1
Предлагаемый станок предназначается для обработки после наллавки изношенных поверхностей башмаков тормозной рычажной передачи грозовых и пассажирских вагонов и локомотивов.
Известные станки для обработки подобных деталей -с -инструментальными головками и устройствами для закрепления детали конструктивно сложны.
С целью унрош,ения конструкции в предлагаемом станке устройство для закрепления детали выполнено в виде суппорта-кондуктора, несуш.его нижнюю плиту с установочными наклонными зубьями и верхнюю плиту с закрепленными на ней стойками с опорными гранями для закрепления детали, и установлено на поворотном столе, снабженном опорным кольцом с наклонными трапецеидальными пазами, взаимодействуюшими с зубьямн нижней плиты суппорта, в цевтре которого установлена винтовая пара, осуш,ествляюш,ая подъем, поворот и закрепление сунпорта.
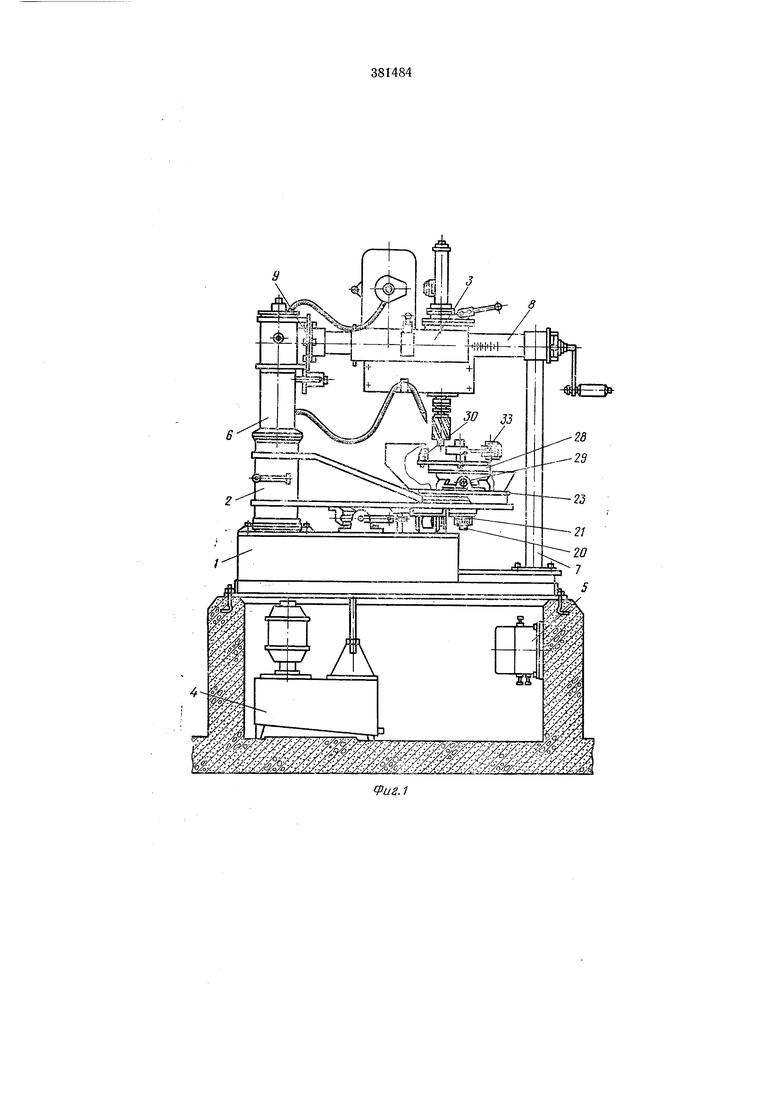
На фиг. 1 показан предлагаемый станок, общий вид; на фиг. 2 - то же, вид сверху без расточной головки; на фиг. 3 - поворотный стол с суппортом-кондуктором.
Станок состоит из станины /, поворотного стола 2, расточной головки 3, системы охлаждения 4 с насосом и баком для эмульсии, электрических приборов 5 управления.
Вертикальная стальная колонна 6 неподвижно закреплена в основании станины.
С правой (по чертежу) стороны станины закреплены две стойки 7, которые жестко соединены с колонной двумя цилиндрическими направляюш,ими 8.
Направляющие, в свою очередь, закреплены на кpv)нштeйнe 9 с одной стороны, и в головных стойках с другой.
Концы направляюш,их 8 в поперечном направлении жестко связаны кронштейном Ю (фиг. 2), во втулке которого закреплен винт 11 продольной подачи расточной головки.
На верхней опорной поверхности станины установлен червячный винт 12 для поворота стола вокруг колонны, а на регулировочных болтах 13 закреплена роликовая опора стола 14.
Поворотный стол 2 (фиг. 3) предназначен для закрепления на нем обрабатываемой детали- тормозного башмака.
Стол может поворачиваться вокруг колонны в горизонтальной плоскости.
С левой стороны стол имеет направляющую гильзу 15 с опорными кольцами 16 для шариковых опорных подшипников. На нижнем листе рамы стола установлены сектор 17 червячного колеса и неподвижная опораскользун 18.
На свободном конце стола «а расстоянии R от оси вращения закреплено опорное кольцо 19 с четырьмя пазами Я в виде трапеции, которые размещены диаметрально противоположно друг к другу под углом а к продольной оси станка.
Б центре ко„1ьца 19 смонтирована винтовая пара, состоящая из винта-лишоли 20 и гайки , удерживаемой от продольного смещения двумя полукольцами 22.
С помощью этого устройства осуществляют подъем, поворот и закрепление суппорта в нужном для работы положении.
С правой стороны стола смонтирован суппор г-кондуктор, в котором устанавливают и закрепляют тормозной бащ|мак.
Нижняя плита 23 суппорта круглая, имеет четыре установочных зуба 24, расположенных диаметрально противоположно друг к другу и смещенных под углом а ло отнощению продольной ОСИ1 стола. Нлита, опираясь на кольцо 19 стола, зубьями 24 входит в пазы кольца и закрепляется на последнем винтом-пинолью посредством вращения гайки 21. Верхний конец винта-линоли 2U щарнирно закреплен в нижней плите. Сверху «а плите расположены две .направляющие 25, в которые входят направляющие каретки 26, соединенные через промежуточную пллггу 27 с верхней плитой 28.
Перемещение каретки осуществляют известным способом с помощью винтовой пары 29.
Промежуточная плита 27 имеет оаз Я выполнениый по форме отверстия в гормозном башмаке для цапфы триангеля. Эта плита предохралнет ыехализ.м перемещения каретки GT агря:.ненил, а паз .позволяет отводить стружку и охлаждающую жидкость, а также обеспечивает выход фрезы при обработке детали.
Верхняя плита 28 является установочным кондуктором для тормозного башмака. Для этого вад ней размещены две стойки 30, имеющие по три опорных грани 31, расположенные таким образом, что они точно фиксируют нужное положение тормозного башмака на плите. Закрепление башмака осуществляют двумя кулачками 32 быстродействующего ВИНТОВОГО зажима 33.
Тормозной башмак после наплавки изношенных поверхностей вручную укладывают на верхнюю плиту 28 таким образом, чтобы впадины между выступами для колодки упирались в опорные стойки 30 верхней плиты. Затем, вращая муфту зажимного устройства 33, подводят кулачки к ребрам башмака.
Суппорт поворотного стола устанавливают на отметке 0. Для этого поворачивают гайку 2J, .при этом винт 20 перемещается вверх и поднимает нижнюю плиту 23 суппорта так, что ее зубцы выходят из пазов в кольце стола. После этого весь суппорт вручную поворачивают на угол а (фиг. 3), т. е. в нуjiCBoe положение.
Зубцы плиты при этом должны установиться против соответствующих пазов. Вращая гайку 2J в обратную сторону, суппорт опускают и жестко закрепляют в заданном (исходном) положении.
Устанавливают необходимые режимы резания и обрабатывают поверхность башмака по радиусу R. После обработки поверхности башмака по радиусу R, не снимая его с суппорта, приступают к обработке наклонных
выступов для бобышки тормозной колодки
и сферической поверхности отверстия для
подвески.
В этом случае цилиндрическую фрезу заменяют пальцевой, суппорт виптовой парой из нулевого положения поворачивают на угол а и затем вновь закрепляют. При этом обрабатываемые поверхности располагают параллельно продольной ОСИ1 стола и .перпендикулярно фрезе.
Расточную головку вручную перемещают с фрезой, в результате чего происходит обработка поверхностей для бобышки тормозных колодок.
Обработку сферической поверхности для подвески производят аналогичным образом, но фреза остается неподвижной, и на вращающуюся фрезу подают изделие. Об)аботку поверхностей прямоугольного
отверстия для цапфы триангеля выполняют в следующей последовательности.
Суппорт стола разворачивают на угол а. Стол и расточную головку устанавливают так, чтобы фреза располагалась в углу прямоугольного отверстия. При обработке могут перемещаться или фреза вместе с расточной головкой при неподвижном суппорте, или верхняя плита суппорта при неподвижной фрезе.
Работы по расточке и рассверловке различных отверстий производят аналогичным способом, но при этом, в основном, пользуются механи.змом вертикальной иодачи расточной головки.
Предмет изобретения
Станок для обработки тормозных бащмаков колодочного тормоза с инструментальной головкой и устройством для закрепления детали, отличающийся тем, что, с целью упрощения конструкции, устройство для закрепления детали выполнено в виде суплорта-кондуктора, несущего нижнюю плиту с установочными наклонными зубьями и верхнюю плиту с закрепленными на ней стойками с опорными гранями для закрепления детали, и установлено па поворотном столе, снабженном опорным кольцом с наклонными трапецеидальными паза;Ми, взаимодействующими с зубьялш нижней плиты суппорта, в центре которого установлена винтовая пара, осуществляющая подъем, поворот и закрепление
суппорта.
Я

| название | год | авторы | номер документа |
|---|---|---|---|
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| КОРПУС ТЕПЛОВОЙ БАТАРЕИ | 2024 |
|
RU2835980C1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| Устройство для заточки фрез | 1989 |
|
SU1696267A1 |
| Станок-полуавтомат четырехстороннего закругления ребер деревянных корпусов | 1984 |
|
SU1255434A1 |
| Автоматическая переналаживаемая линия | 1976 |
|
SU654395A1 |