1
Изобретение относится к процессу изомеризации углеводородов.
Известен способ изомеризации углеводородов, в частности алифатических, с применением в качестве катализатора гексафторсурьмяной кислоты с разбавителем - фтористым водородом в присутствии водорода. Однако при этом протекают побочные реакции - диспропорционировавие и крекинг сырья, для подавления которых в процесс приходится вводить большое количество водорода.
С целью уменьшения протекания побочных реакций и сокрашения расхода катализатора предложенный способ предусматривает использование катализатора гексафторсурьмяной кислоты с определенной активностью, а именно с удельной активностью не более 8, предпочтительно 0,5-5 г сырья ва 1 г катализатора в 1 час. Это дает возможность сниь зить расход катализатора за счет использования в процессе дезактивированного катализатора, активность которого составляет несколько -процентов от первоначальной.
Применяют дезактивированвый катализатор с удельной активностью менее 50% (точнее - мепее 25%) от активности свежего катализатора при температуре нзомеризащга, при условии, что эта активность должна быть менее 8 г сырья на 1 г SbFs в час. Для интервала температур от О до 30°С предпочтительно применять дезактивированный катализатор с удельной активностью 1-15% от активиюсти свежего катализатора.
Под «свежим катализатором подразумевается гексафторсурьмЯная кислота в Н- или R-форме в разбавленном или перазбавлеином виде.
Дезактивироваиный катализатор будет обозначаться как RSbFs, где Rp - «пассивный
карбоний-ион. Этот дезактивированный катализатор может быть получен в виде отработанной кислоты с предыдущего цикла изомеризации. В начале реакции изомеризации свежий катализатор контактирует с углеводородным сырьем в таких условиях, что дезактивация происходит в результате диспропорционирования и крекинга сырья. Результатом дезактивации является образование устойчивого каталитически не активного комплексного соединения органического материала с гексафторсурьмяной кислотой. Изомеризационная активность дезактивированного катализатора путем добавления небольших количеств свежего катализатора восстанавливается до требуемого уровня или менее 8 г сырья на SbFs IB час.
Катализатор можно применять в разбавленном виде. Применяются предпочтительно разбавители, не содержащие воды и практически не растворимые в превращаемом углеводороде. В качестве примеров разбавителей можно привести безводный фтористый водород и/или жидкий сернистый ангидрид, или фторсульфокислоту.
Преимуществом применения разбавленного катализатора является снижение плотности гексафторсурьмяной кислоты, применяемой в качестве катализатора, так как жидкая гексафторсурьмяная кислота имеет сравнительно высокую плотность (2,8) и при проведении изомеризации в реакторе с мещалкой требуется очень больщой расход энергии для достижения тесного контакта между углеводородной фазой и фазой катализатора. Для этой цели требуется разбавитель в количестве, обеспечивающем снижение плотности до требуемого уровня. Максимальное количество разбавителя необходимо для того, чтобы после тщательного перемещивания углеводородной фазы с л идким катализатором легко происходило разделение фазы с жидким катализатором или1двух фаз.
Высокая плотность катализатора не является препятствием, когда изомеризация проводится в реакторе колонного типа и сырье барботирует через фазу катализатора. В этом случае целесообразно применять меньщее количество разбавителя, чем в небольщих реакторах. Наиболее подходящим разбавителем является фтористый водород. Как правило, этот разбави тель применяется в количестве по меньшей мере 1 моль (предпочтительно 2 моль на 1 моль катализатора. Молярное соотношение HF/SbFs в разбавленном катализаторе предпочтительно составляет от 2:1 до 15:1, причем молярное соотношен ие 2:1 соответствует 1 моль фтористого водорода на 1 моль Катализатора.
В процессе изомеризации водород применяется в количестве 0,1-0,5 мол. % на 1 моль углеводородного сырья. Установлено, что в этих пределах константа скорости снижения активности катализатора, обозначенная «С, имеет минимальное значение при определении зависимости от количества подаваемого водорода. Это значит, что в указанном интервале потребление катализатора практически не зависит от концентрации водорода. Количество 0,1-0,5 мол. % на 1 моль сырья соответствует 0,3-1,5 н. л водорода на -1 кг сырья, если сырье представляет собой смесь алифатических углеводородов Cs и СеВ предпочтительном варианте осуществления описываемого способа .изомеризация алифатических углеводородов, содержащих не
мевее 5 углеродвых атомов в молекуле, проводится в присутствии небольших количеств бензола. Он присутствует в количестве О-500 вес. ч. на 1 млн. (ррт) частей сырья, предпочтительно 30-300 вес. ррт. Бензол можно вводить в процессе изомеризации или оставлять в сырье при его предварительной обработке. Установлено, что в присутствии бензола водород можно применить в количестве до 1,0 мол. % на 1 моль сырья. В присутствии бензола в процессе изомеризации количество во.юрода не .ч.олжно прес-ышать 0,5 мо,л. % но избежание большого расхода катализатора.
Необходимо отметить, что подачу водорода следует учитывать по ступеням. В многоступенчатом непрерывном процессе расход водорода на одной ступени должен соответствовать указанному интервалу, а общее количество водорода в течение процесса может выходить за эти пределы.
Константу снижения активности можно рассчитывать на основании активности катализатора по следующей формуле:
1
(cj-.
/
In
(С,)
где С - константа скорости дезактивации катализатора, , (Kc,)-ti - константа
скорости реакции (активность) в момент времени ti;
(Kci}-iz - активность в момент времени /2, причем ti « /2 выражены в часах.
Описываемый способ особенно пригоден
для изомеризации неразветвленных и/или разветвленных алифатических углеводородов с 5 и/или 6 углеродными атомами в молекуле, например н-пентана, н-гексана, метилпентанов или их смесей. Смеси алифатических
углеводородов Cs-Се могут также содержать алифатические углеводороды Ст, например н-гептан или метилгексан. Желательно, чтобы последние присутствовали в количестве не более 10 вес. %. Примерами смесей, содержащих эти углеводороды, являются верхние фракции прямой гонки или легкая лигроиновая фракция, которые имеются в больщих количествах на различных нефтеперерабатывающих заводах. В результате изомеризации
этих смесей образуется продукт со значительно повыщенным октановым числом, т. е. получаются ценные добавки к высокосортном} бензину.
Если в качестве исходного материала применяются промышленные смеси, содержащие алифатические углеводороды Cs-Се, то для получения оптимальных результатов целесообразно подвергать эти смеси предварительной обработке с целью удаления вредных
компонентов. Желательно, чтобы сырье, например верхняя фракция прямой гонки или легкая лигроиновая фракция, не содержало соединен ий, особенно алкадиенов, сернистых соединений и воды. Особен но подходящей с
этой точки зрения является легкая лигроиновая фракция продукта платформи-нга. Большая часть указанных нежелательных компонентов, например, алкадиенов, воды и сернистых соедннений, может быть удалена путем обработки исходного материала отработанным катализатором - гексафторсурьмяной кислотой. Другим способом удаления нежелательных примесей может быть, например, сушка над молекулярными ситами или фтористым водородом (удаление воды), а также обработка водородов в присутствии твердого катализатора (удаление ненасыш,енных и сернистых соединений).
Желательно также, чтобы описанные смеси практически не содержали бенаола. Было, однако, установлено, что присутствие небольшого количества бензола в процессе изомери зации алифатических углеводородов оказывает благоприятное действие на стабильность катализатора. Кроме того, присутствие небольших количеств бензола подавляет реакции диспропорционирования и крекинга. Желательно, чтобы количество бензола составляло менее 500 ррт предпочтительно 30- 300 ррт от сырья. Если в качестве углеводородного сырья применяется верхняя фракция прямой гонки или легкие лигроиновые фракции, то желательно предварительно уменьшить содержание бензола до указанных пределов.
Удаление бензола из промышленных смесей алифатических углеводородов с 5 и/или 6 углеродными атомами в молекуле можно производить любым известным способом. Наиболее подходящим из этих способов является гидрирование содержащего бензол сырья в жидкой фазе ;в восходящем потоке Н1ад катализатором гидрирования, причем количество водорода должно слегка превышать сте.хиометрическое. Целесообразно, чтобы этот избыток водорода был равен количеству водорода, необходимому для последующего процесса изомеризации. В процессе с восходящим потоком сырье проходит сниву вверх, над неподвижным слоем катализатора. Преимуществом применения избытка водорода в процессе гидрирования является воз.можиость получения углеводородного сырья, не содержащего бензола и содержащего растворенный водород, в количестве, необходимом для последующей изомеризации. В результате этого сырье, освобожденное от бензола, можно подвергать дальнейшей переработке без дополнительной подачи водорода.
Наилучшими катализаторами гидрирования являются катализаторы, содержащие металлы VI-ой и/или VIII-ой группы и жаропрочный окисел металла в качестве носителя. Предпочтительными никелевыми и платиновыми катализаторами являются никелевые катализаторы, содержащие 20-65 вес. % никеля на окиси алюминия или кизельгуре, и платиновые катализаторы, содержащие 0,1-2 вес. % платины на окиси алюминия.
Применение никелевого или платинового
катализатора (предпочтительно на носителе) экономически целесообразно при условие, что сырье, освобождаемое от бензола, содержит лищь незначительные количества серы (термин «сера включает сернистые соединения), порядка 1 ррт по весу и менее. Если над такими катализаторами требуется освободить от бензола сырье, представляющее собой промышленные смеси углеводородов, содержащие серу в количестве, превышающем следы, то это сырье необходимо подвергнуть обессериванию.
Значительно целесообразнее производить обезбензоливание сырья над катализаторами,
не отравляющимися и не дезактивируемыми под действием серы, например, над катализаторами, содержащими рутений или рутений и платину. Предпочтительными являются катализаторы, содержащее 0,5 вес. % рутения
в качестве активного компонента 0,1 вес. % платины и 0,4 вес. % рутения на носителе - окиси алюминия.
Например, при обезбензоливании сырья, содержащего 0,5 вес. % серы, «ад платиновым
катализатором на окиси алюминия срок службы такого катализатора составляет 70 кг сырья на 1 кг катализатора. Если же катализатор содерл ит 0,1 вес. % платины и 0,4 вес. % рутения на носителе - окиси алюминия, срок службы катализатора составляет до 260 кг сырья на 1 кг катализатора. При содержании в катализаторе 0,5 вес. % рутения на носителе (окиси алюминия) срок службы катализатора составляет 340 кг сырья на
1 кг катализатора.
Установлено, что еще более устойчивым к действию серы является катализатор обезбензоливания, содержащий родий. Например, при обезбензоливаНии того же сырья, содержащего 0,5 вес. % серы в тех же условиях над родиевым катализатором, содержащим 0,5 вес. % роди1Я на носителе из окиси алюминия, срок службы этого катализатора составляет 6750 кг сырья ва 1 кг катализатора.
Преимуществом применения предпочтительного катализатора обезбензоливания является также тот факт, что при обезбензоливании обессеренного сырья временное увеличение содержания серы в сырье выше 1 -вес.
ррт не приведет к ухудшению качества каталибатора или значительному повышению содержания бензола в обезбенволенном продукте.
Обезбенволивание с применением никелевого катализатора предпочтительно производить при 80-150°С, давлении 20-80 /сг/сиг абс., объемно-весовой часовой скорости 1 -15 и расходе водорода 3-6 моль на 1 моль бензола.
Установлено, что стабильность катализатора изомеризации в R-форме (RSbFe) во многих случаях значительно выше стабильности катализатора в Н-форме (HSbFe). Особенно это проявляется в том случае, когда гексафторсурьмяная кислота находится в
соединении с насыщенными циклическими углеводородами (нафтенами), например метилциклопентаном и/или циклогексаном.
Другим преимуществом катализатора в R-форме является то, что он является значительно менее коррозно«ной средой, чем Н-форма катализатора. Имение поэтому целесообразно проводить изомеризацию парафиновых углеводородов в присутствии некоторого количества нафтенов. При непрерывном процессе изомеризации нафтены, например метилциклоиентан и/нли циклогексан, можно Непрерывно вводить в сырье в таком количестве, чтобы их содержание составляло 0,5-50, предпочтительно 3-20, вес. %. После обработки изомер-изата нафтены, выделенные путем дистилляции, могут возвращаться в процесс. Желательно в качестве исходного сырья Применять углеводородные смеси, уже по своей природе содержащие нафтены. Обезбензоливание углеводородной смеси путем гидрообработки приводит к концентрированию нафтеяов, так ка.к существующий бензол гидрируется в циклогексан.
Изомеризация с дезактивированным катализатором проводится предпочтительно при температуре ниже 35°С. Желательно проводить процесс при 0,30°С, лучше 10-25°С.
Как указывалось, катализатор - гексафторсурьмяную кислоту - можно вводить в Н-фор ме, которую можно получить путем смешивания при комнатной температуре пятифтористой сурьмы с эквимолекулярным количеством фтористого водорода. Однако ввиду высокой коррозийности гексафторсурьмяной кислоты желательно хранить лятифтористую сурьму и фтористый водород отдельно и вводить два компонента, образующих кислоту (HSbFe), в реактор ивомеризации отдельно в требуемом соотношении.
Гексафторсурьмяную кислоту можпо также получать действием избытка безводного фтористого водорода Hia пентахлорид сурьмы. Замещение хлора фтором протекает спокойно при О-150°С с образованием хлористого водорода, который выделяется из реакционной смеси.
При получении свежего катализатора в промышленном м асштабе полифторсурьмяная кислота (Н-форма) содержать присоединенный хлорид. По-видимому, это является результатом того, что замещение последнего атома хлора в пентахлориде сурьмы достигается довольно трудно. Как правило, такой хлор, содержащий продукт, можно беспрепятственно применять в качестве катализатора в рассматриваемом процессе изомеризации.
Для получения гексафторсурьмяной кислоты, не содержащей хлора, этот катализатор следует получать ив пентахлорида сурьмы новым способом.
Пентахлорид сурьмы реагирует с избытком жидкого фтористого водорода при температуре О-130°С и умеренно повышенном давлении 1,5-20 кг/см. Причем с целью удаления
образующегося хлористого водорода производится отпаривание реакционной смеси инертным газом. В качестве отпаривающего газа можно применять азот или газообразный фтористый водород.
В наилучшем варианте получения катализатора температура выбирается таким образом, чтобы жидкий фтористый водород кипел и инертный отпаривающий газ выделялся из
самой реакционной смеси. Образующиеся пары хлористого И1 фтористого водорода выводятся из реактора через регулирующий клапан и конденсируются или частично конденсируются вне реактора. Повторно сжиженный
фтористый водород можно возвращать в реактор с целью поддержания требуемого избытка жидкого фтористого водорода.
По окончании реакции, о чем свидетельствует прекращение выделения хлористого водорода, избыток жидкого фтористого водорода отгоняется из реакционной смеси. Эту отгонку удобно произвести путем поддержания реакционной температуры и снижения давления до более низкого уровня. Учитывая
последующее применение кислоты, желательно производить отговку фтористого водорода до тех пор, пока состав реакционной смеси не будет соответствовать формуле 8ЬР5-2НР. Эта смесь представляет собой разбавленную
Гексафторсурьмяную кислоту и может быть применена в таком виде в качестве катализатора изомеризации. Однако можно продолжать испарение фтористого водорода до получения гексафторсурьмяной кислоты, практически не содержащей разбавителя.
Описанный процесс получения свежего катализатора предпочтительно проводится при температуре 80-100°С и давлении 5- 15 KelcM. Оптимальное объемное отношение
жидкого фтористого водорода к пентахлори-ду сурьмы составляет от 5:1 до 1:1.
Ввиду того, что гексафторсурьмяная кислота является очень сильно коррозионной средой, реакцию изомеризации и получение этой
кислоты следует проводить в аппаратах, изготовленных из материала, устойчивого к действию этой кислоты, или облицованных таким материалом. Термин « устойчивый к действию данной кислоты в даном случае означает, что в условиях процесса толщина этого материала при контакте с кислотным катализатором должна уменьшаться менее, чем на 0,5 мм в год, предпочтительно менее, чем на 0,05 мм в год.
Пригодными материалами являются платина, алюминий и серебро; сплавами - платиноБО-золотой, никель-молибденовый с высоким содержанием никеля и/или никельвольфрамовый и алюминий-магниевый, синтетическими материалами - политрифторхлорэтишев, политетрафторэтилен и модифицированные полимеры. Доказано, что наиболее подходящими являются алюминий-магниевые сплавы, содержащие 0,1-6, предпочтительно
2-3, вес. % магния.
Способ изомеризации может осуществляться периодически или непрерывно и/или в одну или более ступеней. В:виду последующего снижения потребления катализатора целесообразно проводить изомеризацию по меньшей мере в три ступени. Установлено, что потреблевие каталкзатора, являющееся функцией описавной константы скорости снижения активности, зависит также от количества ступеней.
В табл. 1 даны некоторые цифры, характеризующие потребление катализатора при изомеризации Промышленной фракции CD-Се прямой гонки, выкипающей при температуре ниже 72°С и содержащей М вес. % нафтенов - Сб и 100 вес. ррт бензола. Применявщийся дезактивированный катализатор имел удельную активность 4 г сырья на 1 г SbFs в час и сырье -превращалось ;в продукт с октановым числом F-1-3, равным 99.
Таблица I
Приведенные данные говорят о том, что потребление катализатора особенно мало в многоступенчатом процессе. Ведение процесса в несколько ступеней может осуществляться любым известным способом, например, с -применением одноколонного реактора, частично или полностью за-полненного катализатором пониженной активности, или путем применения двух или более индивидуальных реакторов с мещалками, в которых находится указанный катализатор. Так, изомеризацию алифатических углеводородов можно осуществлять в трех реакторах с мешалками, соединенных последовательно. В таком процессе свежее сырье вступает в контакт с практически отработанным катализатором в первом реакторе. Частично изомеризованные углеводороды затем вступают в контакт с более активным катализатором в первом реакторе. Частично изомеризованные углеводороды затем вступают в контакт с более активным катал-изатором во втором реакторе и с еще более активным катализатором в третьем реакторе, куда вводится свежий катализатор. В третьем реакторе может поддерживаться сравнительно низкая температура, например 20°С, с целью поддержания равновесного состояния изомеризации. Во втором реакторе температура поддерживается, например 25°С, а в первом реакторе активность отработанного катализатора может быть повышена вследствие температуры 30°С. Однако можно во
всех трех реакторах поддерживать одинаковую температуру, например 15-20°С.
Установлено, что в нескольких реакторах . желательно поддерживать сравнительно высокое соотношение катализатор/углеводород, например 1-3 объемов катализатора на объем углеводорода. Активность и количество катализатора в каждом реакторе можно легко поддерживать на заданном уровне путем добавления небольщих количеств катализатора в каждый из названных реакторов (в перекрестном токе), или путем добавления свежего катализатора в третий и последний реактор и подачи эквивалентного количества катализатора из него во второй реактор, а из второго в первый (противотоком). Вы.сокое соотнощение катализатор/углеводород в реакторах можно поддерживать путем вывода диспергированного в углеводороде катализатора из каждого реактора в зону отстоя и повторного ввода в реакторы выделенного в отстойнике катализатора или больщей его части.
Пример 1. Свежий катализатор получали
из пентахлорида сурьмы следующим образом: 1 л жидкого фтористого водорода нагревали до 100°С в реакторе из алюминиймагниевого сплава при давлении 10,8 кг/см. Затем в реактор в течение 15 мин вводили
1,5 кг SbCb. Реакция начиналась немедленно с выделением хлористого водорода и испарением фтористого. Образующиеся нары выходили из реактора и конденсир-овались вне его, причем давление в реакторе регулировалось.
Сконденсированный фтористый водород возвращался в реактор, рециркуляция продолжалась еще в течение 45 мин после ввода всего количества хлорида сурьмы. Затем давление медленно снижалось до 5 кг/см с целью
испарения основной части жидкого фтористого водорода, а температуру продолжали поддерживать на уровне 100°С. Рециркуляцию конденсированного фтористого водорода в реактор прекратили, а испарение фтористого водорода продолжали до тех пор, пока состав содержимого реактора не стал соответствовать формуле 5ЬР5-2НР. Затем продукт, представляющий собой разбавленный катал-изатор, выгружали из реактора.
Пример 2. В этом примере в процессе получения свежего катализатора производили отпарку реакционной смеси азотом. 1,5 л жидкого фтористого водорода нагрели до 100°С при давлении 12,5 кг/см- в реакторе,
снабженном обратным холодильником. Затем в реактор в течение 1 часа вводили 1,5 кг SbCls, причем через жидкость барботировал азот со скоростью 50 нл/час. Реакция начиналась немедленно с выделением хлористого
водорода. Газообразная смесь азота и хлористого водорода до вывода из реактора при регулировании давления охлаждалась в обратном холодильнике во избежание потерь фтористого водорода из реактора.
После введения всего количества хлорида сурьмы давление медленно снижали до 5 кг/см-, поддерживая при этом постоянную температуру. Затем подачу азота в реактор прекращали и отключали обратный холодишьник. Испарение фтористого водорода при более низком давлении продолжалось до тех пор, пока состав продукта в реакторе не стал соответствовать формуле SbFa-SHF. Затем содержимое реактора выгружали и хранили. Пример 3. В данном и iпocлeдyюш,иx трех примерах иллюстрируется влияние изменения содержания бензола и температуры на константу скорости снижения активности катализатора. Обезбензоленвую промышленную фракцию прямой гонки Cs-Сб с точкой -коица кипения 72°С подвергали изомеризации на пилотной установке с тремя одинаковыми реакторами из материала «Hastelloy емкостью 1,5 .л каждый, снабженными магнитными мешалками. Сырье вводили в перекрестном потоке с гексафторсурьмяной кислотой низкой активности, имеюш,ей состав 1 вес. ч. SbFa на 1 вес. ч. фтористого водорода (молярное соотношение 1:10). В каждом реакторе находилось такое количество кислотного катализатора, что объемное отношение углеводорода к фазе катализатора составляло от 1 до 1,5. Каталитическая фаза, отделяемая от отстойника, непрерывно вновь вводилась в реактор, а отработанный катализатор в количестве, соответствуюш,ем количеству подаваемого свежего катализатора, выводился из системы. К сырью, содержашему 4,5 вес. % «афтенов Сб и 1 вес. % гептанов, добавляли 370- 100 вес. ррт бензола. Давление составляло 5-7 кг/см, а тем-пература во всех реакторах поддерживалась одинаковой . В каждый реактор вводился водород. Сырье с октановым числом F-1-3, равным 91, имеет следующий состав, вес. %: Бутавы1 Пентаны47,5 Гексаны43 Циклопентан3 Метилцик топентан0,5 Циклогексаны4 Гептаны1 В табл. 2 приводится октановое число и константа скорости снижения активности кя тализатора. Таблица 2



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регенерации катализатора для изомеризации парафиновых углеводородов | 1981 |
|
SU1011239A1 |
| Катализатор для изомеризацииАлКАНОВ и циКлОАлКАНОВ | 1977 |
|
SU810254A1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛАРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1973 |
|
SU398026A1 |
| СПОСОБ ИЗОМЕРИЗАЦИИ ПАРАФИНОВЫХ И НАФТЕНОВЫХ УГЛЕВОДОРОДОВ | 1969 |
|
SU252217A1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛАРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1971 |
|
SU316245A1 |
| Способ получения трифторметилбензолов | 1975 |
|
SU606547A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКОГО СОЕДИНЕНИЯ АЛИФАТИЧЕСКИМ МОНООЛЕФИНОВЫМ СОЕДИНЕНИЕМ С ОТ 8 ДО 18 АТОМАМИ УГЛЕРОДА | 2007 |
|
RU2458032C2 |
| Катализатор для изомеризации алифатических углеводородов | 1976 |
|
SU589705A1 |
| СПОСОБ ПЕРИОДИЧЕСКОЙ РЕГЕНЕРАЦИИ ВОДОРОДОМ ДЕЗАКТИВИРОВАННОГО ТВЕРДОГО КАТАЛИЗАТОРА АЛКИЛИРОВАНИЯ | 1994 |
|
RU2128549C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛБЕНЗОЛОВ НА ТВЕРДОКИСЛОТНОМ КАТАЛИЗАТОРЕ | 2007 |
|
RU2447051C2 |
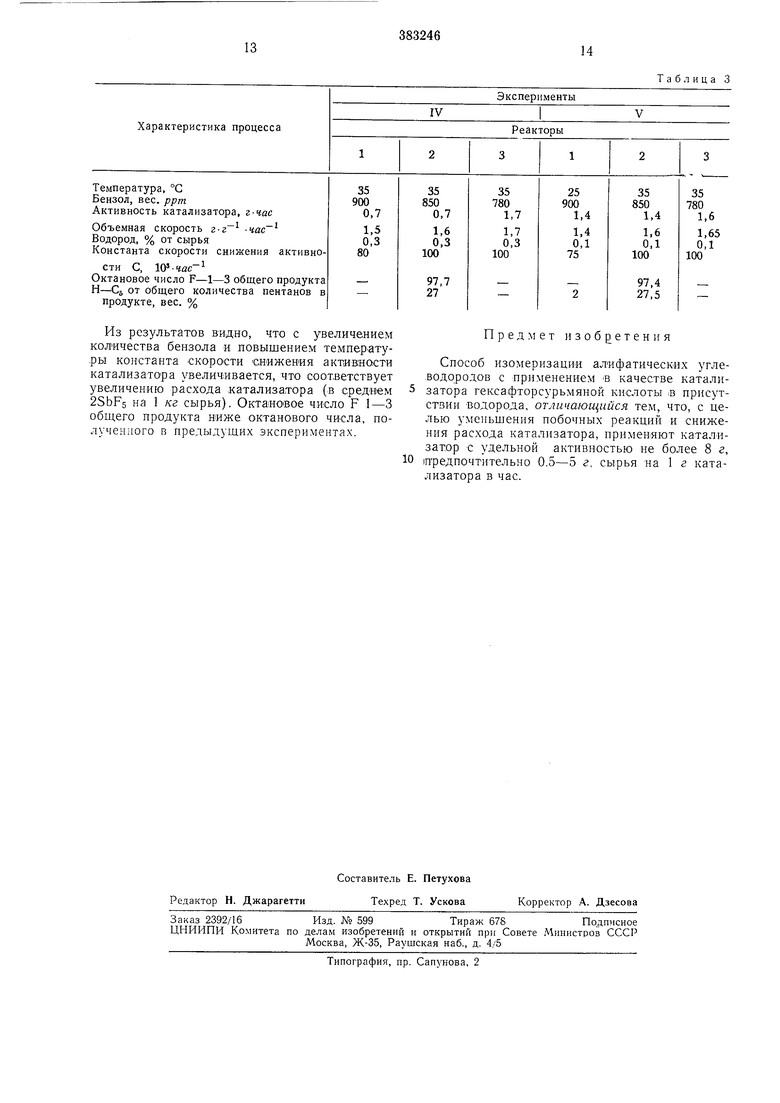
Приведенные результаты свидетельствуют о том, что скорость дезактивации с повышением температуры и содержания бензола возрастает. Однако усиленная дезактивация ката- о лизатора не влияет на октановое число общего цродукта. Пример 4. Повторен эксперимент III с более высоким содержанием бензола и при высокой температуре. В данном примере температура в реакторе 1 ниже, чем в двух остальных. Полученные результаты приведены в табл. 3.
13
Из результатов видно, что с увеличением количества бензола и повышением темпер-ату.ры константа скорости снижения актикно ти катализатора увеличивается, что соответствует увеличению расхода катализатора (в среднем 25ЬР5 на 1 кг сырья). Октаио1вое число F 1-3 общего продукта ниже октанового числа, полученного в предыдущих экспериментах.
14
Таблица 3
Предмет })3об1эетен1 я
Способ изомеризации алифатических углеводородов с применением -в качестве катализатора гексафторсурьмяной кислоты iB присутствии Водорода, отличающийся тем, что, с целью уменьшения побочных реакций и снижения расхода катализатора, применяют катализатор с удельной активностью не более 8 г, предпочтительно 0.5-5 г, сырья на 1 г катализатора в час.
