; , «,.,Изобретение относится к области металлургии, а именно к непрерывной разливке металлов.
Известно устройство для получения тонких металлических лент и листов непосредственно из жидкого металла/ включающее заливочное устройство, разливочное устройство, узел валков кристаллизаторов, лентосъемник, барабанные летучие ножницы, транспортер, листоукладчик с подпрессовочным устройством и намоточную машину. При ис пользовании такого устройства невозможно получить ленты в рулонах и листы в пакетах без переналадки устрой- ства.
Согласно изобретению барабан с приводом намоточной машины выполнен с возможностью установки в вертикальное и горизонтальное положение, а транспортер состоит из двух поворотных частей.
Это позволяет получать ленты в рулонах и листы в пакетах без переналадки устройства.
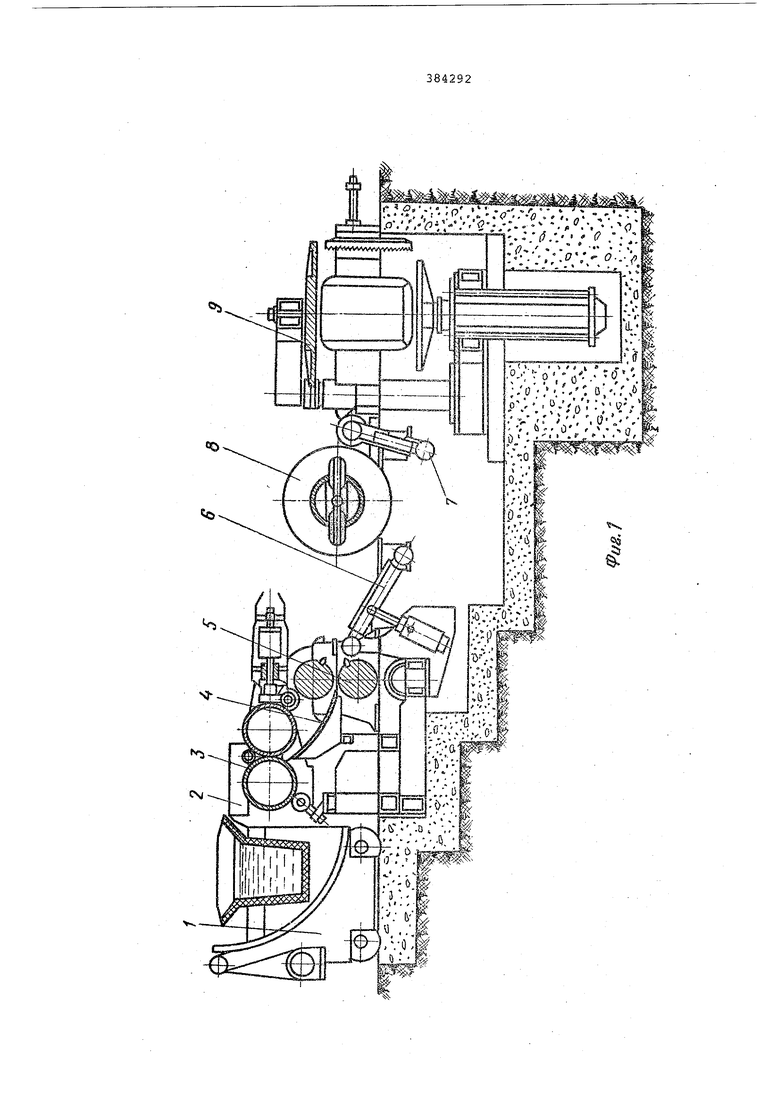
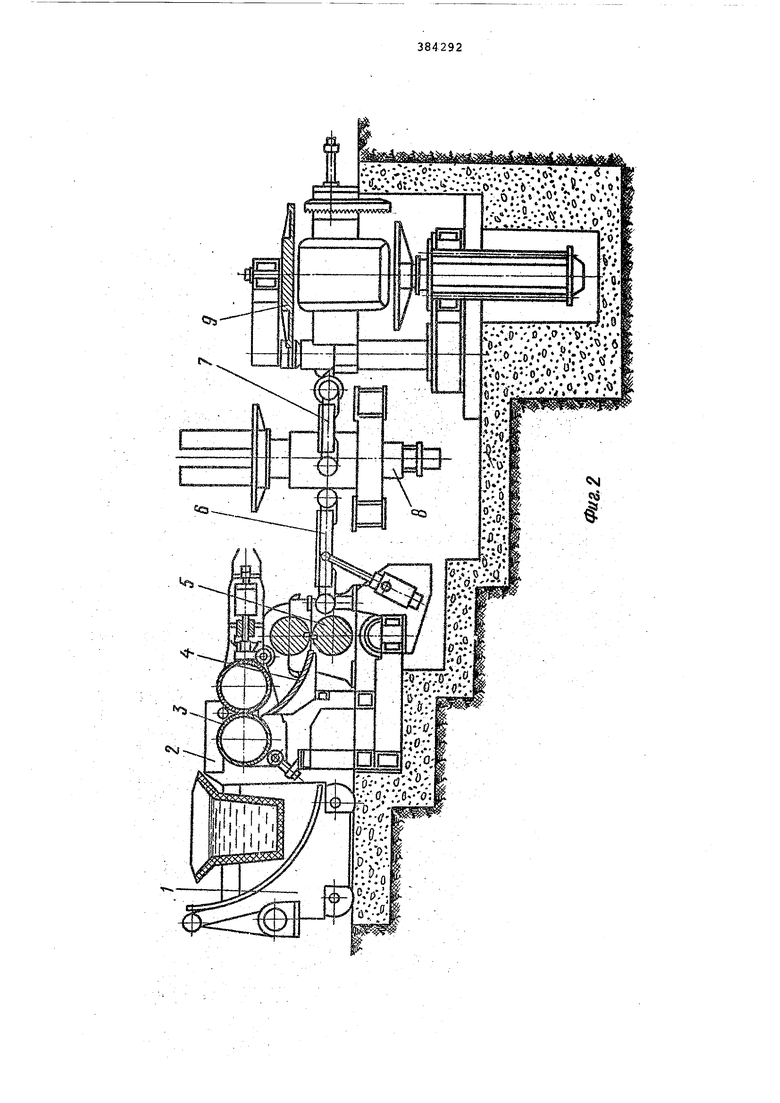
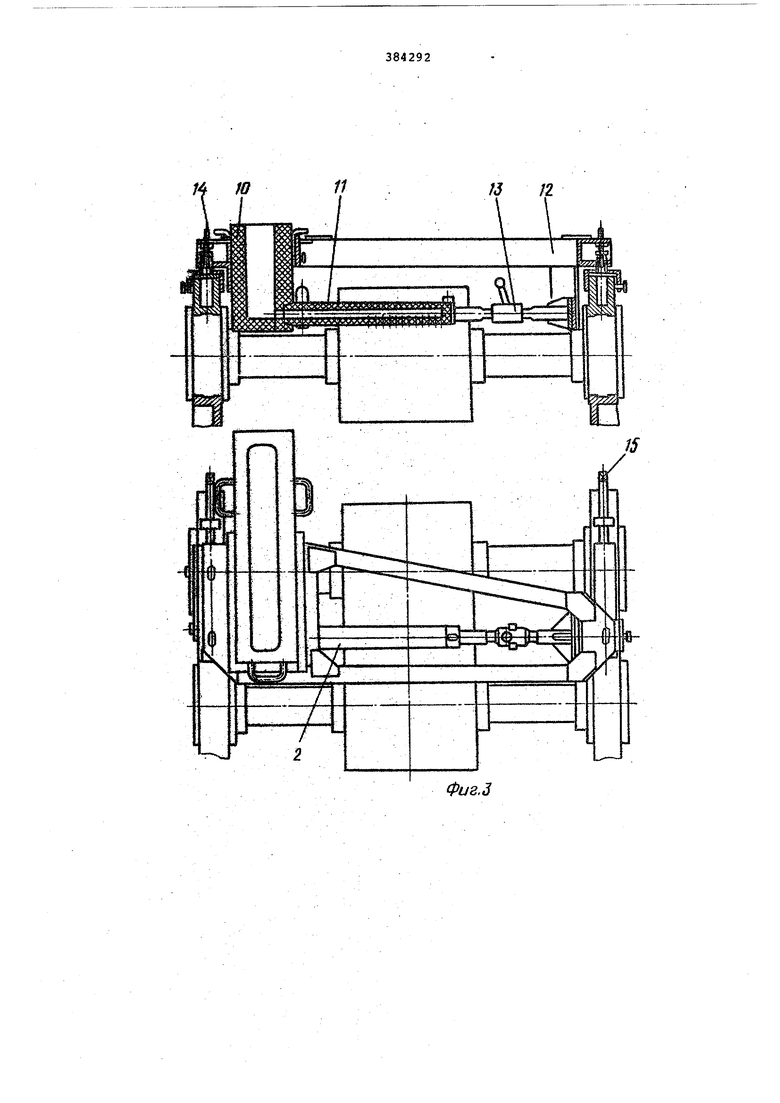
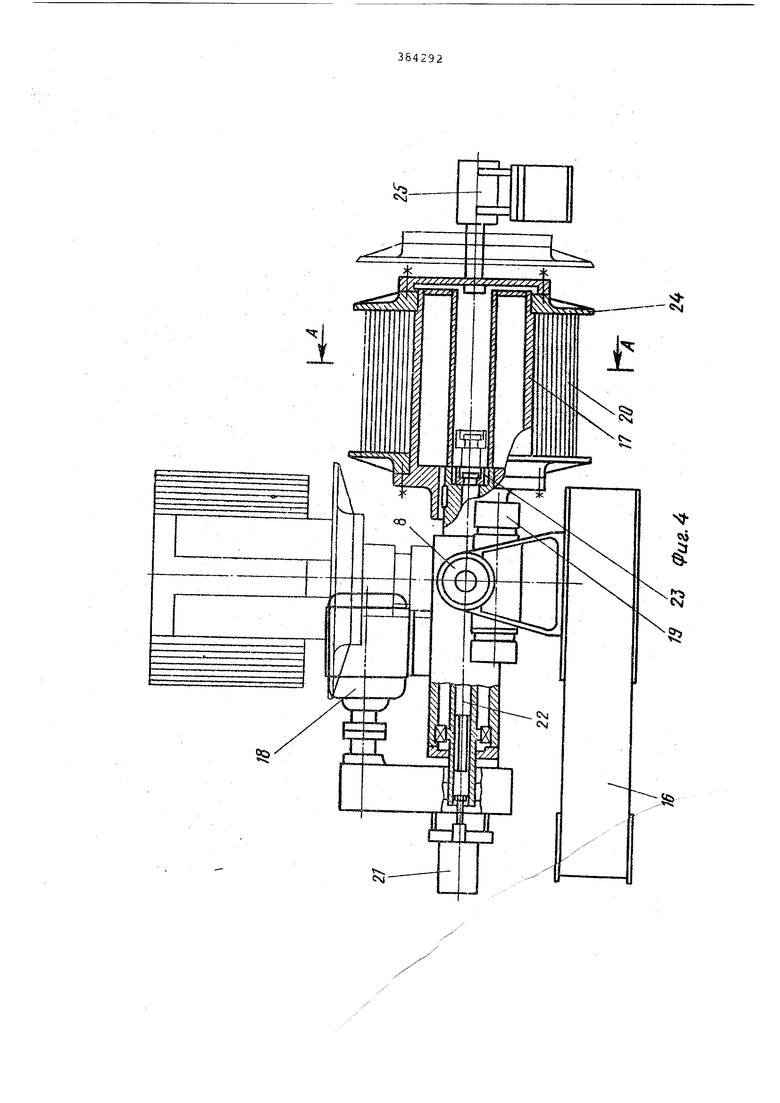
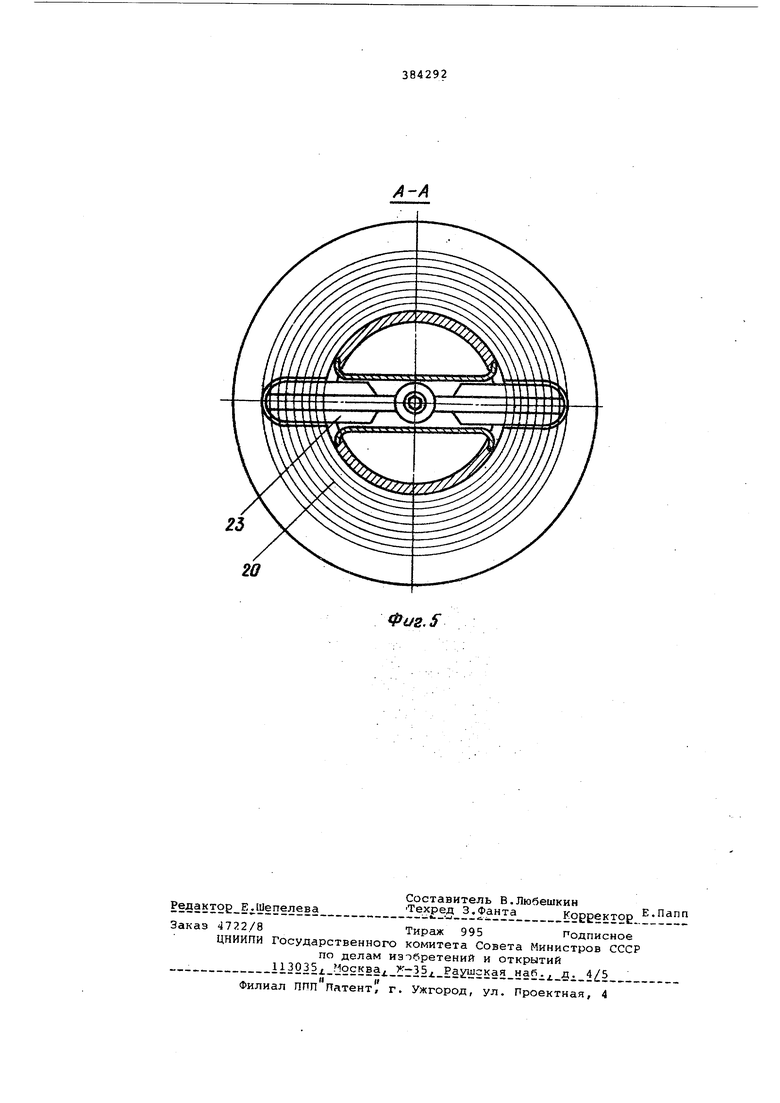
На фиг. 1 показано устройство с наладкой на получение ленты в рулонах разрез; на фиг, 2 - устройство с наладкой на получение листов в пакетах разрез; на фиг, 3 - разливочное устройство; на фиг, 4 - намоточная машиjja, обЫий вид; на фиг. 5 - разрез по А-А на фиг. 4,
Устройство состоит из заливочной машины 1, разливочного устройства 2, узла формирования 3 с лентосъемником 4, ножниц 5 для нарезки ленты и листов заданной длины, транспортеров с частями 6 и 7, намоточной машины 8, листоукладчика с подпрессовочным уст -ройством 9,
Разливочное устройство 2 состоит из приемной чаши 10 и металлопровода 11, смонтированных на специальной раме 12. Металлопровод 11 прижимным механизмом 13 прижат одним концом к чаше 10.
Рама 12 устанавливается на станине узла формирования 3. С помощью регулировочных устройств 14 фиксируется положение металлопровода 11 относительно валков -кристаллизаторов в горизонтальном положении, а с помощью регулировочного устройства 15-3 вертикальном положении.
Намоточная машина 8 состоит из неподвижного основания 16, на котором смонтирован барабан 17 с приводом 18 вращения и приводом 19 поворота. Для подъема рулона 20 на машине имеется гидроцилнндр 21, соединенный холкателем 22 с поперечиной 23, перемещающейся по прорези барабана 17, Дл поддержания конца барабана в процессе намотки и направления ленты служит подвижный диск 24 с приводом 25. Агрегат работает следующим йбразом При получении ленты ковш заливочной машины 1 с металлом находится в нижнем положении; валки --кристаллизаторы узла формирования 3 прижаты друг к другу и вращаются; ножницы 5 остановлены и находятся в положении с раз веденными ножалзи; часть б транспортера поднята, а часть 7 транспортера опущена;.барабан 17 намоточной мшонны 8 повернут в горизонтальное положение, диск 24 заведен на барабан; листоукладчик с подпрессовочным устройством отключе.н. При кантовке ковша заливочной машины 1 жидкий металл поступает в разливочное устройство 2 и распределяетг , ся в межвалковом пространстве. На охлаждаемых валках , узла формирования 3 металл кристаллизуется в виде ленты, которая по лентосъемнику 4 через зазор ме;аду оправками ножниц 5 по транспортеру попадает в зев барабана 17 намоточной машины 8. Далее транспортер опускается для создания компенсационной петли, и производится намотка ленты на барабан,. Привод 25 намоточной машина 8 отводит подвижный диск : 24, а привод 19 поворота кантует рулон 20 в зерхикальное положение. Гидроцилиндр 21 через толкатель 22 и поперечины 23 поднимает рулон, после чего с помощью цехоЕых транспортных устройств рулон снимается с барабана 17. После этого все механизьо приводятся в исходное положение. При получении листов исходное положение механизмов устройства то же, что и при получении ленты, за исключением того, что: ножницы 5 вращаются; часть 7 транспортера поднята; барабан 17 намоточной машины 8 повернут в вертикальное положение; листоукдадчик с подпрессовочным устройством 9 включен, В процессе формирования лента по лентосъемнику 4 ; попадает в ножницы 5, где режется на мерные листы. Листы по транспортеру поступают с подпрессовочным устройством 9, где укладглваются в пакет. ПО окончании разливки ковша все механизмы приводятся в исходное положение, Формула изобретения Устройство для непрерывного получения тонких металлических лент и листов непосредственно из жидкого металла, включающее заливочное устройство, разливочное устройство, узел валков - кристаллизаторов, лентосъемник, барабанные Летучие ножницы, транспортер-листоукладчик с подпрессовочным устройством и HaMOTO4Hjm) машину, о т л и ч а ю ia в е с я тем, что с целью получения как лент в рулонах, так и листов в пакетах без тгереналадки устройства, барабан с приводом наоточной машины выполнен с возможностью установки в вертикальное и гоизонтальное положение, а транспортер состоит из двух повсчротных частей.
::f :V-:Р:..-:л/ь
i:ii±iii::ife,. ;V
.t-...
:.::;....
, «
O--To Я . о .-..
VV :/o:,/:
л f t ffiiii
°- h Л
, b-O
I , 1 . у
- ;
:° i
«
g $
Э5
tV
W
/J /2
Фиг.З
25
20
Фиг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВЫХ ЗАГОТОВОК | 1970 |
|
SU282616A1 |
| Способ непрерывного литья заготовок и устройство для его осуществления | 1989 |
|
SU1813025A3 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНОЛИТОГО КРОВЕЛЬНОГО ЧУГУННОГО ЛИСТА, ШИХТА И ЧУГУН ДЛЯ НЕПРЕРЫВНОЛИТОГО КРОВЕЛЬНОГО ЛИСТА, КРОВЕЛЬНЫЙ ЛИСТ, ВЫПОЛНЕННЫЙ ИЗ НЕПРЕРЫВНОЛИТОГО ЧУГУНА (ЕГО ВАРИАНТ) И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОГО КРОВЕЛЬНОГО ЛИСТА | 1999 |
|
RU2156826C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Устройство для получения металлических лент | 1971 |
|
SU386541A1 |
| Линия для поперечной и продольной резки | 1988 |
|
SU1606268A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1995 |
|
RU2108891C1 |