Р1зобрет.ение предназначено для раскроя металла на непрерывно-заготовочных станках, где сеч-ение раскатов, подаваемых в стан, колеблется в больших пределах.
Известное устройство для безотходного раскроя металла, содержащее датчики положения металла, датчи,к скорости резки металла, вычислительный блок, выполненный в виде цепи последовательно включенных реле времени, со единенный с датчиком положения металла, -интегрирующего и су.мм-ирующего блоков, и привод летучих ножниц, подключенный к выходу вычислительного блока, 0беснечи.ва.ет безотходный раскрой металла, учитывая поле допуска как в сторону укорочения, так и в сторону удлинения. Однако это устройство обеспечивает высокую точность раскроя раскатав лишь с постоянным сечением на входе в клети, наприм.ер после непрерывно-заготовочного стана. При раскрое раскатов с переменным сечением, например после блюминга, эта установка не обеспечивает необходимой точности, неточность замеров получается в пределах 2-3 м.
В -предлагаемом устройстве для повышения точности раскроя при колебании сечения раскатов, поступающих в стан, вычислительный блок содержит дополнительную цепь из поачедовательно соединенных реле времени, интегрирующего и сум.мирующего -блоков,
включенную параллельно основной цепи, причем реле времени соединено с дополнительным датчиком положения металла, установленным на участке с постоянным объемом металла.
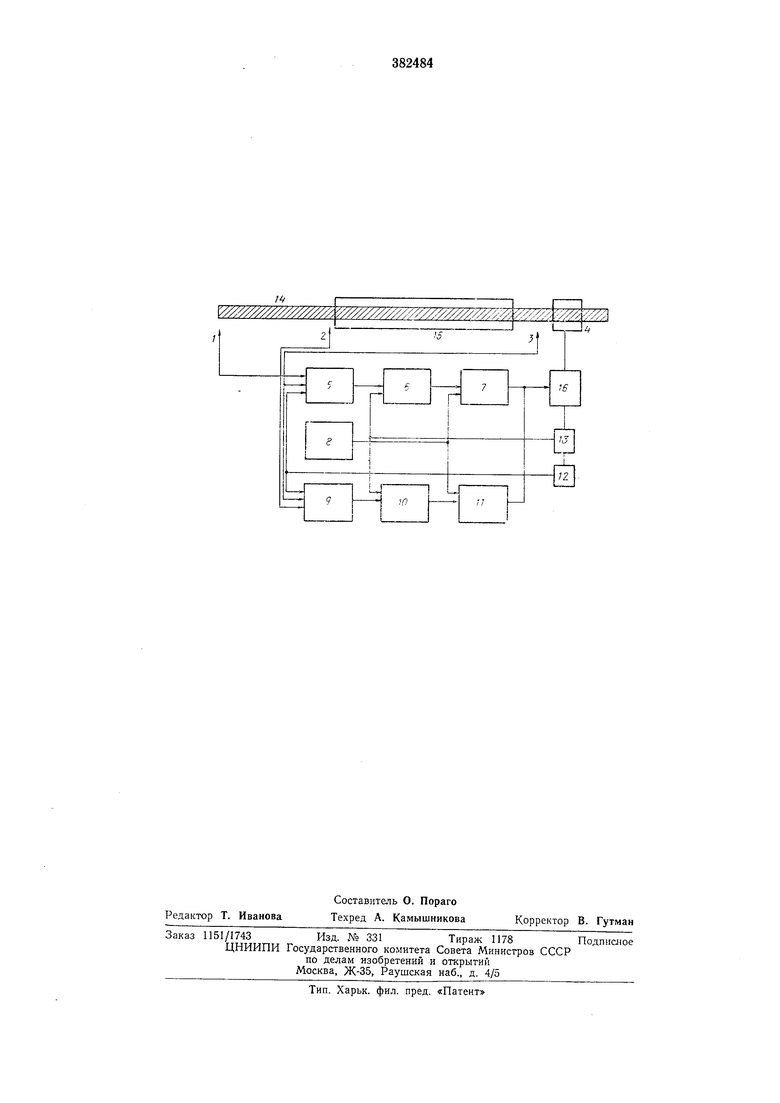
На чертеже представлена блок-схе.ма предлагаемого устройства.
Устройство содержит датчики 1, 2 и 3 пололсения металла (фотореле). Фотореле / .устанавливают на расстоянии целого числа заготовок от ножпнц 4 при минимальной вытяжке металла с учетом того, что за счет поля допуска укорочения или удлинения заготовок последнюю заготовку можно набрать такой же длины, как и предыдущие. Фотореле 2 располагают на таком расстоянии от летучих , на котором объем металла .на замеряемом участке (например, на участке между первой обжимаемой клетью и ножницами) остается постоянным. Фотореле 3 устанавливают непосредственно у летучих ножниц 4. Оно слулчит для снятия сигнала после прохождения раската через ножницы.
Вычислительный блок выполнен по двухканальной схеме. Первый канал содержит электронное реле времени 5 для сдвига сигнала с фотореле / по времени при изменении вытяжки металла, интегрирующий блок 6 для предварительного определения количества недостающего металла на последнюю заготовку
и суммирующий блок 7 для суммирования напряжений, ностунающих с интегрирующего блока 6 и источника 8 постоянного тока. Второй канал содержит электронное реле времени 9, для сдвига сигнала с фотореле 2 но времени при изменении объема металла на участке между фотор-еле 2 и ножницами 4 (перевалка валков, изменен-ие профиля прокатки) ; интегрирующий блок 10 для точного определения количества недостающего металла на последнюю заготовку и суммирующий блок 11 для суммирования напряжений, поступающих с интегрирующего блока 10 и источника 8 постоянного тока.
Ма одном .валу с двигателем ножниц 4 установлены датчик 12 скорости резки металла (тахогенератор), напряжение которого, пропорциональное скорости вращения иожниц, через электронны-е реле времени 5 и 9 подается на вход .интегрирующих блоков 6 и 10, а также датчик 13 положения ножей летучих ножниц (путевой выключатель), формирующий один импульс на рез. Датчик 13 соединен непосредственно с интегрирующими блоками 6 и 10.
При прохождении раската 14 через клети 15 ,в момент расоветки фотореле 1 с выдержкой времени срабатывает электронное реле времени 5. При срабатывании последнего на вход интегрирующего блока 6 подается напряжение с тахогенератора 12. Блок б интегрирует даНиое нанряжетгие до момента срабатывания аутезого выключателя 13. В момент его срабатывани} интегрирование прекранхается, а интервал напряжения, равный количеству металла, недостающего на носледнюю заготовку, без учета изменений сечения раската, запоминается и подается на вход суммирующего блока 7. Па этот блок, кроме напряжения, ноступаюН1,его с блока 6, подается напряжение от источника 8 противоположной Полярности. Па выходе суммирующего блока 7 получается алгебраическая сумма данных напряжения, величина и полярность которого зависят от количества замеренного недостающего металла. Сигнал с блока 7 с погрещностью на величину изменения сечения подается ,в электропривод 16 ножниц. Этот сигнал ускоряет или замедляет вращение ножниц - последующие заготовки становятся короче или длиннее предыдущих. При дальнейщем движении раската в момент рассветки фотореле
2 с выдержкой времени срабатывает электронное реле времени 9. При его срабатывании с тахогенератора 12 подается напряжение на вход интегрирующего блока 10. Последний интегрирует данное напряжение до срабатывания путевого выключателя 13. В момент его срабатывания интегрирование прекращается, а интеграл напряжения, равный количест1ву недостающего металла, при
постоянном объеме на данном замеряемом участке, запоминается и подается на вход суммирующего блока 11. Па вход этого блока, кроме данного напряжения, подается напряжение от источника 8 противоположной
полярности. Па выходе блока 11 получается алгебраическая сумма напряжения, величина и полярность которого определяет точное количество недостающего металла на последнюю заготовку.
Сигнал с суммирующего блока //, больщий или меньщий сигнала, поступающего с суммирующего блока 7, на величину, пропорциональную отклонению в сечении раската,
подается в электропривод 16, а сигнал, поступающий с суммирующего блока 7, снимается. Пропорциоиально этому сигналу повторно изменяется вращение ножниц на величину отклонения сечения разрезаемого раската. Поэтому последняя заготовка будет всегда такой же длины, как и предыдущие.
Формула изобретения
Устройство для безотходного раскроя металла, содержащее датчики положения металла, датчик скорости резки металла, вычислительный блок, выполненный в виде цепи последовательно включенных реле времени,
соединенный с датчиком положения металла, интегрирующего и суммирующего блоков, и привод летучих ножниц, подключенный к выходу вычислительного блока, отличающееся тем, что, с целью повышения точности
р.аскроя 1при «олебании сечения раскатов, поступающих в стан,в нем вычислительный блок содержит дополнительную цень из последовательно соединенных реле времени, интегрирующего .« суммирующего блоков, включенную
параллельно основной цепи, причем реле времени соединено с дополнительным датчиком положения металла, установленным на участке с постоянным объемом металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ РЕЗКИ МЕТАЛЛА | 1960 |
|
SU133320A1 |
| Автоматизированная система безотходного раскроя проката | 1983 |
|
SU1209383A1 |
| Устройство для безотходного раскроя проката | 1987 |
|
SU1493397A1 |
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПРИВОДОМ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РЕЗКИ ПРОКАТА | 1971 |
|
SU295625A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 1972 |
|
SU336100A1 |
| Устройство к прокатному стану для раскроя проката летучими ножницами | 1973 |
|
SU489596A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |