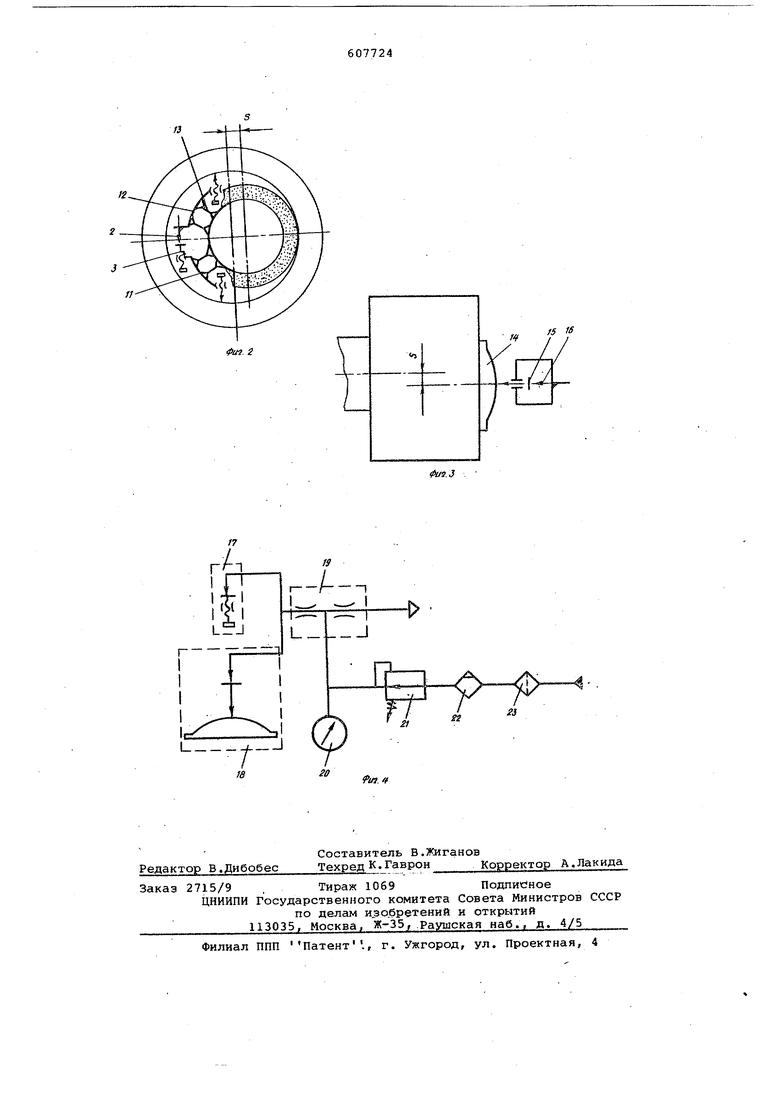
(54) ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ 16. Воздух от пневмоэлектроконтактнохИ датчика 19 подается параллельно в измерительное 2 и корректирующее 16 сопла, и датчик 19 регистрирует его сумт марный расход. В случае отклонения Отверстия от его номинального значени«г изменяется зазор между соплом 2 изасЛовкой 3, Б. результате чего изменяется руммарнЫй расход воздуха, регистриру 0МЫЙ датчиком 19, а погрешности распоЬожения измерительных наконечников 1 орректируются кулачком 14. Наконечйи 1си 1 установлены на рычагах 11 и 12 и 1огут перемещаться только в одной nrtoc- kости на плоских пружинах 13, которые закреплены на шпинделе станка. Для поД Ьотовки воздуха служат фильтр 23, вла- гоотделитель 22, стабилизатор 21 давления воздуха и манометр 20, контакти руювдий это давление. После окончания настройки шпиндель ная бабка отводится в исходное положение, а измерительные наконечники сводятся через упоры 9-, ролики 5, установ ленные на каретке арретирования, кото рая перемещается в направляющих 7 и соединена с шлифовальной бабкой тягой 10, После этого на станок устанавливаюу обрабатываемую деталь и включают станок . При этом во вращающуюся деталь вводится шлифовальный круг и измери- / тельные наконечники 1, которые разжима ются при достижении каретки 4 арретирования 4, .упора б . Каретка перемещается от пружины 8. Наконечники 1.упираются в nojeepxность обрабатываемой детали, фиксируя )Ист1инный размер детали, который регист рируется датчиком 19, замеряющим суммарный расход воздуха. По мере снятия припуска зазор между сопло 2 и заслой кой 3 заменяется и при достижении номинального диаметра достигает ранее настроенной по эталонной детали величины. Пневмоэлектроконтактный датчик 19 выдает команду на прекращение обра ботки. В зависимости от типа применяемого электроконтактного датчика может быть выдано несколько команд, например на обработку с подачей только в одну стс1рону движения шлифовал15ной бабки, на обработку с уменьшенной подачей и вы- хаживание. После этого..шлифовальная бабка отводится в исходное положение, обработанная даталь снимается со стай-, ка и устанавливается следующая, и процесс повторяется. Формула изобретения Прибор для измерения глубоких отвёрстий, содержащий измерительное устройство, установленное на шпинделе шлифс}вальной бабки и выполненное в виде сопла и,заслонки, соединенных с, изме4 рительными рычагами, отличающийся тем, что, с целью повышение точности измерения, прибор снабжен Корректирующим устройством выполненным в виде установленного на корпуЬф шлифовальной бабки профильного . с толкателем и пневматическо о измерителя его перемещения, причем по- рледний соединен параллельно с соплом Измерительного устройства. Источники информации, принятые во внимание при экспертизе: t 1. Авторское свидетельство СССР № 97159, кл. В 24 В 49/00, 1950.
«
/5 IS
}f
Ш
Т
4/г. 3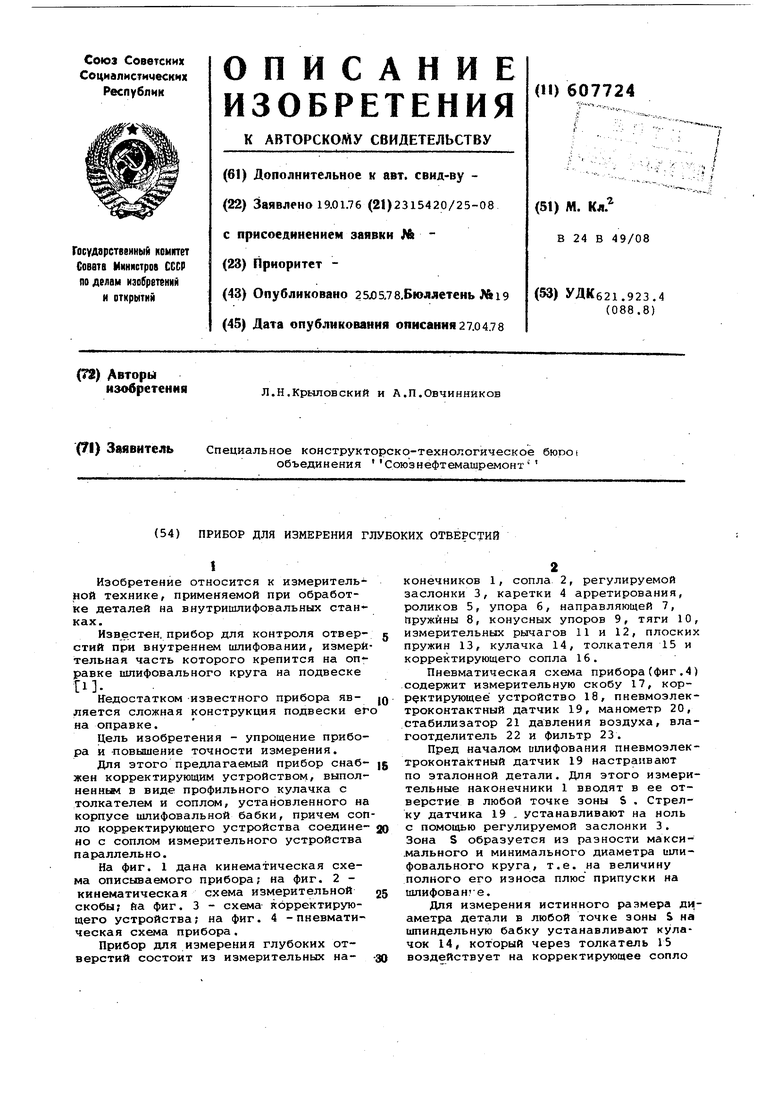
| название | год | авторы | номер документа |
|---|---|---|---|
| Круглошлифовальный станок | 1982 |
|
SU1065170A1 |
| Измерительная головка для контроля деталей | 1974 |
|
SU568537A1 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ | 1964 |
|
SU222492A1 |
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ШЛИФОВАНИЯ ЗАГОТОВКИ В ПОДРЕЗКУ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1999 |
|
RU2238182C2 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| ДВУХКОНТАКТНЫЙ ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРА ГЛУБОКИХ ОТВЕРСТИЙ | 1973 |
|
SU404615A1 |
| Система управления приводом прибора активного контроля размеров | 1982 |
|
SU1071413A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |