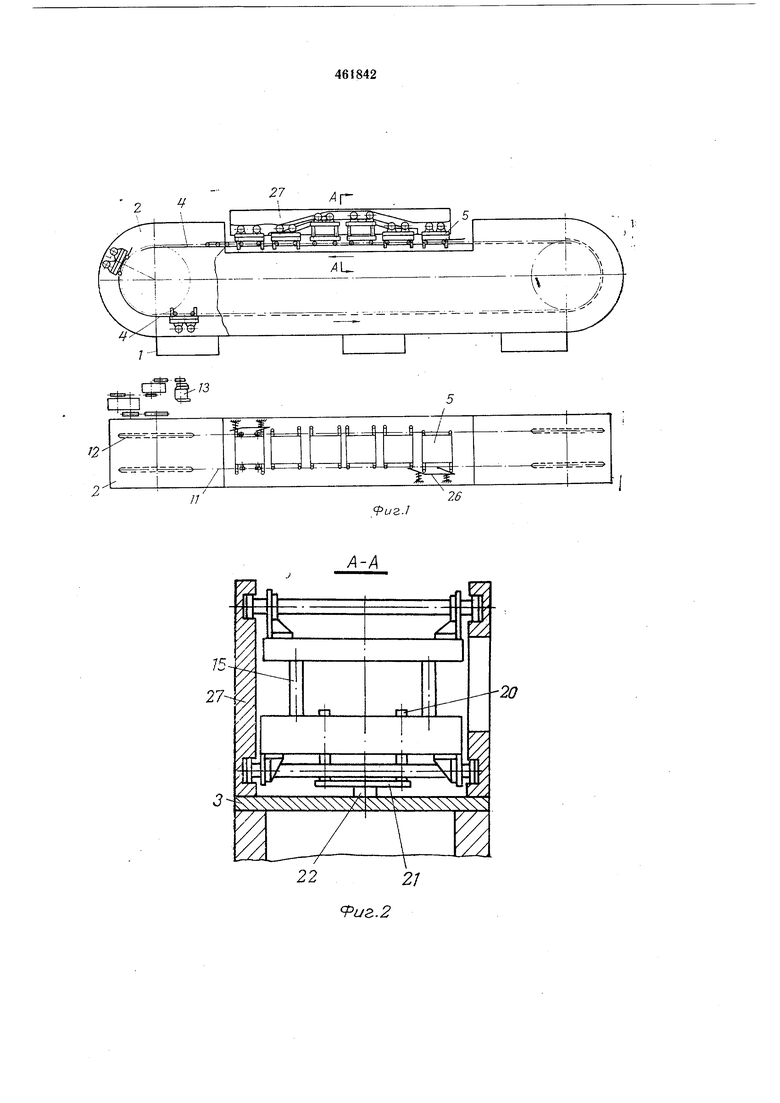
На наружной поверхности верхней части 7 кассеты (фиг. 3) смонтироваиы свободно вращаемые ролики 14 для перемещения частей 3, 7 кассеты и 8, 9 пресс-формы. Для точного смыкання и размыкания частей 6, 7 кассеты применены нанравляющие штнфты 15, жестко связанные с кромками верхней части 7, неремещаемые в отверстиях нижней частн б, а иа иоиеречных кромках кассеты вынолнены клиновые выстуны 16.
Па наружной поверхности нижней части 6 кассеты смонтнрованы свободно вращаемые ролики 17 для перемещения частей 6 и 7, а для создания заданного давления на части 8, Э нресс-формы применены лластиичатые нружниы 18 (фиг. 3 и 5), расположениые между нижними частями 6 кассеты и 8 пресс-формы с нодвнжной нлнтой 19 между последними, а также выталкивателн 20 изделий, жестко связанные с планками 21. Выталкиватели входят в отверстия в нижних частях 6 (фиг. 3) кассеты и 8 пресс-формы и носредством нланок 21 взаимодействуют с копиром 22 (фиг. 2), укренленным па диище 3 корпуса тоннеля 2 (фиг. 1).
Кронштейны 23 (фнг. 3), закрепленные на ионеречных кромках нижней части 6 кассеты, нанравляют неремещение клинового замка 24. На его торцах смоитированы ролики 25, взаимодействующие с подпружииеипыми укосииами 26, которые закреплеиы на направляющпх 27 (фнг. 1, 2, 4) перемещения частей кассеты в зоне обработки пресс-форм 5 (фиг. 1). Эти направляющие установлены иараллельпо по ве))тикали и жестко закреплепы на дннще корпуса тоннеля. В них выполнены пазы заданного направления, вдоль которых перемещаются верхние и нижнне части кассеты и нресс-формы.
Каждая из нресс-форм 5 (фиг. 1), перемещаясь под действием тяговых цепей 11 па роликах 17 (фиг. 3) нижней части кассеты по рельсовой колее 4, входит роликами 14 и 17 в пазы направляющих 27 (фиг. 1, 2, 4). В зоне обработки пресс-форм верхние части 7 (фиг. 3) кассеты и 9 пресс-формы, перемещаясь параллельно нижней части 6 кассеты, движутся вверх. При этом на нижнюю часть 8 пресс-формы вручную HvTH с помощью загрузочного механизма накладывают заготовки.
При дальнейшем движении пресс-формы верхние части кассеты и пресс-формы смыкаются с нижними. При этом происходит формование заготовок и заданное количество подпрессовок, после чего клиновые замки 24 (фиг. 3), замыкая с помощью подпружиненных укосин 26 (фиг. 1) пресс-форму 5, создают в ней благодаря пластинчатым нружниам
18 заданное давление. Одновременно с помощью элементов электрообогрева 10 (фиг. 3) и терморегулирования (не ноказан) в прессформе 5 устанавливается заданная температура вулканизации. Процесс вулканизации осуществляется за период перемещения прессформ на рельсовой колее. По окончании вулканизации нри перемещении роликов 14 и 17 (фиг. 3) но пазам направляющих 27 (фиг.1, 2,
4) верхние и пижиие части 6 и 7 кассеты (фиг. 3) и8, 9 нресс-формы сжимаются, освобождая от действия нластинчать1х пружин 18 клиновые замки 24, которые с помощью подпружиненных укосин 26 (фиг. 1) раскрываются. При дальнейшем движении ролнки 14 и 17, иеремещаясь но наклонным пазам направляющих, раскрывают пресс-форму 5 (фиг. 1). Одновременно с помощью выталкивателей 20 (фиг. 2, 3) и конира 22 изделия приподнимают
и выгружают вручную или с помощью разгрузочного механизма, не показанного на чертежах. Затем цикл работы установки повторяется.
Предмет изобретения
1.Установка для непрерывного формования н вулканизации резиновых изделий, включающая выполненный в продольпом сечении по форме эллипса и смонтированный на опорах
корпус тоннеля, на днище которого закреплена колея рельс для перемещения подпружиненных самозанирающихся кассетных прессформ, состоящих из верхних н нижних частей кассеты и пресс-формы с элементами электрообогрева и связанных с бесконечными тяговыми пенями, перемещаемыми, на звездочках электроприводом, отличающаяся тем, что, с целью улучшения качества изготавливаемых изделий, на верхних и нижних частях кассеты
с.мо1ггироваиы свободно вращаемые ролики перемещения кассетной пресс-формы, направля ощие штифты точного смыкания и размыкания частей кассеты, пластинчатые пружины создания задаиного давления на нресс-форму,
выталкиватели изделий, жестко связанные с (ой, взаимодействующей с копиром, закрепленным на днище корпуса тоннеля, и на поперечных кромках их выполнены выступы и закреплены кронштейны перемещения клиновых замков с роликами, взаимодействующнми с поднружиненными укосинами, укрепленными иа направляющих перемещеиия частей кассет в зоне обработки кассетных пресс-форм.
2.Установка но п. 1, отличающаяся тем, что, с целью автоматизации процесса-формования с подпрессовками при параллельном ходе частей кассет с частями пресс-форм при их смыкании и размыкании, направляющие перемещения частей кассет расположены в зоне
обработки кассетных пресс-форм параллельно по вертикали, жестко закреплены на днище корпуса тоннеля и выполнены с пазами заданного направления перемещения иа роликах верхних и нижних частей кассет с частями
пресс-форм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕЛЕЖКА КАССЕТНЫХ ПРЕСС-ФОРМ К УСТАНОВКЕ ДЛЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233891A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ | 1973 |
|
SU366978A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| ВУЛКАНИЗАЦИОННЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1966 |
|
SU184417A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU244601A1 |
| ПРЕСС ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU176382A1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
| ПРЕСС-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU235978A1 |
| ЧЕРВЯЧНО-ЛИТЬЕВОЙ РОТОРНЫЙ АГРЕГАТ | 1967 |
|
SU200144A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1983 |
|
SU1111874A1 |


/5-, 27Т
20
o sSSSNx XN c
2221
иг.2
Ш.
//////////
ГО
Ю
VA
- J8
75
./- /7
75
20
/7
5Е
яГ
(.7
25
.J
ф 111 4 I rt« I Ф
sU
-L
1
J5
иг-,3
Z) ( )
) (
) с )
D
