1
Изобретение относится к области фасонной обработки изделий на станках, преимущественно электроконтактным способом, в частности для обработки труб при изготовлении элементов трубчатых ферм, стрел монтажных кранов и т. д.
Известные станки для фасонной обработки изделий электроконтактным способом, содержащие станину с направляющими, на которых смонтированы поворотная головка для крепления электрода-инструмента и зажимные узлы для изделия, не позволяют производить обработку обоих торцов изделия одновременно.
Цель изобретения - одновременная обработка обоих торцов без разметки.
Это достигается тем, что на продольных направляющих с возможностью перемещения смонтированы вторая поворотная головка на каретке и зажимные устройства, при этом оси поворота головок и оси симметрии зажимных устройств расположены в одной вертикальной плоскости. На станине установлена мерная линейка, начало отсчета которой совпадает с осью поворота головки, неподвижной в продольном направлении, а на каретке подвижной головки по оси ее поворота установлен указатель мерной линейки.
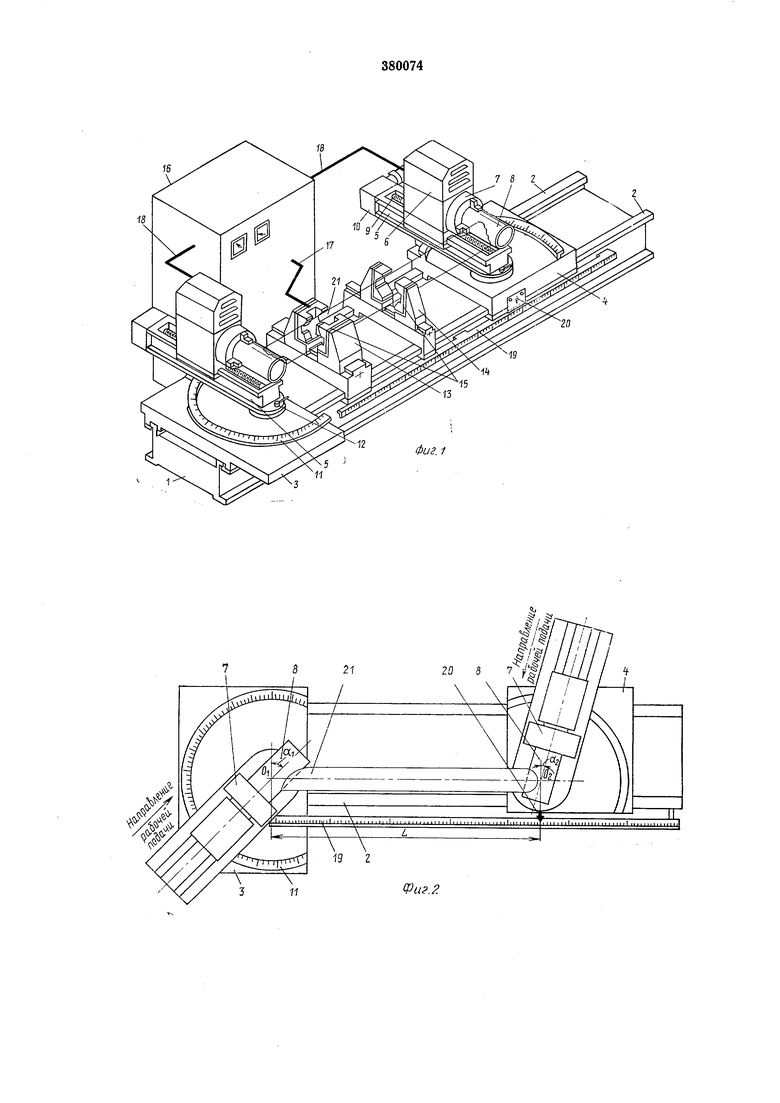
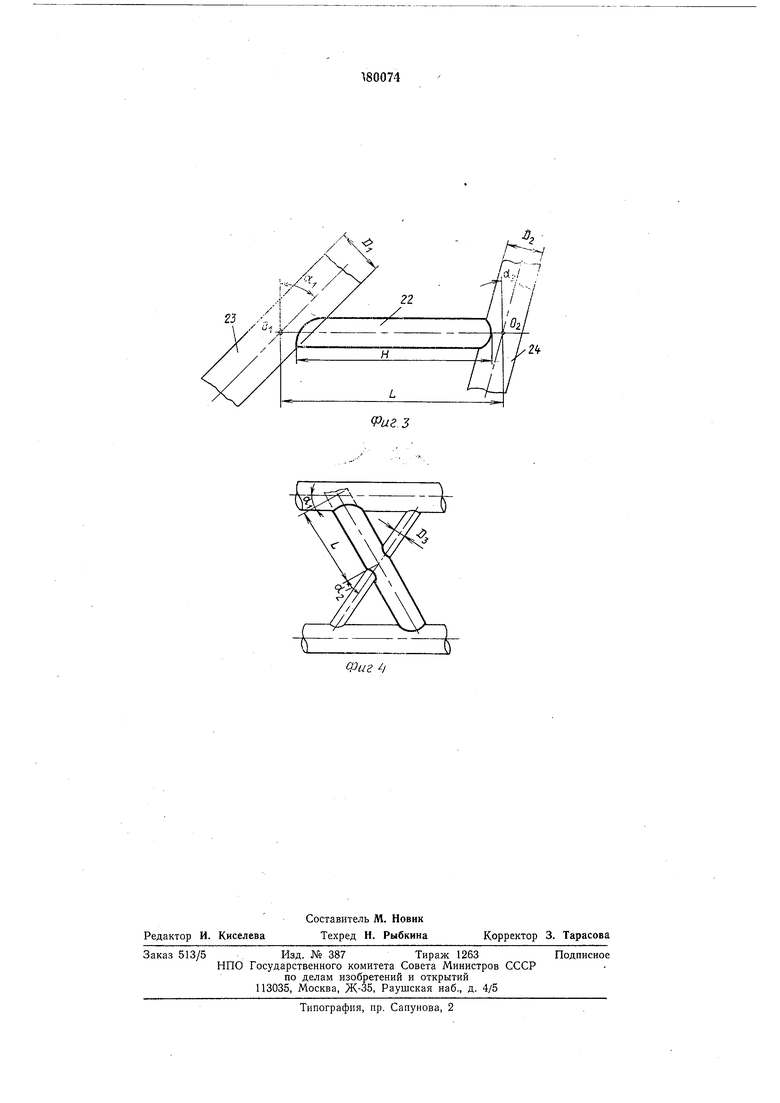
На фиг. 1 показан предлагаемый станок, общий вид; на фиг. 2 - схема обработки элемента трубчатой формы; на фиг. 3 - обработанный элемент в сопряжении с другими элементами; на фиг. 4 - элемент трубчатой фермы со сквозным отверстием.
Предлагаемый станок состоит из станины 1 с направляющими 2 и установленными на них неподвижной 3 и подвижной 4 каретками, предназначенными для размещения поворотных салазок 5, на которых с возможностью перемещения установлены головки 6 с патронами 7 для крепления электрода-инструмента 8. Перемещение каждой головки 6 производится винтом 9, работающим от привода 10. На каретках 3 и 4 закреплены угловые нониусы 11, при помощи которых можно установить салазки 5 на требуемый угол и зафиксировать винтом 12.
На направляющих 2 также установлены с возможностью перемещения зажимные зстройства 13 и 14, например самоцентрирующие тиски на изолирующих прокладках 15. При этом оси симметрии устройств 13 и 14 и оси поворота салазок 5, на которых размещены головки 6, расположены в одной вертикальной плоскости. Устройство 13, жестко зафиксированное на направляющих 2, соединено с источником 16 питания, установленным вне станка, через токопровод 17, а головки 6 соединены с источником 16 токопроводом 18.
На станине 1 установлена мерная линейка 19, начало отсчета которой совпадает с осью поворота головки 6, смонтированной на каретке 3, а на каретке 4, по оси поворота головки 6, установлен указатель 20 мерной линейки 19.
Пример обработки заготовки 21 на предлагаемом станке показан на фиг. 3 и 4.
L - теоретическая длина элемента 22 трубчатой фермы;
DI и DZ - диаметры сопрягаемых элементов 23 и 24 с элементом 22;
Oi н Oz - точки пересечения осей сопрягаемых элементов 23 и 24 с осью элемента 22;
ai и а2 - расчетные углы;
Я - действительная длина элемента 22.
Все длины и углы известны из чертежа фермы. Заготовку элемента 22 зажимают в устройствах 13 и 14. Устанавливают трубчатые электроды-инструменты 8, диаметры которых равны диаметрам сопрягаемых элементов DI и DZ. Каретку 4 перемещают по направляющим до совпадения указателя 20 с делением на линейке 19, соответствующим теоретической длине L элемента 22. Затем салазки 5 поворотных головок 6 разворачивают по нониусам 11 соответственно на углы oci и 0.2 и производят обработку. При этом действительная длина Я элемента 22 будет выдержана с высокой точностью без применения разметки или каких-либо копировальных устройств. Затем включают цепь технологического тока, двигатели головок 6, предназначенные для вращения электродов-инструментов 8, и подачу технологической жидкости (на чертежах не показано). После этого включают привод 10, при помощи которого головки 6 перемещаются по салазкам 5, и производят обработку обоих концов заготовки 21. После обработки головки б отводят в исходное положение и снимают готовую деталь. При необходимости обработки коротких заготовок устройство 14 может быть снято.
Аналогично может быть выполнено сквозное отверстие в элементе трубчатой фермы (см. фиг. 4).
Формула изобретения
1.Станок для фасонной обработки изделий электроконтактным способом, содержащий станину с направляющими, на которых смонтированы поворотная головка для крепления электрода-инструмента и зажимные узлы для изделия, отличающийся тем, что, с целью одновременной обработки обоих торцов без разметки, станок оснащен второй поворотной головкой, установленной на направляющих, причем ось поворота обеих головок и ось симметрии зажимных устройств расположены в одной вертикальной плоскости.
2.Станок по п. 1, отличающийся тем, что на станине установлена мерная линейка, начало отсчета которой совмещено с осью поворота одной из головок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ФАСОННОЙ ОБРЕЗКИ ТОРЦОВ ИЗДЕЛИЙ И ВЫРЕЗКИ В НИХ ОТВЕРСТИИ | 1970 |
|
SU277973A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Станок для фасонной обработки труб | 1991 |
|
SU1780941A1 |
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| МНОГОСТОРОННИЙ СТРОГАЛЬНЫЙ СТАНОК | 1993 |
|
RU2041801C1 |
| Станок для шлифования сферической поверхности детали | 1984 |
|
SU1178567A1 |
| Станок для зачистки лопастей при изготовлении и ремонте лопастных изделий | 1977 |
|
SU742048A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| ПЕРЕНОСНОЙ СТАНОК ПРЕИМУЩЕСТВЕННО ДЛЯ ОБРАБОТКИ ПРОЕМОВ КЛЕТЕЙ ПРОКАТНЫХ СТАНОВ | 2000 |
|
RU2204463C2 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |