1
Изобретение относится к области нолучения иолимерных пленок.
По основному авт. св. № 182886 известна щелевая головка, содержащая корнус с каналом для подвода расплава и цилиндрическим отверстием, в которое вставлен распределитель, выполненный в виде цил,индра с виштообразной канавкой на nOiBepxHocTn, элементы обогрева, жесткую и гибкую губки с регулировочными винтами.
Предлагаемая головка снабжена дополнительным распределителем, выполненным в виде цилиндра .с винтообразной канавкой на иоверхности н расположенным в дополнительном цилиндрическом отверстии корпуса симметрично с первым распределителем относительно канала для подвода расплава, и прямоугольным дор.ном, образующим с регулировочными губками формирующий и калибрующий зазор. Такое выполнение головки позволяет получать прямоугольные пленочные заготовки равномерной толщины.
На фиг. 1 изображена иредлагаемая головка, боковой разрез; на фиг. 2 - разрез по А-А на фиг. 1.
Головка имеет цельный корпус /, в котором расточены два цилиндрических отверстия 2, оси которых перпендикулярны оси выходящей полимерной заготовки 3. В эти два отверстия вставлены нрофильные расиределители 4, выполненные в виде цилиндров с внитообразной канавкой на поверхности. В корпусе головки имеются раздваивающийся ввод 5 расплава в обе рабочие полости, образованные цилиндрическими отверстиямн корпуса и профильными распределителями, и щелевые ирорезн 6 для выхода расплава из корпуса после его развода и выравнивания скорости,.
Между двумя нделевыми прорезями к торцу
корпуса креиится дори 7, например прямоугольной формы. Рабочая поверхность его на выходе нмеет калибрующую часть, остальная часть может иметь профилированную поверхность для донолщпсльного выравнивания скорости расплава.
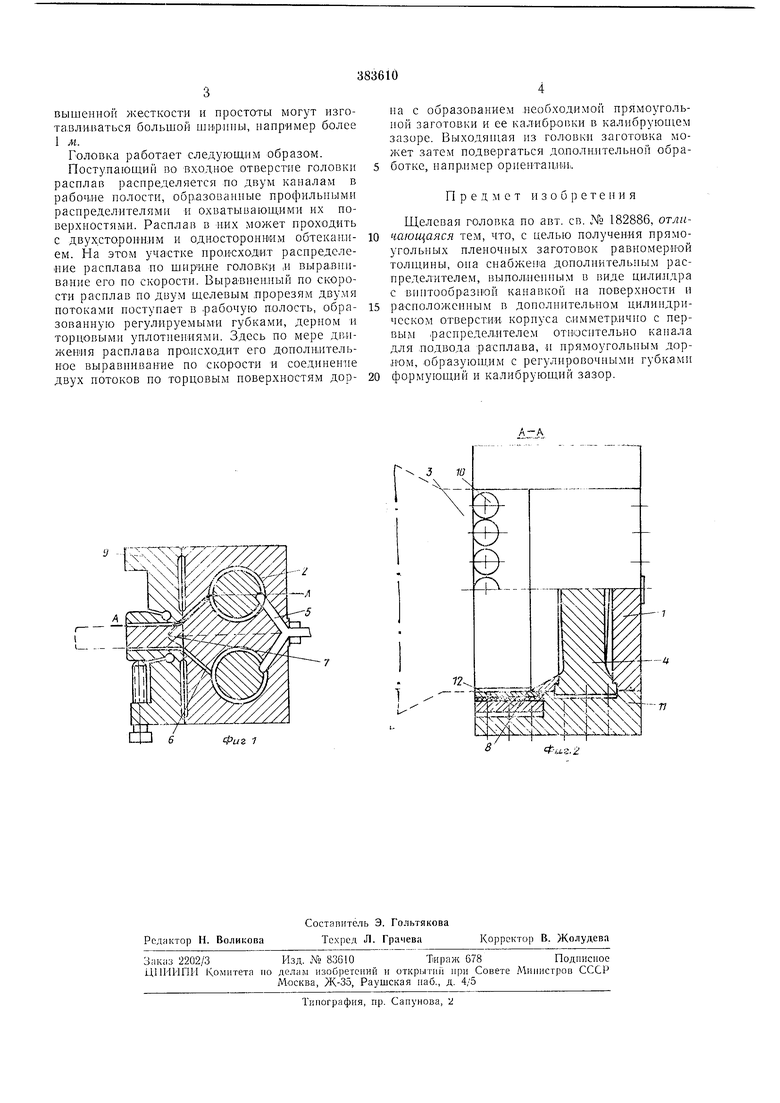
Торцовые новерхности 5 дорна имеют рабочий прО(|уиль, ооесиечнваюнип соедииение обеих плоских потоков расплава. Регулируемые губкн 9, крепян1,иеся также к торцу кориуса,
снабжены болтами 10 для тонкой регулировки выходящс полимерной заготовки.
К корпусу кренятся щеки 11, в которые вставлены снецнальные вкладыщц 12 для торцового уплотнения профильных распределнтелей,.дерна н регулировочных губок. Головка сиабжена агревателям« и датчиками для контроля и регулирования температуры.
Выходная часть головки может соединяться с устройством для подачн раснлава в головку. Головки такой конструкции 1з-за своей но3
вышеиной жесткости и простоты могут изготаБли.ваться большой ширины, например более 1 м.
Головка работает следу1ощ.им образом.
Поступающпй во входное отверстие головки расплав распределяется по двум каналам в рабоч,не полости, обрлзованиые профильными распределителями и охватывающими их иоверхиостями. Расплав в них может проходить с двух:СтароиН:ИМ и одностороиним обтекан.ием. На этом происходит распределение расплава по ширине головки ,и выра,вннваиие его по скорости. Выравнен,иый по скорости расплав по двум ш,елевым лрорезям двумя потоками поступает в .рабочую полость, образованную регулируемыми губками, дерном и торцовыми уилотиен иямп. Здесь по мере движения расплава про.исходит его дополнительное вырав1П1вание по скорости и соединение двух потоков по торцовым поверхностям дориа с образованием иеобходимой прямоугольной заготовки и ее калибровки в калибруюпюм зазоре. Выходяп;ая из головки заготовка может затем подвергаться дополнительной обработке, например ориентап,1И1,.
Предмет изобретения
Щелевая головка по авт. св. .Ng 182886, отличающаяся тем, что, с целью получения прямоугольных пленочных заготовок равномерной толщины, оиа снабжена дополнительным распределителем, выполиенпым в виде цилиндра с винтообразной канавкой на поверхности и расположенным в дополнительном цилиндрическом отверстии, корпуса снмметр.ично с первым .распределителем относительно канала для лодвода расплава, .и нрямоугольпым дорлом, образуюш,им с регулировочными губками формующий и калибрующий зазор.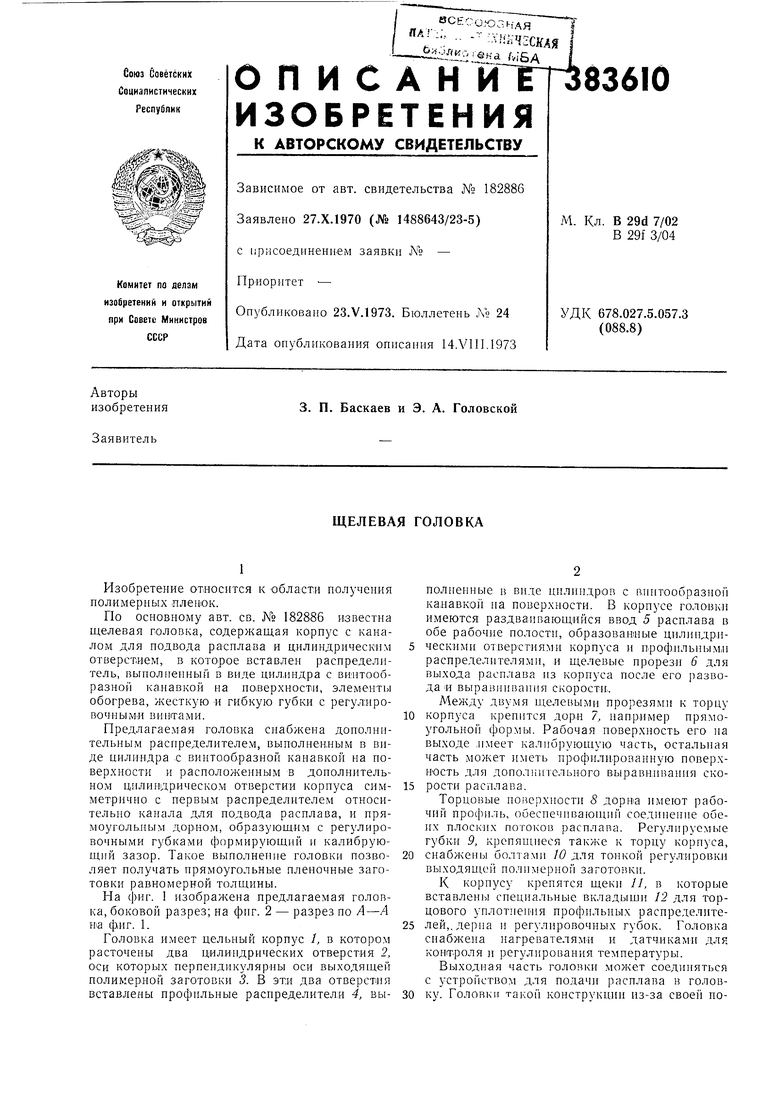
| название | год | авторы | номер документа |
|---|---|---|---|
| ЩЕЛЕВАЯ ГОЛОВКА К ЭКСТРУДЕРУ ДЛЯ ПОЛУЧЕНИЯ ПОЛИМЕРНОЙ ПЛЕНКИ | 1973 |
|
SU398405A1 |
| Формующая угловая головка для изготовления изделий из пластмасс | 1982 |
|
SU1109314A2 |
| Экструзионная кабельная головка | 1987 |
|
SU1407825A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| СТАН ДЛЯ ПРОДОЛЬНОГО РАСКАТЫВАНИЯ ОСЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200071C2 |
| Многоручьевая экструзионная головка для переработки полимерных материалов | 1986 |
|
SU1353640A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ С МЕТАЛЛИЧЕСКИХ ПОЛОС | 1996 |
|
RU2111816C1 |
| Экструзионная двухкамерная головка для изготовления ленточных проводов | 1991 |
|
SU1835559A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ТРУБ С ЦВЕТНЫМИ ПОЛОСАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176596C1 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
-2
Фиг 1
Фи..2
