Изобретение относится к химическому машиностроению, а именно к экструзионным головкам для переработки полимерных материалов.
Цель изобретения - расширение технологических возможностей головки за счет получения листовых заготовок и повышение качества получаемых листовых заготовок путем выравнивания скоростей выхода расплава полимерного материала.
На фиг. 1 изображена многоручьевая экструзионная головка для переработки полимерных материалов, обш,ий вид; на фиг. 2 - сечение А-А на фиг. 1.
Экструзионная головка содержит жестко закрепленный на экструдере i корпус 2. В корпусе 2 выполнены рабочий 3 и питающие 4 и 5 каналы. В корпусе 2 выполнены выходные отверстия 6 и 7 рабочего канала 3. В рабочем канале 3 усталимерного материала через ш,елевые каналы 13 и 14. При этом давление расплава полимерного материала, действуюш,ее на плиты 15 и 16, замыкается на тягах 17 и 18. Благодаря тому, что ширина ш,елевых каналов 11, 12 и 13, 14 равна ширине делителя 8 потока, эпюра скоростей выхода расплава полимерного материала имеет прямоугольную форму, и, как следствие, получаемая листовая заготовка 21 имеет рав- 10 ную ТОЛШ.ИНУ по всей ширине головки. Затем исполнительный механизм (не показан) передвигает плиту 16 вверх, передвигая также плиту 15, связанную с плитой 16 тягами 17 и 18. При этом открываются щелевые каналы 11 и 12 и перекрываются ш,елевые каналы 13 и 14; плита 16 перекрывает выходное отверстие 7 на наружной торцовой поверхности 10 корпуса 2. Вследствие равенства давления расплава полимерного материала в полостях а и б рабо15
новлен с образованием двух отдельных 20 канала 3 передвижение плит 15 и 16
полостей а и б и с возможностью перемещения вдоль его оси делитель 8 потока. Головка содержит формующие элементы. Полости а и б рабочего канала 3 совмещены посредством питающих каналов 4 и 5 соответственно с экструдером 1. Рабочий канал 3 выполнен прямоугольного поперечного сечения. Выходные отверстия его 6 и 7 расположены на противоположных торцовых поверхностях 9 и 10 соответственно корпуса 2. Формующие элементы выполнены в виде размещенных со стороньь выходных отверстий 6 и 7 рабочего канала 3 (полостей а и б соответственно) с образованием щелевых каналов 11, 12 и 13, 14 плит 15 и 16 соответственно. Плиты 15 и 16 связаны между собой тягами 17 и. 18, которыми снабжена головка, и смонтированы с возможностью их совместного перемещения вдоль оси рабочего канала 3 до поочередного покрытия его выходных отверсне требует значительного усилия. Одновременно переключатель 19 переводят в верхнее положение. При этом расплав полимера подается в питающий канал 5, откуда он поступает в полость б рабочего ка25 нала 3 и воздействует на делитель 8 потока, перемещая его в противоположную сторону - вверх. При этом расплав полимерного материала выдавливается через щелевые каналы 11 и 12. Затем цикл повторяется. При необходимости изменения тол30 щины получаемой листовой заготовки 21 отворачивают или заворачивают гайку 20.
Формула изобретения
35Многоручьевая экструзионная головка
для переработки полимерных материалов, содержащая жестко закрепленный на экструдере корпус, выполненный с рабочим и питающими каналами, выходными отверстиями
тий 6 и 7 (его полостей а и б соответственно). Ширина щелевых каналов 11, 40 рабочего канала, установленный в рабочем
канале с образованием двух отдельных полостей и с возможностью перемещения вдоль его оси делитель потока, формующие элементы, причем полости рабочего канала сообщены посредством питающих
12 и 13, 14 равна ширине делителя Ь потока. Головка содержит переключатель 19 для подачи расплава полимерного материала в питающие каналы 4 и 5, систему 19 роликов для подачи на нее получаемых
листовых заготовок и гайки 20 для регули- 45 каналов с экструдером, отличающаяся
тем, что, с целью расширения технологических возможностей головки за счет получения листовых заготовок и повышения качества получаемых листовых заготовок путем выравнивания скоростей выхода рас- Корпус 2 головки жестко крепят на экстру- 50 плава полимерного материала, рабочий карования толщины получаемых листовых заготовок.
Экструзионная головка работает следующим образом.
дере 1. Запускают последний, например, при нижнем положении переключателя 19. Расплав полимерного материала поступает через питающий канал 4 в полость а рабочего канала 3. Щелевые каналы 11 и 12 перекрыты, а щелевые каналы 13 и 14 открыты. Г1од давлением расплава полимерного материала в полости делитель 8 потока перемещается вниз и выдавливает расплав по55
нал выполнен прямоугольного поперечного сечения, выходные отверстия его расположены на противоположных торцовых поверхностях корпуса, а формующие элементы выполнены в виде размещенных со стороны выходных отверстий рабочего канала с образованием щелевых каналов плит, связанных между собой тягами, которыми снабжена головка и смонтированными с возможностью
лимерного материала через ш,елевые каналы 13 и 14. При этом давление расплава полимерного материала, действуюш,ее на плиты 15 и 16, замыкается на тягах 17 и 18. Благодаря тому, что ширина ш,елевых каналов 11, 12 и 13, 14 равна ширине делителя 8 потока, эпюра скоростей выхода расплава полимерного материала имеет прямоугольную форму, и, как следствие, получаемая листовая заготовка 21 имеет рав- 0 ную ТОЛШ.ИНУ по всей ширине головки. Затем исполнительный механизм (не показан) передвигает плиту 16 вверх, передвигая также плиту 15, связанную с плитой 16 тягами 17 и 18. При этом открываются щелевые каналы 11 и 12 и перекрываются ш,елевые каналы 13 и 14; плита 16 перекрывает выходное отверстие 7 на наружной торцовой поверхности 10 корпуса 2. Вследствие равенства давления расплава полимерного материала в полостях а и б рабо5
0 канала 3 передвижение плит 15 и 16
20 канала 3 передвижение плит 15 и 16
не требует значительного усилия. Одновременно переключатель 19 переводят в верхнее положение. При этом расплав полимера подается в питающий канал 5, откуда он поступает в полость б рабочего ка25 нала 3 и воздействует на делитель 8 потока, перемещая его в противоположную сторону - вверх. При этом расплав полимерного материала выдавливается через щелевые каналы 11 и 12. Затем цикл повторяется. При необходимости изменения тол30 щины получаемой листовой заготовки 21 отворачивают или заворачивают гайку 20.
Формула изобретения
35Многоручьевая экструзионная головка
для переработки полимерных материалов, содержащая жестко закрепленный на экструдере корпус, выполненный с рабочим и питающими каналами, выходными отверстиями
40 рабочего канала, установленный в рабочем
5
нал выполнен прямоугольного поперечного сечения, выходные отверстия его расположены на противоположных торцовых поверхностях корпуса, а формующие элементы выполнены в виде размещенных со стороны выходных отверстий рабочего канала с образованием щелевых каналов плит, связанных между собой тягами, которыми снабжена головка и смонтированными с возможностью
1353640
34
их совместного перемещения вдоль оси рабо- выходных отверстий, причем ширина шеле- чего канала до поочередного перекрытия его вых каналов равна ширине делителя потока.
Фиг. 2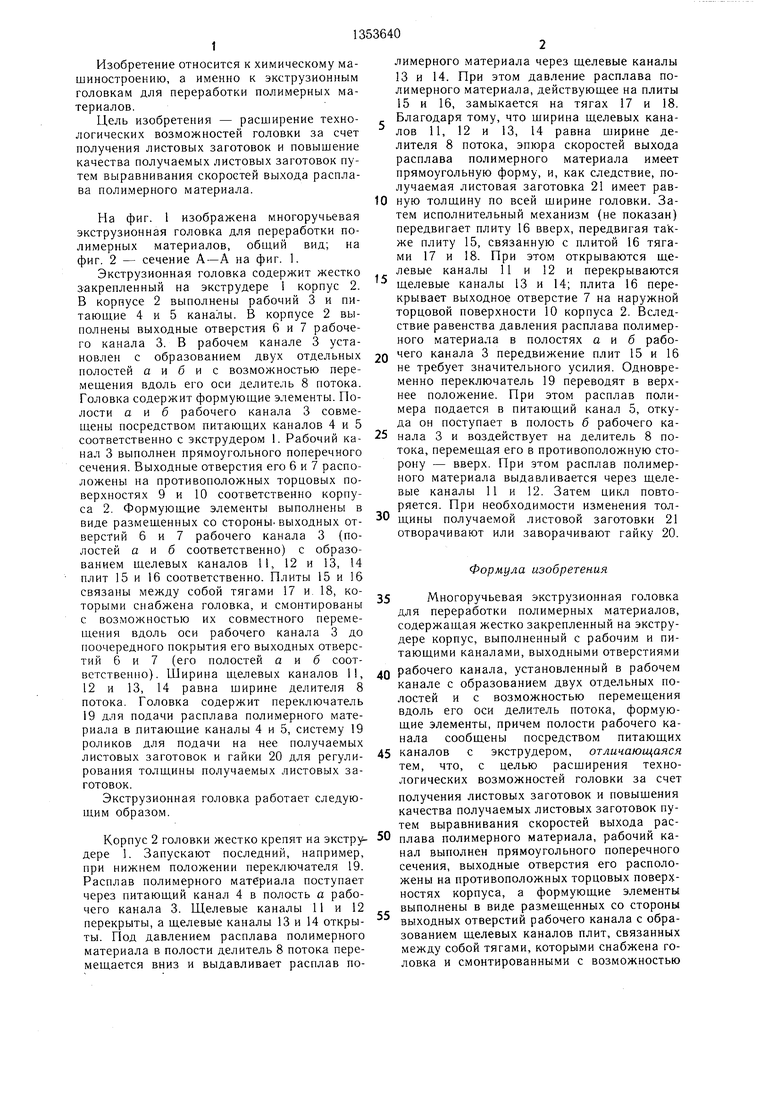
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоручьевая экструзионная головка для переработки полимерных материалов | 1988 |
|
SU1578008A2 |
| Многоручьевая экструзионная головка для переработки полимерных материалов | 1987 |
|
SU1466946A2 |
| Способ производства изделий из полимерных отходов экструзионно-прокатно-формовочным методом и установка для его осуществления | 2021 |
|
RU2782067C2 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
| Экструзионная плоскощелевая головка для изготовления плоских полимерных изделий | 1986 |
|
SU1452695A1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МАТЕРИАЛА ЭЛЕКТРОДА ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА НА НЕПРЕРЫВНУЮ ОСНОВУ | 1993 |
|
RU2047247C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ РИФЛЕНЫХ ЛИСТОВ | 2002 |
|
RU2203184C1 |
| ЩЕЛЕВАЯ ГОЛОВКА | 1973 |
|
SU383610A1 |
| ГОЛОВКА ЭКСТРУЗИОННАЯ | 2019 |
|
RU2705057C1 |
Изобретение относится к химическому машиностроению, а именно к экструзион- ным головкам для переработки полимерных материалов. Цель изобретения - расширение технологических возможностей головки за счет получения листовых заготовок и повышение качества получаемых листовых заготовок путем выравнивания скоростей выхода расплава полимерного мате iриала. Для этого в корпусе головки выполнены рабочий и питающие каналы. В рабочем канале установлен с образованием отдельных полостей и с возможностью пере- меш,ения вдоль его оси делитель потока. В корпусе выполнены выходные отверстия. Они расположены на противоположных торцовых поверхностях корпуса. В выходных отверстиях размеш,ены формуюш.ие элементы, выполненные в виде плит. Последние установлены с возможностью их перемещения одна относительно другой с возможностью перекрытия выходных отверстий и с образованием щелевых каналов. Ширина щелевых каналов равна ширине делителя потока. Запускают экструдер. Расплав полимерного материала поступает через питающий канал в соответствующую полость рабочего канала. Шелевые каналы этой полости закрыты. Шелевые каналы другой полости открыты. В направлении этих открытых щелевых каналов под действием давления расплава полимерного материала и перемещается делитель потока, выдавливая через них расплав. 2 ил. f (Л со ел со О5 э Фиг. 1
| СПОСОБ ЭКСПЛУАТАЦИИ ЦИРКУЛЯЦИОННОГО НАСОСА С ПЕРЕМЕННОЙ СКОРОСТЬЮ, А ТАКЖЕ ЦИРКУЛЯЦИОННЫЙ НАСОС ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2018 |
|
RU2760277C2 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Приспособление для строгания деревянных полов, устраняющее работу на коленях | 1925 |
|
SU1956A1 |
| Многоручьевая экструзионная головка для переработки пластмасс | 1984 |
|
SU1186519A1 |
| Солесос | 1922 |
|
SU29A1 |
