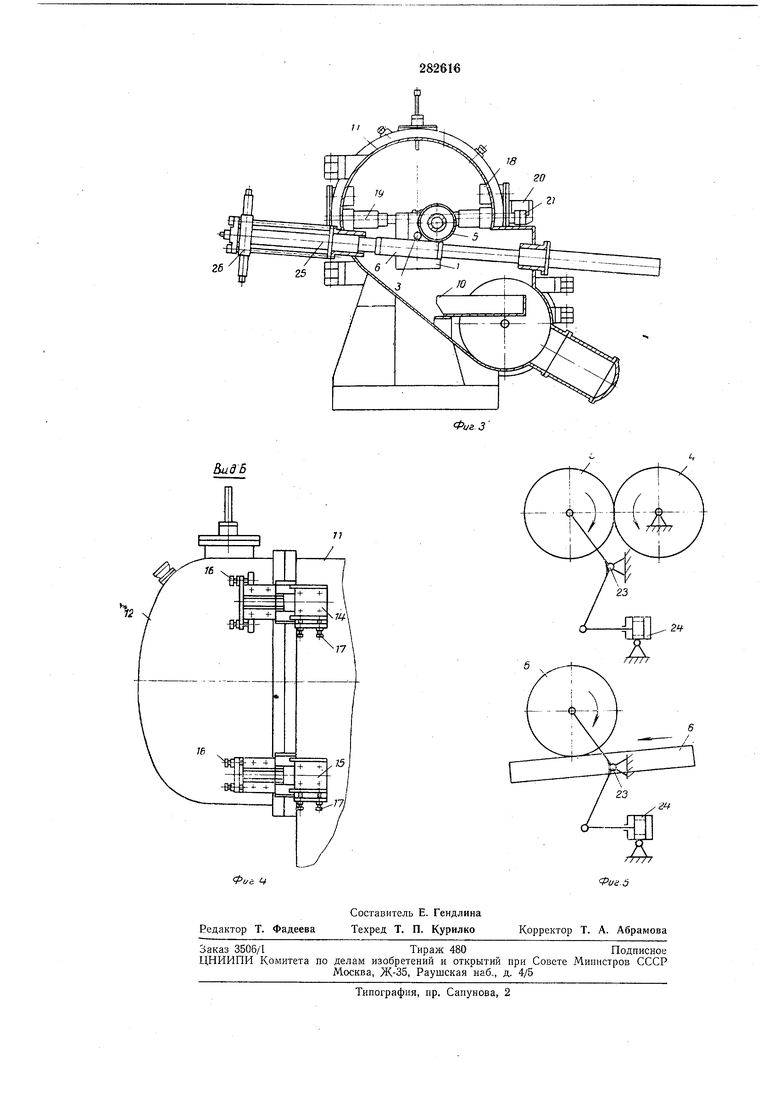
Изобретение относится к области металлургии и касается литья листовых заготовок в -вакууме или в среде инертного газа. Известны установки для производства листовых заготовок, содержащие герметичную камеру, в которой расположены плавильная печь, подвилсные кристаллизаторы с неприводным валком и механизмом его прижима, щетки и ножницы. Однако заготовки, полученные в виде слитков, обладают литейными дефектами, например осевой пористостью, химической неоднородностью, свойственными литью в обычной среде. Целью настоящего изобретения является обеспечение надежности в процессе эксплуатации установки. Это достигается тем, что подшипниковые узлы кристаллизаторов, щеток, ножниц, механизма поворота плавильной печи, а также ось вращения коромысла, на одном конце которого закреплен неприьодной валок-кристаллизатор, расположены вне камеры. Для регулирования уровня падения струи (необходимого при отливке на установке толсто- и тонколистовых заготовок) на крыщке герметичной камеры выполнены на различной высоте две пары опор для установки плавильной печи, связанной через рычаг с гидроприводом. Для точного сочленения крыщки герметичной камеры с установленными на ней плавильной нечью и механизмом поворота печи с корпусом камеры крышка установлена с возможностью перемещения в двух взаимно перпендикулярных направлениях с помощью регулировочных винтов. На фиг. 1 представлена установка для получения тонколистовой заготовки, продольный разрез; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - установка для получения толстолистовой заготовки, продоль ый разрез; на фиг. 4 - вид по стрелке Б на фиг. 1; на фиг. 5 - кинематическая схема прижима неприводного валка-.кристаллизатора. Установка имеет плавильную печь /, лромежуточную чашу 2, питатель 3, подвижные валки-кристаллизаторы 4, 5 и кокиль 6, лентосъемник 7, 8, щетки 9 и листоукладчик 10. Технологическое оборудование установки расположено в герметичной охлаждаемой камере, состоящей из корнуса // и двух поворотных крыщек 12 и 13. Крышка 12 кренится к корпусу 11 на поворотных нетлях М и 15, выполненных на подщипниках качения. В кронштейнах петель 14 и /5 имеются пазы в двух взаимно перпендикулярных направлениях. С помощью винтов 16 устраняется зазор
между крышкой 12 и корпусом //. Винты 17 регулируют положения крышки 12 по высоте В опорах 18, установленных в крышке 12 на разных уровнях на полуосях 19, сквозь которые подводится электропитание и охлаждаюшая вода, смонтирована плавильная печь 1. Такое расположение опор позволяет разливать металл с различной высоты, что необходимо при получении толстолистовых и тонколистовых заготовок.
Печь 1 в обоих случаях поворачивается одним и тем же гидроцилиндром 20 через рычаг 21, который крепится на полуоси 19. При перестановке печи / вместе с полуосями 19 из одного положения з другое рычаг 21 крепится на полуоси 19 повернутым на 180° относительно первоначального положения.
При получении тонколистовой заготовки кристаллизаторы состоят из двух валков, один из которых (валок 4) приводной, а другой (валок 5) врашается фрикционно от приводного валка 4. Оба валка установлены консольно.
Корпус подшипников приводного валка 4 представляет собой сварную станину 22, на которой неподвкжно закреплена ось 23, относительно которой поворачивается корпус подшипников неприводного валка 5 с .помощью гидроцилиндра 24. Сближение валков происходит при подаче давления в поршневую полость гидроцилиндра 24.
Корпусы подшипников обоих валков располол ;ены вне герметичной камеры. Фланцы этих корнусов по поверхности контакта с корпусом 11 герметичной камеры снабжены вакуумными уплотнителями. Снаружи к корпусу 11 фланцами, снабженными вакуумными уплотнениями, крепятся корпусы подшипников вращающихся щеток, которые непрерывно очищают валки 4 и 5. Корпус подшипников и привод ножниц 8 также расположены вне герметичной камеры. Валы ножниц выполнены консольными.
Для получения толстолистовой заготовки кристаллизаторы состоят из неприводного валка 5 и плоского кокиля 6, две поверхности которого являются рабочими.
Дидроцилиндр 25 сообщает кокилю возвратно-поступательное движение, а гидроцилиндр 26 поворачивает кокиль на 180°. Прижим неприводного валка 5 к плоскому кокилю 6 осуществляется гидроцилиндром 24 при подаче давления в штоковую полость.
На предлагаемой установке может быть получепа листовая заготовка толщиной 20 мм.
Жидкий металл из плавильной печи 1 через промежуточную чашу 2 и обогреваемый питатель (3 подается на плотно прижатые один к другому валки-кристаллизаторы 4 и 5, в которых непрерывно формируется лента, панравляемая но лентосъемнику 7 к ножницам 8, где разрезается на листы определенной длины, которые ноступают в листоукладчик 10.
b случае производства толстолистовой заготовки л.идкий металл поступает в полость, образуеМую подвижным кокилем 6 и плотно прижатым к нему неприводным валком 5. При неремещении кокиля 6 происходит формирование заготовки. Кокиль 6 после выхода из контакта с 5 поворачивается гидроцилиндром 26 на 180 для сброса заготовки в листоукладчик и в неревернутом состоянии возвращается гидроцилиидром 25 в исходное верхнее положение для заливки следующей заготовки.
Б герметичной камере создают либо вакуум, либо нейтральную атмосферу.
Предмет изобретения
1.Установка для производства листовых заготовок, содержащая герметичную камеру, в которой рааполон ены плавильная печь, подвижные кристаллизаторы с неприводным валком и механизмом его прижима, щетки и ножницы, отличающаяся тем, что, с целью обеспечения надежности установки в процессе эксплуатации, подшипниковые узлы кристаллизаторов, ножниц, щеток, механизма поворота ллавильной печи, а также ось поворота механизма прижима неприводного валка-кристаллизатора расположены вне камеры.
2.Установка по п. 1, отличающаяся тем, что, с целью регулирования уровня падения струи металла, на крышке герметичной камеры выполнены на различной высоте две пары опор для установки плавильной печи, связанной через рычаг с гидроприводом.
3.Установка по п. 1, отличающаяся тем, что крышка герметичной камеры установлена с возможностью перемещения в двух взаимно перпендикулярных направлениях с помощью регулировочных винтов.
21
го
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АСБОСТАЛЬНЫХ ЛИСТОВ | 1967 |
|
SU202506A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| СТАН ДЛЯ ПРОКАТКИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ С ВНУТРЕННИМ ПРОФИЛЕМВС^^СОЮЗНАКгч</•'•;C:^'P-T?XHI!St::.•"'-''1ИОТ~'-^Л | 1971 |
|
SU315498A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| УСТАНОВКА ДЛЯ РАСКРОЯ РУЛОННО-ЛИСТОВОЙ СТАЛИ | 1971 |
|
SU292737A1 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОГО ВЕДЕНИЯ НЕСКОЛЬКИХ ЗАГОТОВОК | 1973 |
|
SU381465A1 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| ЛИСТОГИБОЧНАЯ МАШИНА | 1967 |
|
SU199077A1 |