I
Извеетеи шаблошприспоеоблеиие к гвоздеза-бивиЫМ станкам, включа юиип (поворотный контур, установленнын на раме.
Цель изобретения-повышение нроизводителыюсти шаблон а-приспособлеиия.
Достигается это тем, что на раме под кон;дукто1ром смонтирован механизм иодъема, выполненный в виде тол.кателей и ледал, одна стенка кондуктора выполнена: разборной, а на боковых стенках закреплены .внешвие и внутренние держатели.
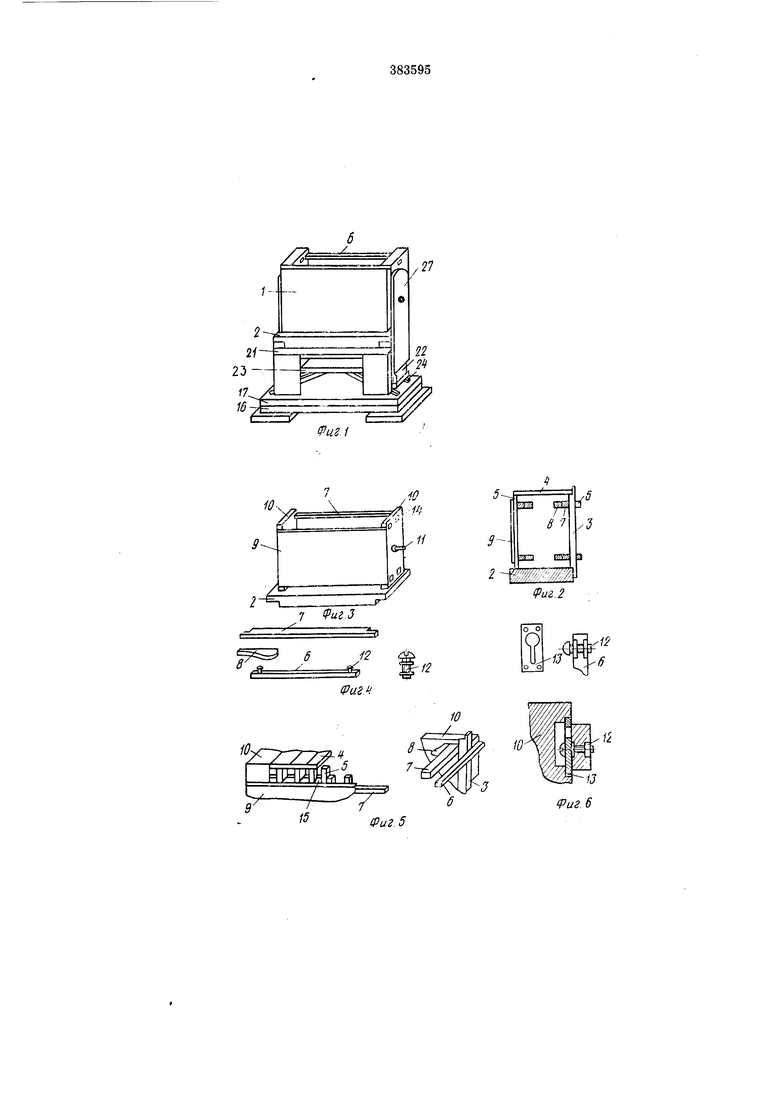
На фиг. изображен предложенный шаблон-нрнспособление, общнй вид; на фиг. 2-зажим деталеГ рамки для сколачивания; на фи,г. 3 - кондуктор; ва фиг. 4 - держатели; на фиг. 5 - зажим деталей для ск1олачи.вания; ма фиг. 6 - крепление внешн.его держателя к стенке барабана; на. фи:Г. 7 - станИНа, общий вид; на фиг. 8 - подъемный механизм; на фиг. 9 - приици1пиальнъ1е схемы работы ставка; на фиг. 10 - сколачивание рамок и съем готовой тродукцни.
Шаблон: состоит из кондуктора У н онорн.ой доски 2. В кондуктор загружают детали 3-5 ульевых .ок верхних боковых и иижних стенок, зажимают виешними 6 и виутренн.имн 7 держателями с клиньями 8 и опускают торцами и.а доску 2 для сколачивания. Стенки 9 и 10 кондуктора, держатели 7 н 6 н опорная
доска образуют шаблон для нартий деталей рамкИ.
.уктор имеет две полуоси 11, относительно которых он враи1.ается, опираясь на толкатели нодъемного механнзма, что необходимо дл.я кантования изделий в проиессе их нронзводства.
Внешний держатель 6 имеет на концах болтик 12. В боковую стен.ку 10 барабана врезаны железные скобы 13 с отверстиями, куда входят головки болтиков.
Концы внутренних держателей 7 встаВЛяют в сквозные отверстия 14 боковых стенок кондуктора и закрепляют клиньями S. Деталь 3 (верхннй брусок рамки) зажимают с двух сторон держателями 6 и 7 и клином S.
Боковые стенки 10 и внешний держатель 6 зажимают детал1г с двух других сторон (иосле загрузки всех 25 деталей).
Деталь 5 (нижний брусок рамки) зажимают с двух сторои передней 1стенкой 9, внутренним держателем 7 и клином S. С двух других старой деталь 5 удерживается прИ|битыми к стенке 9 направляюндими рейками 15.
Нижние концы деталей 3 и 5 опираются та доску 2, а на верхн.ие концы укладывают деталн 4 и сколачивают гвоздЯМИ.
Нижняя опорная доска 16 (см. фиг. 7) неподвижна и СЛУЖИТ основанием етанка.
В ней имеется сквознюе отверстие, в которое вставляется опорный подшиПНИК. Нижняя подвижная доска- П - основание дерхн1ей части ставка. В ней выпол-нены сквозные отверстия для опорного подшилника и для шипов вертикальных стоек 18. Вертикальные стойки /5 Имеют ВНизу шипы, которьгми они вставляются в отверстия доски 77.
Горизонтальная доска 19 шилами па ее входит в отверстия стоек 18 и закрепл Яется клиньями 2(7, образуя устойчивую раму, на |Которой крепятся и располагаются верхняя опорная доска 21, направляющие бруски 22, апорная доска 2, полуоси //.
Верхняя опо1рн:ая доска 2/ скрепляется с доской 19 и- расширяет площадь опоры. К ней нрикреПЛ.яются направляющие бруски 22.
Верхняя подвижная опорная доска 2 МОжет передвигаться вперед и Н1а1зад по доске 2/ и между Н апраВляющими :брусками 22.
Подъемный механизм (см. . 8) состоит из педали 23, рычагов 24, толкателей 25. Педаль 23 представляет собой доску ;С четырьмя сквозными отверстиями, в которые входят &правляющие болты 26. Педаль может свободню передвигаться, вверх и вниз, О1пираясь па рычаги 24.
Рычаги Подъемного MexaiHH3iMia представляют собой 1прямоугол1ьн.ые бруски, за.крепленHibie осями, как .показано на |фиг. 8. Толкатели 25 на станке прикрываются декоративным ндитком 27.
Работа станка осуществляется следующим образом (см. фиг. 9 и 10).
При ис.ходном положении станка кондуктор / нижней частью опирается на опорную доску 2.
Сила тяжести кондуктора через его оси передается на толкатели 25, которые, опираясь на рычаги 24, удерживают ножную педаль 23 в крайнем верхнем положении--положении «стоп.
Поднимают кондуктор для поворота его в рабочее положение нажатием на педаль 23, которая приводит в движение весь подъемнъш механизм (положение «лодъем).
Из .положения «подъем кондуктор поворачивают на 90° и: .закрепляют фиксаторами 28 (положение «заправка). Заправку зажимакантователя проводят в д.ве стадии. Сначала
на расположенную горизонтально переднюю стенку кондуктора укладывают детали 5 рамок и закрепляют внутренними держателями. Затем в стенку кондуктора вставляют внутренние держатели, а на них укладывают де-тали 3 и зажимают внешними держателями. Па фиг. 10,й .кондуктор показан в положении «inepBoe сколачивание. После за-правки шаблона деталями фиксаторы убирают, и кондуктор возвращается в исходное положение.
На торцы деталей 3 и 5 укл1адыв.ают боковые детали рамки н в та.ком положении их сколачивают гвоздезабивной машиной 29.
На фиг. 10,6 кондуктор показан в положении «второе сколачивание.
Пз предыдущего .положения кондуктор перекантовывают так, чтобы свободные торцы верхних и нижнИХ деталей оказались вверху.
На них укладывают боковые детали и производят второе сколачивание. Этим закаячивается процесс изготовления размок из деталей, заложенных в кондуктор. На фиг. 0,в показан кондуктор в процессе съема (Готовых рамок. После второго скол1ачивания снимают наружные и внутренние держатели. Освободившиеся рамки вынимают. После освобождения кондуктора от рамок
цикл изготовления 25 (50) рамок считается законченным, и станок возвращается в положение «стоп, если ра.бота окончена, или в положение «з,арядка, если работа будет продолжена.
Предмет изобретения
Л. Шаблон-приспособление к гвоздезабивным стан.кам, включающий поворотный кондуктор, установленный на раме, отличающийся тем, что, с целью поВЫщения производительности шаблюна-ириспособления, на раме под кондуктором смонтирован механизм подъели, выполненный в виде толкателей, рычагов и педали.
2. Шаблон-приспособление по п. 1, отличающийся тем, что одна стенка кондуктора выполнена разборной, а на боковых стенках закреплены внешние и внутревние держатели.
,11
| название | год | авторы | номер документа |
|---|---|---|---|
| ГВОЗДЕЗАБИВНОЙ СТАНОК | 1967 |
|
SU199373A1 |
| Рамочный улей | 1934 |
|
SU44093A1 |
| УСТРОЙСТВО для СКОЛАЧИВАНИЯ головок | 1970 |
|
SU284281A1 |
| Приспособление для сколачивания, затягивания проволокой и наращивания углевых рамок | 1932 |
|
SU33276A1 |
| УСТРОЙСТВО для СКОЛАЧИВАНИЯ ДВУХПЛАНОЧНЫХ головок ДЕРЕВЯННЫХ ЯЩИКОВ | 1966 |
|
SU187283A1 |
| Шаблон-приспособление к гвоздезабив-ным станкам | 1974 |
|
SU508395A1 |
| Приспособление для изготовления щитов из перекрещивающихся дранок | 1933 |
|
SU39962A1 |
| Карабин гвоздезабивного станка | 1977 |
|
SU649575A1 |
| Гвоздезабивной станок для сбивки элементов стропил | 1981 |
|
SU952588A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |

2i
16
Vuz.i
7 Фиг 5
Фиг. 2
-12
-13 -6
12
Фиг. 5
20 ,
18
Стоп
25
/7
.; t±ti- 11.
с±з
25
JanpsjKa
ДСТГТ ТТ i7
.. Jirr
2д
fctti::
CFTI
-yc.-:gi; -f .,-.... .(
о
отошп
jiojTw/ijmi i:::7 ;.
fj
/c/
m.
M
i H
рш.л i
, Ю
