1
Известны П1ресс-фо:рмы для изготовления детален из пластмасс с различяымн обозначениями (знаками), состоящие из литниковой и промежуточной нлиты, системы выталкивания, матрицы, формующего знака, в которых замена формующего знака производится вручную.
Для изготовления деталей из пластмасс с разЛИчныМИ циф ровыМИ, буквенными декоративными обозначениями в предлагаемой прессформе формующий знак выполнен в виде поворотного секционного многогранника, расположенного в промежуточной плите и связанного через храповик и рычажное устройство с неподвижным стаканом задней плиты пресс-формы.
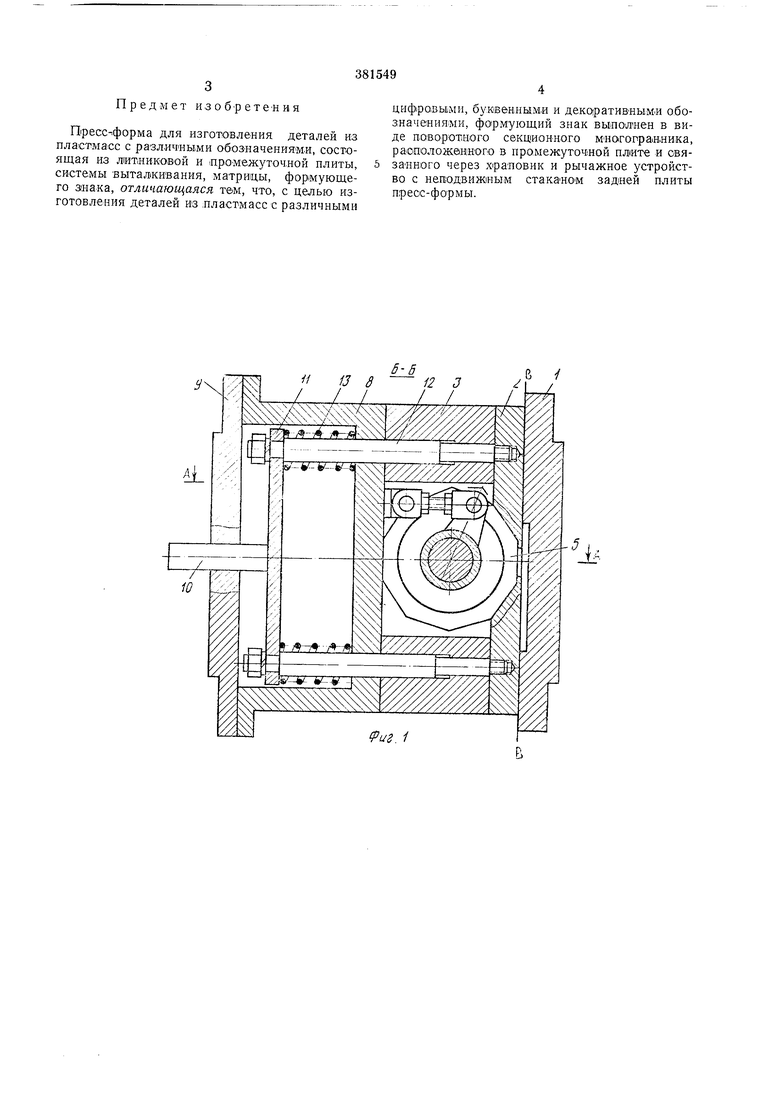
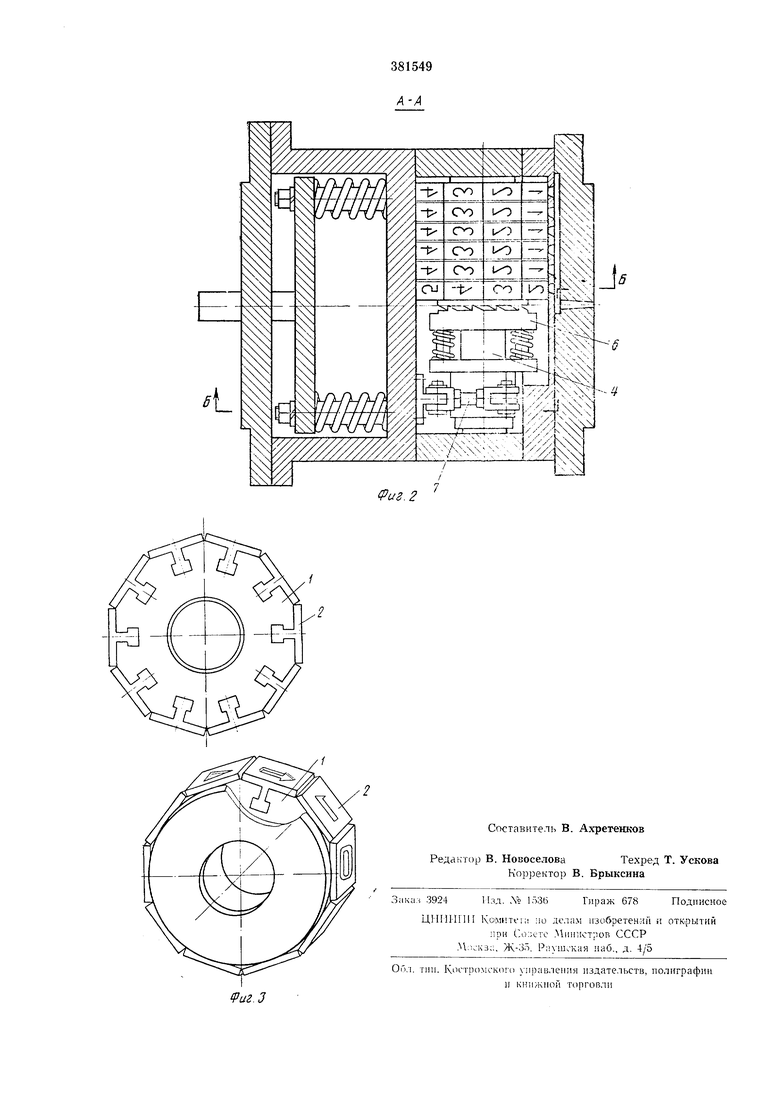
На фиг. 1 и 2 изображена описываемая пресс-.форма в соммнутом виде; на фиг. 3 - секция формующего з-иака.
Пресс-форма состоит из иаредвижной плиты } с литниковой системой, матрицы 2, промежуточ ной плиты 3, в которой на валу 4 размещен секцпон 1ый многограндик 5. Секшш многогранника соединяются между co6oii при зубчатой передачи. Через храповик 6 и рычажное устройство 7 м-ногограиник соединен с неподвижным стаканом 8, который крепится к задней плите 9 и к подв ижной плите ЛИтьевой машины. Центральный толкатель 10 соединен с нлитой // выталкивателей, к которой крепятся толкатели 12, подпружиненные пружинами 13.
Пресс-форма работает следующим образом. Формующая полость, образованная граня.ми секционного многогранника 5 н матрицей
2, занолняется расплавом полимера, иостуиаюп1,его через л 1тниковую систему передней
/.
После выдержки, необходимой для отверждения материала, подвижная плита литьевой машины отходит назад, раскрывая пресс-форму но ЛИнии разъе.ма В-В. При эгом центральный толкатель 10 подходит к неподвижному упору литьевой машины и, при дальнейщем
иеремещенин подвижной плиты усилие выталкиваиия через плиту 1 передается толкателям 12, которые передвигают матрицу 2, освобождая ее от контакта с гранями секционного многогранника. Одновременио с этим происходит
выталкивание изделия. Затем толкатели 12 приводят в движение промежуточную плиту 3. Храповик 6, входящий в зацепление с одной из секций формующего знака матр.ицы (многогранника) 5, через рычажное устройство 7,
соеди ненное одним концом с неподвижным стаканом 8, а другим - с плечом храповика,
2л поворачивается на угол а -.где л - число
1L
граней секции формующего знака. Затем цикл работы повторяют.
Предмет и з о б р е т е « и я
Пресс-форма для изго-говления деталей из пластмасс с разл-ичньши обозначениявдИ, состоящая из литниковой и дромежуточной плиты, системы выталкивания, матрицы, формующего знака, отличающаяся т&м, что, с целью изготовления деталей из .пластмассе различными
.Быми, бук1веН:НЫ,м.и и декаративяыМИ обозначения ми, формующий знак выполнен в виде аов-оротного секционного MHOironpaiBHHKa, расположенного в промежуточ ной пл1ите и овязанного через храповик и рычажное устройство с неподвижным стаканом задней плиты пресс-формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления изделий из пластмасс с различными обозначениями | 1975 |
|
SU553117A1 |
| Литьевая пресс-форма для изготовления изделий из полимерных материалов | 1978 |
|
SU701818A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ | 1971 |
|
SU414124A1 |
| ЛИТЬЕВАЯ ФОРМА | 1970 |
|
SU262373A1 |
| Литьевая пресс-форма | 1980 |
|
SU897539A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВЫХИЗДЕЛИЙ | 1971 |
|
SU304141A1 |
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков | 1980 |
|
SU937179A1 |
| ЛИТЬЕВАЯ ДВУХЭТАЖНАЯ ФОРМА | 1972 |
|
SU341663A1 |
| Литьевая прессформа | 1974 |
|
SU540746A1 |
| ПРЕСС-ФОРМА для ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 1970 |
|
SU279025A1 |
/ fj S - / J
/ / // /
S-B
