УСТАНОВКА ДЛЯ БЕЗОКИСЛИТЕЛЬНОЙ ТЕРМИЧЕСКОЙ
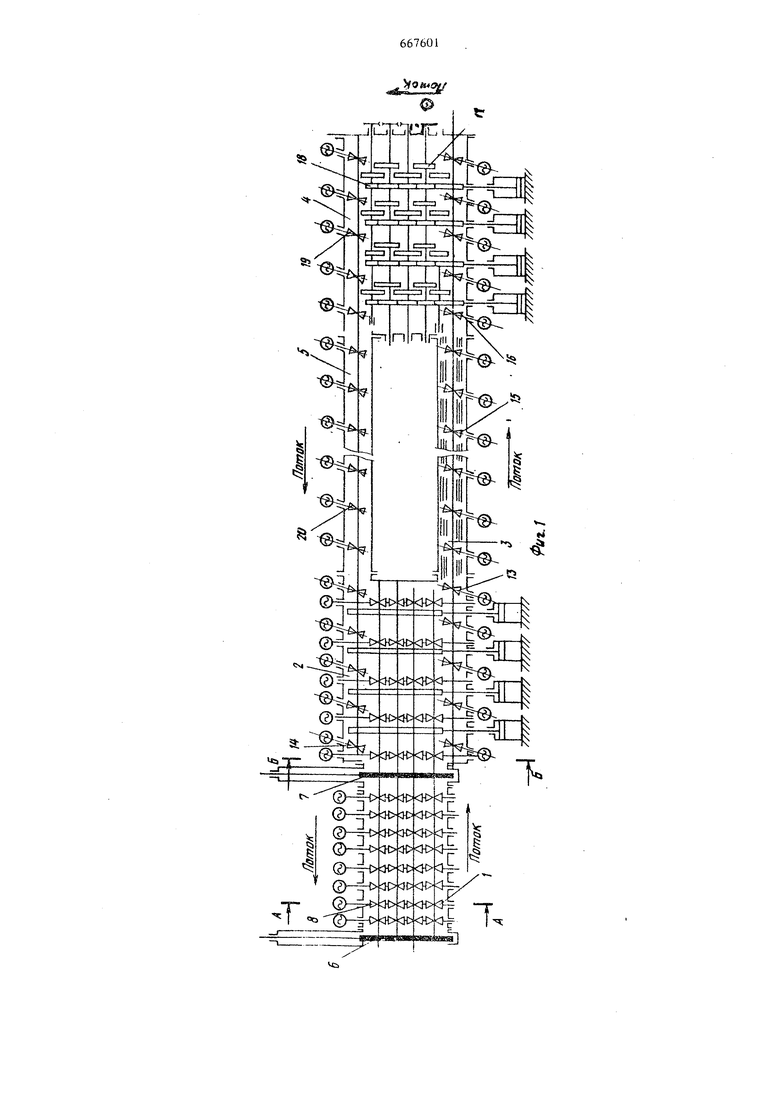
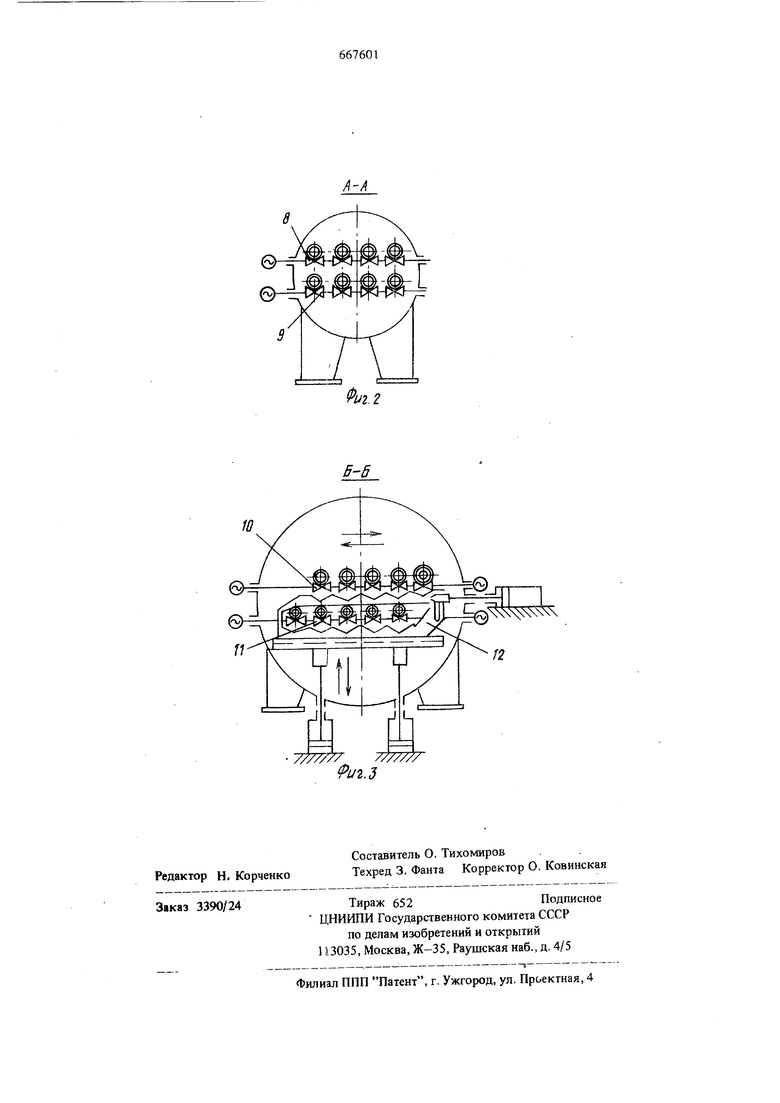
(54) ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ а также многоручьевыми рольгангами верхнего яруса 8 и нижнего яруса 9. Шлюзовая камера I примыкаетк накопителю 2, оборудованному многоручьевыми рольгангами верхнего яруса 10 и нижнего яруса 11, перекладывателем 12 (также двухъярусным), одноручьевым косорасположенным рольгангом 13 для подачи изделий в камеру 3 нагрева, и одноручьевым рольгангом 14 для приема изделий из камеры 5 обратного потока. Рольганг 13 расположен на уровне верхнего яруса 10, а рольганг 14 - на уровне нижнего яруса 11. За накопителем 2 размещены камера 3 нагрева - секционная печь с одноручьевым крсорасположенным рольгангом 15, холодильник 4 с таким же рольгангом 16 для приема изделий после нагрева, многоручьевой приводной колесньш стол 17 с перекладывателем 18 и одноручьевым рольгангом 19 для передачи изделий в камеру 5 обратного потока. Камера 5 установлена между холодильником 4 и накопителем 2 параллельно камере 3 и оборудована наклонным одноручьевьгм косорасположенным рольгангом 20 для передачи изделий в накопитель 2. Установка работает следующим образом. После открытия затвора 6 изделия подаются в ряд на рольганг верхнего яруса 8 щлюзовой камеры 1. Одновременно изделия, прошедшие термичес кую обработку и находящиеся на нижнем ярусе 9, выгружаются из камеры 1. После этого затвор 6 закрьшается, и в камере 1 создаются условия для дальнейшего перемещения изделий на обработку (вакуум или защитная атмосфера). Далее открьшается затвор 7 и изделия с яруса 8 поступают на ярус 10 накопителя 2, а с его яруса 11 обработанные изделия направляют ся на ярус 9 камеры 1, после чего затвор 7 . закрьгаается. Посредством двухъярусного перекладьгоателя 12 изделия с яруса 10 по одному направляются на рольганг 13, а далее перемещаются в камеру 3 нагрева и принимаются с рольганга 14 из камеры 5 обратного потока на ярус 11, Нагретые изделия по рольгангу 16 перемещаются в холодильник 4 и перекладывателем 18 передаются на колесный стол 17, последовательно перемещаясь по нему на рольганг 19 и далее по рольгацгу 20 - на рольганг 14 накопителя 2. Формула изобретения Установка для безокислитепьной термической обработки длинномерных изделий, содержащая последовательно расположенные шлюзовую камеру с многоручьевым-рольгангом, накопитель с многоручьевым рольгангом и перекладывателем, камеру нагрева и холодильник, отличающаяся тем, что, с целью повышения производительности и иадежности работы, она снабжена камерой обратного потока, располо женной параллельно камере нагрева между накопителем и холодильником, и вьшолнена с уклоном в сторону щлюзовой камеры, а многоручьевые рольганги , и перекладьшатель размещены в два яруса, при этом многоручьевой рольганг накопителя соединен в верхнем ярусе с камерой нагрева, а в нижнем - с камерой обратного потока. Источники информацш у принятые во внимание при зкспертизе 1.Электротермическое оборудование, справочник под ред. А. П- Альтгаузена. М., Энергия,1967, с. 368. 2.Авторское свидетельство № 383751, кл. С 21 D 9/08, 1971.
©--у1 К (2 -yt CH H |-p©-i iH at }t ci0- ч cjt Ф 3{ 4px
- --L. ::jfc H s3 -у
4фф-& -г
ST ь
X I
8
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНАЯ ПРОХОДНАЯ ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1973 |
|
SU383751A1 |
| Проходная печь с рольганговым подом | 1972 |
|
SU438719A1 |
| Поточная линия обработки холоднодеформированных труб | 1982 |
|
SU1135783A1 |
| Автоматическая поточная линия для изготовления колес | 1972 |
|
SU440241A1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
| Проходная печь с роликовым подом | 1984 |
|
SU1216606A2 |
| УСТРОЙСТВО для ПЕРЕГРУЗКИ ФОРМОДЕРЖАТЕЛЕЙ | 1969 |
|
SU233883A1 |
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU941187A1 |
| Сортировочная машина | 1973 |
|
SU483101A1 |
| ПРОПАРОЧНАЯ КАМЕРА | 1969 |
|
SU237651A1 |
W
/////// ///////
5-6 иг.З
