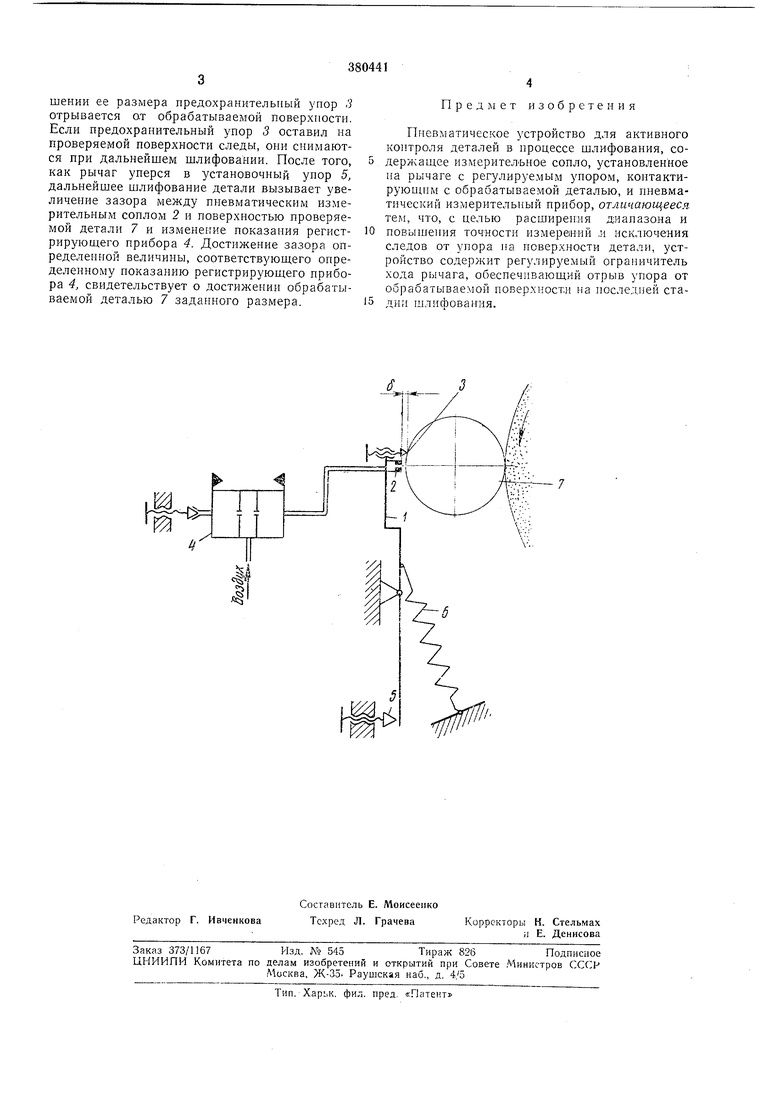
Известны пневматические устройства для активного контроля деталей в процессе шлифования. Недостатком таких устройств является малый диапазон измерений. Также известны устройства для активного контроля деталей в процессе шлифования с помощью контактирующего с обрабатываемой поверхностью наконечника, установленного на рычаге. Недостатком таких устройств является износ измерительного наконечника н потеря точности Иэмерений, кр01ме того, из мерительньп наконечник оставляет на поверхности детали следы. Для расширения диапазона измерений, повышеиия точности измерений и нсключения следов от упора на поверхности детали нредлагаемое устройство содержит регулируемый ограничитель хода рычага, обеспечивающий отрыв )1аконечника от обрабатываемой детали на последней стадии шлифования. На чертеже схематично изображено предлагаемое устройство. Устройство состоит из рычага 1, на одном конце которого рядом смонтированы пневматическое измерительное сопло 2 и регулируемый твердый предохранительный унор 3, несколько выступающий (на величину и) иеред рабочей плоскостью измерительного сопла. Сопло 2 связано возду.чопроводо.м с пнс-вматичеок; :м регЮгрирующИМ прибором 4, -иа.нример с пнеВМатпчеаким сильфонным датчиком. Рычаг 1 Ириж;1мается к рбгули|руемому установочному упору 5. Пружина 6 ирижимает |рычаг к устано воч ому упору 5 ил;; удержи.зает его в .денном иоложении (г.ри установке обрабатываемой детали ,на рабочую позицию) . Устройство работает следующим образом. В начале шлифоваиия детали 7 рычаг / упирается в обрабатываемую поверхность детали регулируемым предохрапительным упором 3. Пневматическое измерительное сопло 2 образует с. обрабатываемой поверхностью детали 7 зазор и. Величина зазора ( устанавливается регулировкой предохранительного упора 3. По мере снятия припуска обрабатываемой деталп рычаг / поворачивается, приближаясь нижиим коицом к установочному упору 5. Показание регистрирующего нрибора 4 соответствует зазору . Это показание датчика сохраняется до тех пор. пока рычаг /, поворачиваясь, не упирается в установоч1 ый упор 5. Это происходит, когда шлифование детали приближается к концу и она достнгает определенного размера. Размер задается регулировкой установочного унора 5. При дальнейшем шлифовании дета.1и и уменьшении ее размера предохранительный упор . отрывается от обрабатываемой поверхпости. Если предохранительный упор 3 оставил на проверяемой поверхности следы, они снимаются при дальнейшем шлифовании. После того, как рычаг уперся в установочный упор 5, дальнейшее шлифование детали вызывает увеличение зазора между пневматическим измерительным соплом 2 и поверхностью проверяемой детали 7 и изменение показания регистрирующего прибора 4. Достижение зазора определенной величины, соответствуюш,его определенному показанию регистрирующего прибора 4, свидетельствует о достижении обрабатываемой деталью 7 заданного размера.
Предмет изобретения
Пневматическое устройство для активного контроля деталей в процессе шлифования, содержащее измерительное сопло, установленное на рычаге с регулируемым упором, коптактируюн1,нм с обрабатываемой деталью, и пневматический измерительный прибор, отличающееся тем, что, с целью расширен:ня диапазона и повышения точности измерений .и исключения следов от упора на поверхности детали, устройство содержит регулируемый ограничитель хода рычага, обеспечивающий отрыв упора от обрабатываемой поверхност.и на носледней стадии шлифования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесконтактный пневматический прибор активного контроля | 1974 |
|
SU506492A1 |
| Устройство активного контроля размеров при хонинговании | 1981 |
|
SU971636A1 |
| Устройство для измерения отверстийВ пРОцЕССЕ ХОНиНгОВАНия | 1979 |
|
SU806385A1 |
| Нутромер | 1955 |
|
SU108909A1 |
| Прибор для измерения глубоких отверстий | 1976 |
|
SU607724A1 |
| Измерительное устройство дляАКТиВНОгО КОНТРОля | 1979 |
|
SU814661A1 |
| Система активного контроля размеров | 1985 |
|
SU1268388A1 |
| ДВУХКОНТАКТНОЕ ПНЕВЛ\АТИЧЕСКОЕ УСТРОЙСТВО | 1971 |
|
SU302596A1 |
| СИСТЕМА ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ И РЕГУЛИРОВАНИЯ ДЕФОРМАЦИЙ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА | 1989 |
|
RU2014208C1 |
| СПОСОБ ПНЕВМАТИЧЕСКОГО ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2258904C1 |
i
-7
