1
Изобретение относится к машиностроению, в частности к производству сварных труб.
Известные станы для изготовления спиральношовных труб содержат формующее устройство, размер которого определяет днаметр 1получаемой трубы. В связи с этим для перехода на диаметр трубы необходимо смонтировать соответствующее формующее устройство, что уменьщает производительность процесса изготовления труб. С другой стороны, формующее устройство подвержено износу, так как заготовка при своем формообразовании перемещается со значительной скоростью ио поверхности устройства.
В предлагаемом стаие для изготовления спиральнощовных труб, с целью уменьщения объема переналадочных работ при переходе с одного диаметра на другой, формующее устройство выполнено в виде рег лируемой по диаметру петли из упругого материала, один конец которой жестко закреплен на поворотном натяжном ролике, смонтированном на корпусе стана, На оси ролика расположен 6apai6aH, кинематически связанный через гибкий элемент с подпружиненным регулируемым упором, в свою очередь, установленным на корп}се, второй конец упругой петли через систему роликов закреплен на поворотном рычаге, смонтированном на корпусе; при этом наружный щовныи ролик смонтироваи на с возможностью перемещения в двух взаимпо-;1ерпе 1Дик ляр:1Ь Х направлениях относительно оси внутреннего ролика.
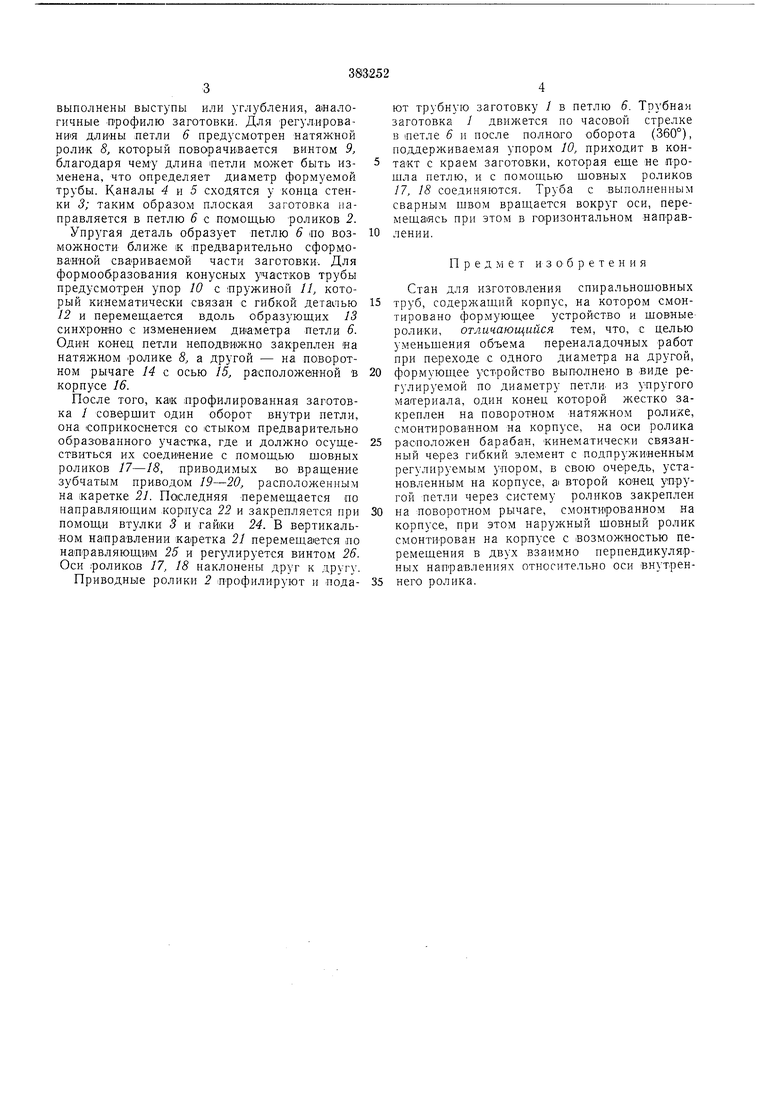
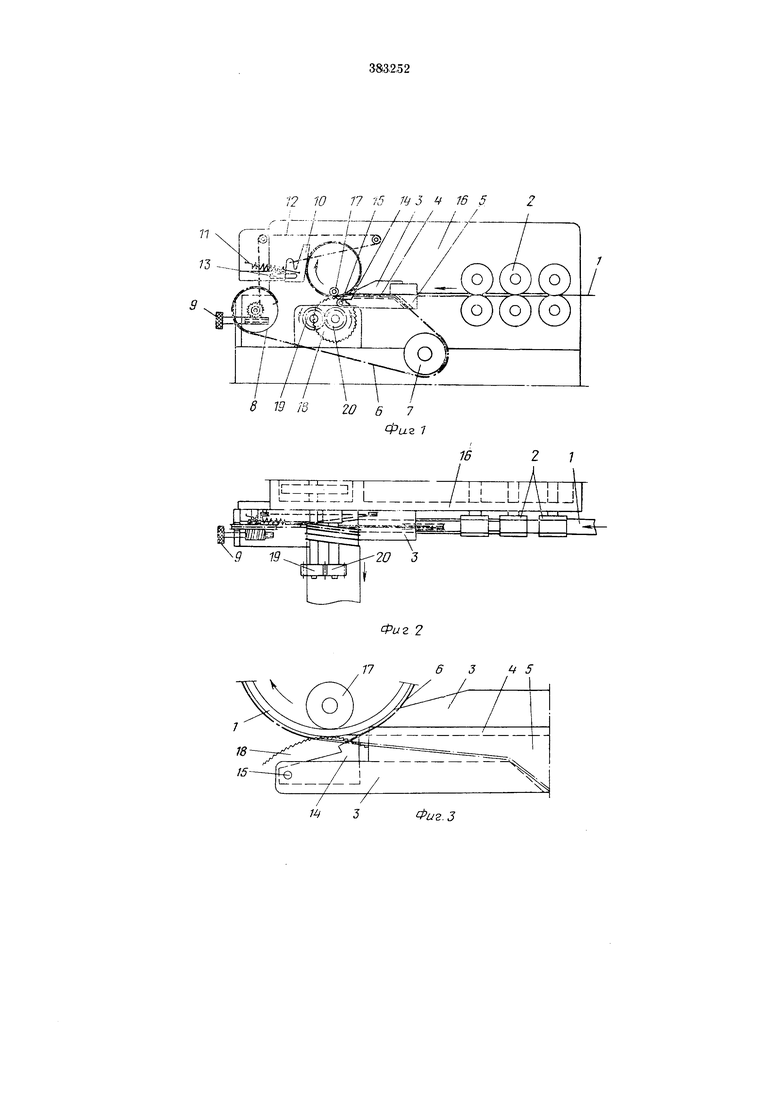
На фиг. 1 представлена схемь; П 5о;1л; гаемого ста-на, вид сбоку; на фиг. 2 - схема стаHai, вид сверху; на . 3 - схема стана в районе выполнения сварки в увеличенном масщтабе; на фиг. 4 - схема стана с торцовой стороны; на фиг. 5 - схема расположения роликов в разрезе.
На фиг. 1-5 приняты следующие обозначения; формуемая заготовка /; профилирующие ролики 2: направляющие стенки 3; верхний канал 4; нижний «анал 5; гибкая петля б; ролик 7; натяжной ролик 8: винт 9; упор 10; пружина //; гибкий элемент 12-, направляющие 13; поворотный рычаг 14; ось 15; корпус 16 мащины; верхний щовныи ролик 17, нижний ролик 18: зубчатый привод 19, 20; каретка 21, горизонтальные направляющие 22; втулка 23: гайка 24: вертикальн 1е направляющие 25: винт 26.
Плоская листовая или полосовая заготовка / проходит между вращающимися профилирующими роликами 2, которые придают ей требуемый профиль и подают заготовку гeждy направляющими стенками 3 с каналом 4, на внутренней поверхности которого
выполнены выступы или углубления, аналогичные профилю заготовки. Для регулированиЯ длиНы летли 6 предусмотрен натяжной ролик 8, который поворачивается винтом Я благодаря чему длина петли может быть изменена, что определяет диаметр формуемой трубы. Каналы 4 и 5 сходятся у конца стенки 3; таким образом плоская заготовка направляется в петлю 6 с помощью роликов 2.
Упругая деталь образует петлю 6 по возможности ближе к предварительно сформованной свариваемой части заготовки. Для формообразования конусных участков трубы предусмотрен упор 10 с пружиной 11, который кинематически связан с гибкой детапью 12 и перемещается вдоль образующих 13 синхронно с изменением ди1аметра петли 6. ОдиН конец петли неподвижно закреплен на натяжном ролике 8, а другой - на поворотном рычаге 14 с осью 15, расположенной в корпусе 16.
После того, как профилированная заготовка / совершит один оборот внутри петли, она соприкоснется со стыком предварительно образованного участка, где и должно осуществиться их соединение с помощью шовных роликов 17-18, приводимых во вращение зубчатым приводом 19-20, расположенным на каретке 21. Последняя перемещается по направляющим корнуса 22 и закрепляется при помощн втулки 3 и гайки 24. В вертикальном направлении каретка 21 перемещается по натравляющим 25 и регулируется винтом 26. Оси роликов 17, 18 наклонены друг к другу.
Приводные ролики 2 профилируют и подают трубную заготовку / в петлю 6. Трубнаи заготовка / движется по часовой стрелке в петле 6 и после полнО)ГО оборота (360°), поддерживаемая упором 10, приходит в контакт с краем заготовки, которая еще не прошла петлю, и с помощью шовных роликов 17, 18 соединяются. Труба с выполненным сварным швом вращается вокруг оси, перемещаясь при этом в горизонтальном направлении.
Предмет изобретения
Стан для изготовления спиральношовных труб, содержащий корпус, на котором смонтировано формующее устройство и шовные ролики, отличающийся тем, что, с целью уменьщения объема переналадочных работ при переходе с одного диаметра на другой, формующее устройство выполнено в виде регулируемой по диаметру петли- из упругого материала, один конец которой жестко закреплен на поворотном натяжном ролике, смонтированном на корпусе, на оси ролика расположен барабан, кинематически связанный через гибкий элемент с подпружиненным регулируемым упором, в свою очередь, установленным на корпусе, а второй конец упругой петли через систему роликов закреплен на поворотном рычаге, смонтированном на корпусе, при этом наружный шовный ролик смонтирован на корпусе с возможностью перемещения в двух взаимно перпендикулярных направлениях относительно оси внутреннего ролика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки спирали | 1977 |
|
SU671906A1 |
| Устройство для навивки цилиндрических спиралей | 1986 |
|
SU1480924A1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
| Стенд для сборки и сварки шнеков | 1981 |
|
SU996148A1 |
| Устройство для изготовления спиральношовных труб | 1980 |
|
SU935155A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2007 |
|
RU2339479C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| УСТРОЙСТВО для РЕЗКИ ТРУБ | 1970 |
|
SU268861A1 |
Фиг.З
17 18
k
26
Фиг
Фиг S
