1
ИзобретенИе относится к измерительной технике и может быть использовано при активном контроле размеров деталей как с гладкими, так и прерывистыми поверх1ностями.
Известны пневматические устройства для активного контроля деталей в процессе шлифования, содержащие измерительное сопло, установленное на рычаге ,с некоторым занижением относительно упора, контактирующего с обрабатываемой деталью, регулируемый ограничитель хода рычага, обеспечивающий отрыв упора от обрабатываемой поверхности на этапе, когда размер детали приближается к заданному. Эти устройства позволяют осуществлять контроль размеров деталей с припусками, превышающими пределы измерения пневматических сопел и обеспечивают бесконтактность измерения в конце обработки.
Недостатком известных устройств является износ упора, контактирующего с деталью, что приводит к контакту измерительного сопла с деталью. Такое положение для бесконтактных пневматических приборов недопустимо.
С целью повышения надежности в предлагаемом пневматическом приборе в цепь измерения введен арретир, выполненный в виде пневмокамеры, подключенной к измерительной камере отсчетного устройства и воздействующий своей мембраной на рычаг преобразователя, обеспечивая отвод его от детали при припусках, превышающих предел измерения преобразователя.
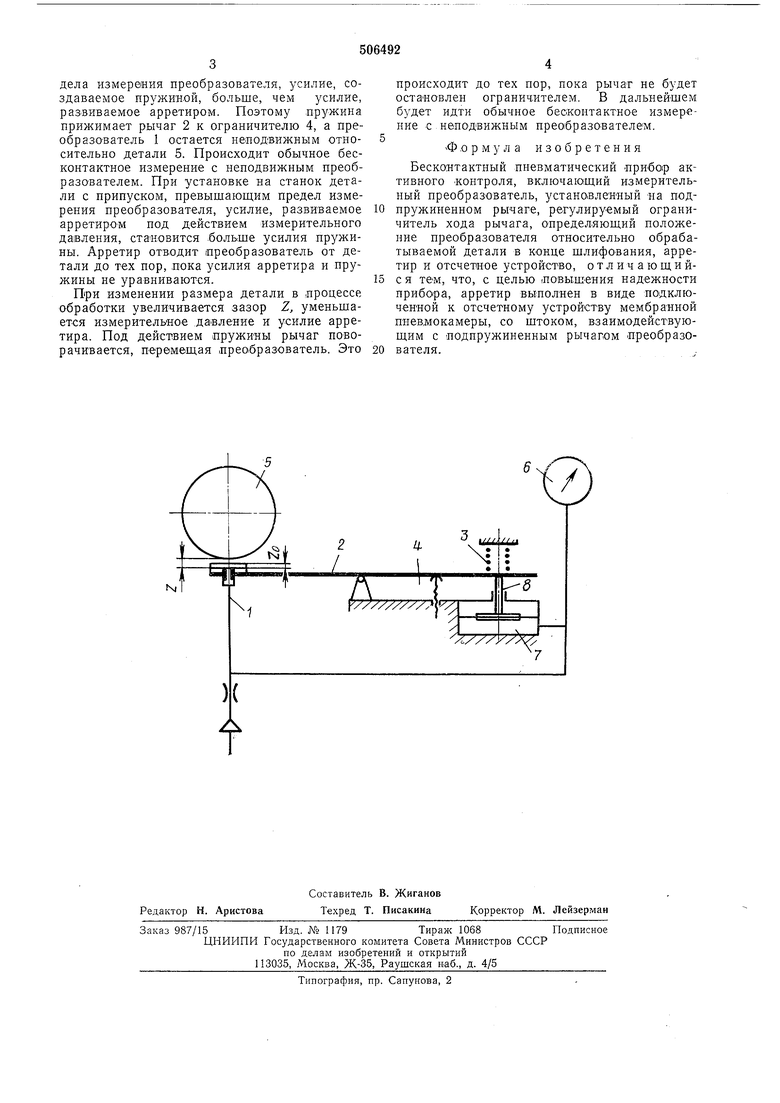
На чертеже изображена схема предлагаемого бесконтактного пневматического прибора.
Пневматический преобразователь 1 (сопло- для гладких, или специальный преобразователь для контроля прерывистых поверхностей) устанавливается с занижением ZQ относительно предохранительного упора, например на рычаге 2, который прижимается пружиной 3 к ограничителю 4, определяющему положение преобразователя относительно измеряемой детали 5. Для обеспечения возможности бесконтактного измерения в течение всего времени обработки деталей с припусками, большими, чем предел измерения
преобразователя, в линию связи преобразователя 1 и показывающего устройства 6 включен пневматический арретир 7, шток 8 которого воздействует на рычаг с закрепленным преобразователем. Усилие, развиваемое
пружиной 3, равно усилию, создаваемому пневматическим арретиром при небольшом начальном зазоре (0,05-0,07 мм у обычных и 0,2-0,25 мм у эжекторных сопел) между деталью и преобразователем. При обработке
деталей, припуск которых не превышает предела измереиия преобразователя, усилие, создаваемое пруживой, больше, чем усилие, развиваемое арретиром. Поэтому пружина прижимает рычаг 2 к ограничителю 4, а преобразователь 1 остается неподвижным относительно детали 5. Происходит обычное бескоитактное измерение с неподвижным преобразователем. При установке на станок детали с припуском, превышающим предел измерения преобразователя, усилие, развиваемое арретиром под действием измерительного давления, стаиовится .больше усилия пружины. Арретир отводит преобразователь от детали до тех пор, пока усилия арретира и пружины не уравниваются.
При изменении размера детали в процессе обработки увеличивается зазор Z, уменьшается измерительное давление и усилие арретира. Под действием пружины рычаг поворачивается, перемещая преобразователь. Это
происходит до тех пор, пока рычаг не будет остановлен ограничителем. В дальнейшем будет идти обычное бесконтактное измер ение с неподвижным преобразователем.
Формула изобретения
Бесконтактный пневматический прибор активного Контроля, включающий измерительный преобразователь, установленный на подпружиненном рычаге, регулируемый ограничитель хода рычага, определяющий положение преобразователя относительно обрабатываемой детали в конце шлифования, арретир и отсчетное устройство, отличающийся тем, что, с целью .повышения надежности прибора, арретир выполнен в виде подключенной к отсчетному устройству мембранной пневлюкамеры, со штоком, взаимодействующим с подпружиненным рычагом преобразователя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Измерительное устройство дляАКТиВНОгО КОНТРОля | 1979 |
|
SU814661A1 |
| Устройство активного контроля размеров при хонинговании | 1981 |
|
SU971636A1 |
| Измерительная головка для активного контроля | 1980 |
|
SU892208A1 |
| Устройство для измерения диаметров валов | 1990 |
|
SU1719884A1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ДЕТАЛЕЙ В ПРОЦЕССЕ ШЛИФОВАНИЯ | 1973 |
|
SU380441A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ ДЕТАЛЕЙ НА РЕЗЬБОШЛИФОВАЛЬНОМ СТАНКЕ | 2008 |
|
RU2397061C2 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 2010 |
|
RU2447984C2 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ДИАМЕТРОВ ВАЛОВ В ПРОЦЕССЕ ШЛИФОВАНИЯ | 1970 |
|
SU284318A1 |
| ИНДИКАТОРНЫЙ ПРИБОР ДЛЯ АКТИВНОГО КОНТРОЛЯ ДЕТАЛЕЙ | 1993 |
|
RU2102698C1 |
| Устройство для измерения деталей с прерывистыми поверхностями | 1975 |
|
SU727971A1 |
