1
Изобретение относнтся к машиностроению и может быть использовано в приборах активного контроля размеров деталей при врезном шлифовании.
Известны пневматические отсчетно-командпые устройства для приборов активного контроля размеров деталей при врезном шлифовании, на подвижной каретке которого установлен пневмоэлектроконтактный преобразователь с упругими элементами, подвижные электрические коитакты, плавающий штифт с электроконтажтом и механизм отсчета, а на корпусе - неподвижный и подвижный упоры.
Однако известные устройства не устраняют погрешности, обусловленной колебаниями скорости съема припуска.
Цель изобретеиия - повышение точности обработки.
Это достигается тем, что предлагаемое устройство для приборов а ктивного контроля размеров деталей при врезном шлифовании снабжено двуплечим рычагом, ось поворота которого расположена на подвижной каретке, один конец рычага постоянно связан с плавающим штифтом, а второй расположен между закрепленными на ,корцусе неподвижным н подвижным упорами, реле времени, управляющим отводом подвижного упора по истечеиии заданного промежутка временн, отсчитываемого от момента срабатывания одного пз
контактов устройства и обеспечивающим фиксацию промежутка времени, в течение которого происходит перемещение плавающего штифта на величину, прямопропорцнональную
скорости перемещения каретки.
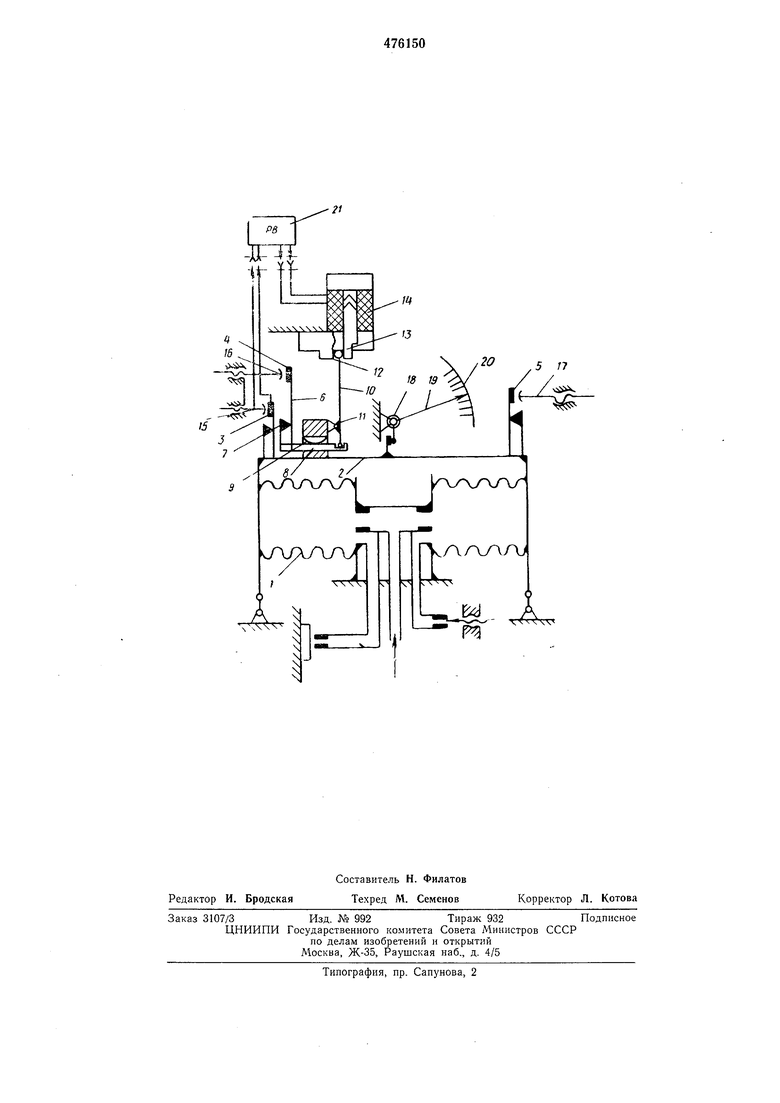
На чертеже показа) один из вариантов выполнения устройства.
Устройство содержит пневмоэлектроконтактный преобразователь с подвижными унругими элементами в виде сильфонов 1, каретку 2, связываюн ую сильфоны. и несущие подвижные контакты 3, 4, 5, закрснлен 1ые па пружинных подвесках 6, перемещение которых ограннчивается упорами 7. На каретке
закреплен плавающий штифт 8, положение которого в свободном состоянии фиксируется фрикнионом 9. Одна CTopoiia штифта )есет коитакт 4, другая связана с двуплечим рычагом 10, ось вращения II которого заКренлеиа
на каретке, а верхний конец неремещастся между неподвижным упором 12 н подвижным упором 13, который может отводиться при включеиии электромагнита 14. Устройство выдает комаиды в момент размыкання - замыкания подвижных контактов 3, 4, 5 с регулируемыми контактами 15, 16, 17, закренленными на корп}хе устройства. Предварительная команда в схему управления станка выдается в момент размыкания контактов 4, 16, окоичательная команда на прекращение обработки - в момент замыкания контактов 5, 17. Отсчет показаний осуществляется с помощью стрелочного механизма 18 и стрелки 19, перемещающейся относительно щкалы 20.
Устройство содержит также реле времени 21 (РВ), которое обеспечивает включение электромагнита 14 и, соответственно, отвод упора 13 по истечении заданного промежутка времени Аг, отсчитываемого с момента размыкания контактов 3, 15.
Фиксированный промежуток времени Л определяет соотнощение между скоростью съема припуска и необходимой величиной корректировки уровня срабатывания команды и устанавливается при настройке системы.
Устройство работает следующим образом.
В начале цикла шлифования, когда припуск на обработку велик, каретка с сильфонами находится в крайнем левом положении. Контакты 3, 15 замкнуты. Рычаг 10, опираясь о неподвижный упор 12, смещает плавающий щтифт 8 в крайнее, левое положение. По мере съема припуска сильфоны вместе с кареткой перемещаются вправо. В момент касания верхнего рычага 10 упора 13 начинается перемещение штифта 8 относительно каретки. Перемещение щтифта относительно каретки будет тем больше, чем больше передаточное отношение двуплечего рычага 10. При размыкании контактов 3,15 включается реле времени 21 и начинается отсчет заданного промежутка времени А/, по истечении которого электромагнит 14 выведет из зацепления с рычагом 10 упор 13. Штифт 8 будет двигаться вместе с кареткой, не перемещаясь относительно нее. Фрикцион 9 исключит возможность перемещения штифта под воздействием усилия, создаваемого подвески 6. Так как промежуток времени, фиксируемый с помощью РВ, задается постоянным при обработке всей партии деталей, то величина перемещения щтифта 8 относительно каретки с момента срабатывания контактов 3,15 до отвода упора 13 будет пропорциональна скорости, с какой перемещалась каретка, т. е. пропорциональная скорости съема припуска. К моменту размыкания контактов 4,16 их положение будет скорректировано на величину, прямо пропорциональную скорости съема нрипуска.
При весьма малой скорости съема припуска перемещение щтифта за время At незначительно и его смещение относительно каретки, отсчитываемое с момента размыкания контактов 3,15 невелико. Размыкание контактов 4,16 и, соответственно, выдача команды на станок произойдет непосредственно перед моментом срабатывания контактов конечной команды 5,17. Если скорость съема припуска и, соответственно, скорость перемещения каретки велика, то за время At смещение щтифта 8 и опережение момента срабатывания контактов 4,16 но отнощению к моменту срабатывания контактов конечной команды 5,17 будет большим. Если корректируемая команда используется
для выключения подачи и для включения режима выхаживания, то опережение момента срабатывания команды и припуск на выхаживание будут тем больщими, чем больще величина скорости съема припуска. Тем самым
будет обеспечена высокая точность обработки
в результате стабилизации скорости съема
припуска в момент выдачн конечной команды
на прекращение обработки.
После выдачи конечной команды упор 13
удерживается в верхнем положении до начала следующего цикла обработки, обеспечивая возможность возврата рычага 10 в исходное положение, при набросе измерительной скобы на деталь с припуском. При этом каретка пойдет влево и рычаг 10, опираясь на неподвижный упор 12, переместит щтифт 8 в исходное положение, замкнув при этом контакты 4,16. При замыкании контактов 3,15 будет получен сигнал, который используется для выключения электромагнита 14. Схема вернется в исходное состояние.
Фиксация плавающего щтифта после отвода упора 13 осуществляется с помощью фрикциона. Точность корректировки может быть
несколько увеличена в случае применения электромагнитного фиксатора, обеспечивающего торможение штифта после срабатывания РВ и отвода упора 13.
-Предмет изобретения
Пневматическое отсчетно-командное устройство для нриборов активного контроля размеров деталей при врезном шлифовании, на подвил ной каретке которого установлен пневмоэлектроконтактный преобразователь с упругими элементами, подвижные электрические контакты, плавающий щтифт с электроконтактом и механизм отсчета, а на корпусе - неподвижный и подвижный упоры, отличающеес я тем, что, с целью повыщения точности обработки, оно снабжено двуплечим рычагом, ось поворота которого расположена на подвижной каретке, один конец рычага соединен с плавающим щтифтом, а второй расположен между неподвижным упором и подвижным, управляемым по сигналу введенного реле времени.
т
71 V /X//
/VX/VA/
;ччЛ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа | 1974 |
|
SU521124A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО КРУГЛОГО ВРЕЗНОГО НАРУЖНОГО ШЛИФОВАНИЯ НА ЭТАПЕ ВЫХАЖИВАНИЯ | 2008 |
|
RU2377112C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО КРУГЛОГО ВРЕЗНОГО НАРУЖНОГО ШЛИФОВАНИЯ | 2008 |
|
RU2377113C1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| Система управления шлифованием | 1979 |
|
SU818839A1 |
| Прибор активного контроля | 1973 |
|
SU479614A1 |
| Способ коррекции программы шлифования | 1978 |
|
SU930259A1 |
| Самонастраивающееся устройство для автоматического контроля размеров деталей при врезном шлифовании | 1980 |
|
SU931435A1 |
| Система управления металлорежущим станком | 1985 |
|
SU1315237A1 |