1
Изобретение относнпгся к области абразивной обработки деталей с применением приборов активного контроля.
Известен способ корректировки уровня предварительной настройки команды прибора активного контроля размеров деталей, при котором в характеристику устройства вводят два дополнительных неизменяемых в процессе обработки уровня корректировки, устанавливают контролируемую величину изменения размера обрабатываемой детали - изменение сигнала датчика и в зависимости от времени -перехода сигнала с одного уровня корректировки на другой подают различный по величине сигнал на исполнительное реле, смещающее уровень срабатывании в ту или другую сторону.
Предлагаемый способ отличается от известного тем, что момент выдачи команды прибора активного контроля корректируют прямо .пропорционально величин изменения размера детали за определенйьш, заранее заданный промежуток epeMeifH.
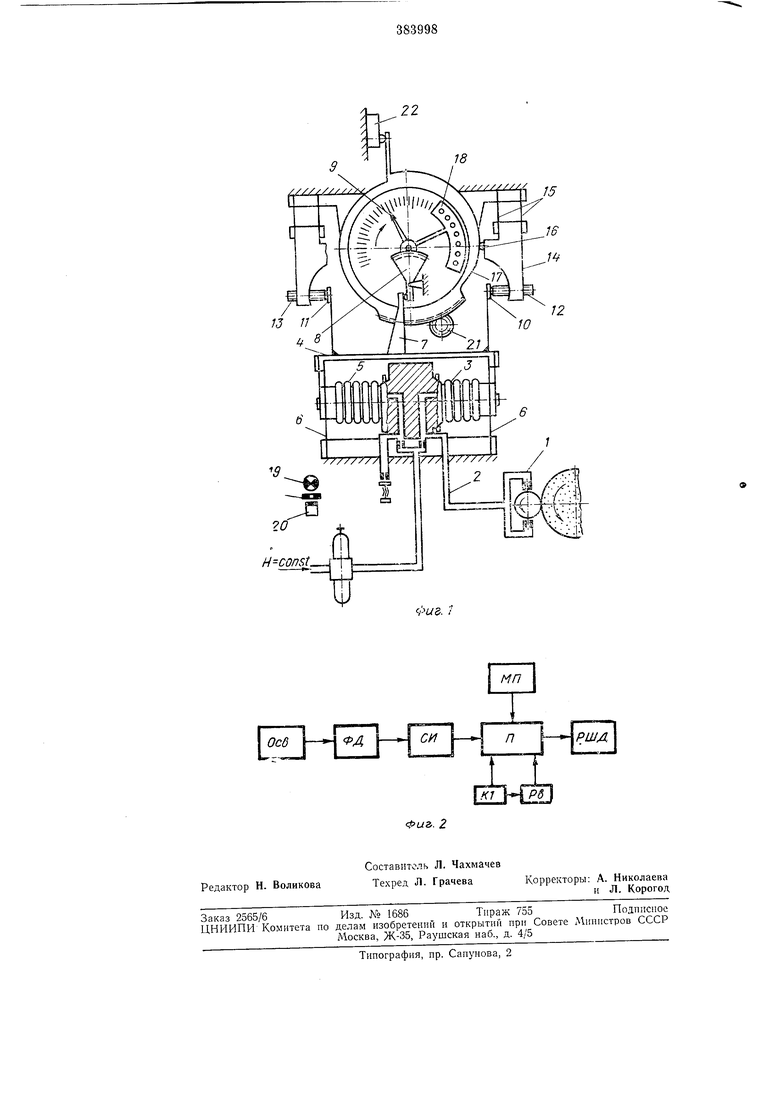
На фиг. 1 показано устройство, при помощи которого может реализоваться предлагаемый способ; на фиг. 2 - блок-схема этого устройства.
Пневматический прибор 1 активного контроля при помощи трубопровода 2 соединен с измерительным сильфоном 3 отсчетно-командного устройства. Каретка 4 и естко связана с сильфонами 5 и 5 и закреплена на плоских пружинах 6, образующих пружинный .параллелограмм. Каретка при помощи поводка 7
приводит во вращенме сектор 8, передающий движение на стрелку 9, которая перемещается относительно шкалы. На каретке закреплены подвижные контакты 10 и //, при замыкании или размыкании которых с неподвижными регулируемыми контактами 12 и 13 выдаются команды управлен1И Я циклом обработки. Контакт 12 закреплен в детали 14, которая подвеидена на пружинном параллелограмме 15 и своей опорой 16 контактирует с
поверхностью кулака 17, образующая которого выполнена в виде архимедовой спирали. Поворотом кулака 17 производится регулировка положения контакта 12 и, соответственно, регулировка момента выдачи команды.
На одной оси со стрелкой закреплен сектор 18 с oтвepcтия iи. С одной стороны сектора расположен осветитель 19 с лампой накали вания, с другой стороны закреплен фотодиод 20. С зубчатой передачей кулака 17 входит в
зацепление шестерня 21, закрепленная на валу реверсивного щагового двигателя. Поворот кулака ограничен микропереключателем МП 22. На фпг. 2 показаны счетчик импульсов СИ,
преобразователь П и реле времени РЬ Корректировка осуществляется следующим образом. В .процессе обработки, по мере изменения размера детали стрелка 9 перемещается относительно шкалы. Сектор 18, закрепленный на одной оси со стрелкой, перемещается между осветителем 19 и фотодиодом 20. Счетчик импульсов СИ выдает сигналы при прохождении света от осветителя через отверстия сектора на фотодиод. При подходе к заранее заданному, выбранно му при настройке уровню, срабатывает один из контактов прибора К1 (на чертеже не показав), включается преобразователь и за.пускается реле времени (РЬ). Преобразователь усиливает снгвалы, лоступаемые со счетчика импульсов и, преобразуя их в напряжение питания, подает на реверсивный шаговый двигатель (РШД). Каждому им.пульсу, поступившему после ерабатывания контакта К1, соответствует поворот вала двигателя и, соответственло, шестерни 21 и кулака 17 на определенный угол. Поворот кулака продолжается до того момента, пока реле времени не выдаст команды на окончание коррекции. Реле времени настроено на постоянный промежуток времени, задаваемый при регулировке системы и остающийся неизменным в процессе обработки .партии изделий. Б результате проведенной .коррекции положение кулака 17 и, соответственно, контакта 12, определяющее уровень срабатывания команды, будет выставлено в соответствии с числом импульсов, зафиксированных счетчиком импульсов за время от момента срабатывания контакта Ш до срабатывания реле времена. Число импульсов, зафиксированных за один и тот же постоянный .промежуток времени, зависит от скорости изменения размера в процессе обработки, которая определяется фактической величииой подачи, Таким образом, при большей подаче (при бОЛьшей скорости изменения размера) .корректировка уровня срабатывания команды будет произведена на большую величину, при меньшей подаче - на меньш.ую величину. Корректировка осуществляется одновременио со счетом импульсов. После прекращения обработки производится возврат системы в исходное положение до срабатывания микропереключателя, Предмет изобретения Способ корректировки уровня предварительной настройки команды прибора активного контроля размеров деталей, отличающийся тем, что, с целью упрощения процесса корректировки, момент 1выдачи команды корректируют прямо про.порционально 1величине изменения размера детали за определениый, заранее заданный промежуток времен.
15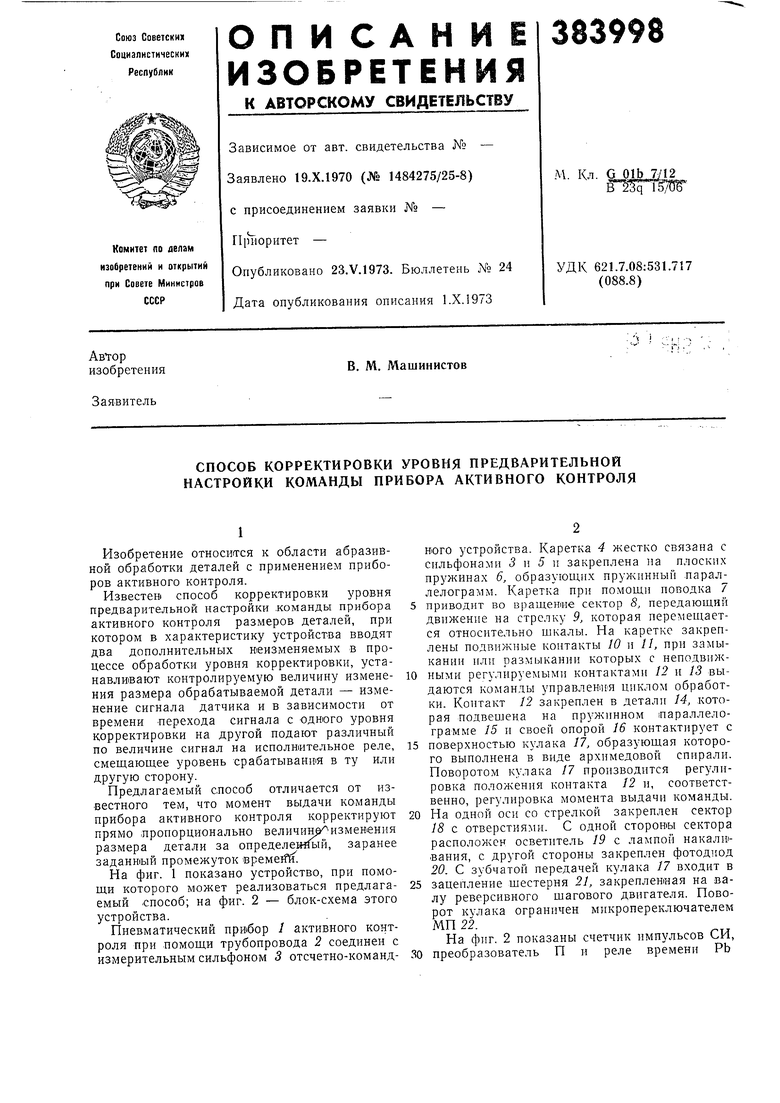
| название | год | авторы | номер документа |
|---|---|---|---|
| Электроэрозионный прошивочный станок | 1968 |
|
SU245229A1 |
| Пневматическое отсчетно-командное устройство для приборов активного контроля | 1972 |
|
SU476150A1 |
| Шрифтолитейная машина для отливки литер из пластмассы | 1970 |
|
SU322037A1 |
| Способ определения стандартизированных показателей неоднородности просвета бумаги | 1990 |
|
SU1794247A3 |
| САМОНл\СТРАИВАЮ1ЦЕЕСЯ УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ | 1971 |
|
SU419716A1 |
| Фрезерная головка | 1981 |
|
SU990436A1 |
| Адаптивная система для активного контроля размеров деталей | 1981 |
|
SU998091A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ | 1970 |
|
SU288589A1 |
| Фотоэлектрическое устройство для дистанционной регистрации веса | 1976 |
|
SU857727A1 |
| АВТОМАТ ДЛЯ ПЕЧАТАНИЯ НА БУМАЖНОЙ ЛЕНТЕ И ВЫДАЧИ БИЛЕТОВ РАЗЛИЧНЫХ ВИДОВ И СТОИМОСТИ | 1970 |
|
SU276554A1 |