1
Изобретение относится к обработке металлов давлением и может быть использовано при производстве сверл и других изделий конечной длины, имеющих винтовые канавки переменного шага.
Известен способ прокатки изделий с винтовой поверхностью плашками, расположенными по периметру заготовки и совершаюшими перемегцения во взаимно перпендикулярных плоскостях, параллельных оси заготовки. Известным способом можно получать изделия, например сверла, с постоянным углом наклона винтовых канавок.
Предложенный способ позволяет прокатывать изделия с винтовой поверхностью с переменным по длине изделия углом наклона винтовых канавок за счет того, что каждой плашке в процессе прокатки сообщают вращательное движение в плоскости, параллельной продольной оси заготовки. Ось вращения каждой плашки расположена в плоскости оси заготовки.
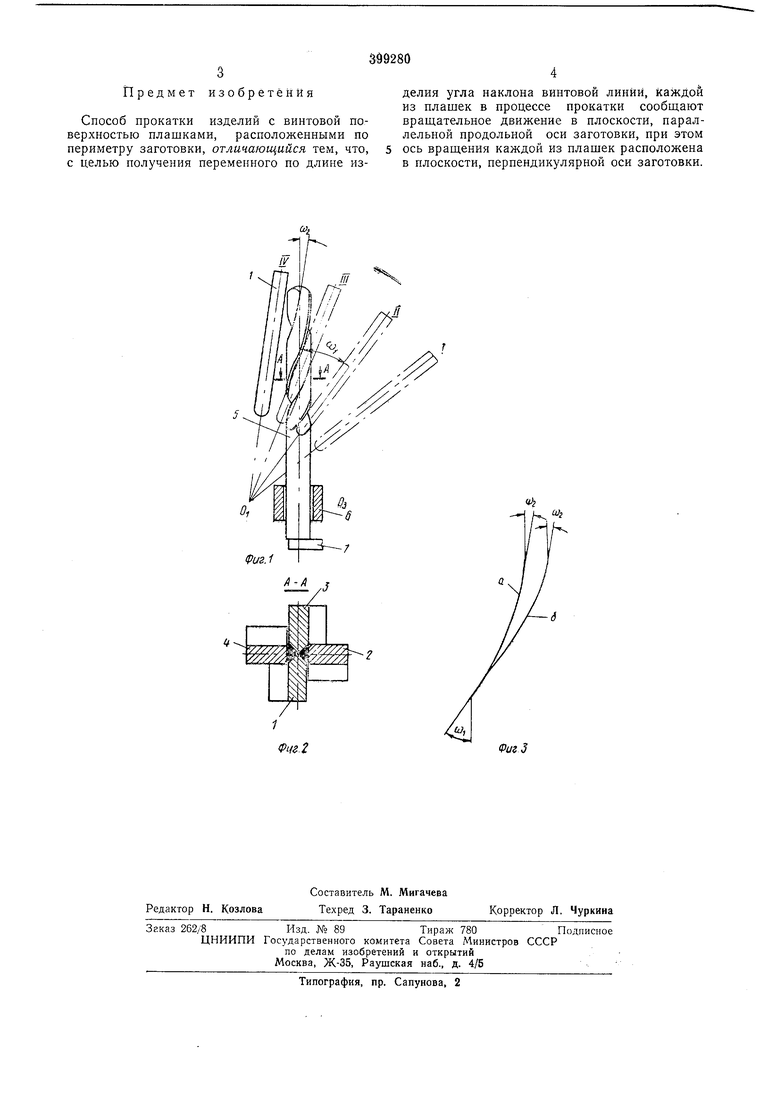
На фиг. 1 показаны последовательные положения одной из плашек относительно прокатываемого сверла; на фиг. 2 - то же, разрез по А-А на фиг. 1; на фиг. 3 - развертка винтовой линии прокатанного сверла в зависимости от заданного закона перемещения плашек.
Процесс формообразования сверла осуществляется четырьмя плоскими плашками 1-4, совершающими перемещения во взаимно перпендикулярных плоскостях, параллельных оси заготовки. В исходном положении плащки находятся в позиции L В этом положении нагретая заготовка 5 подается во втулку 6 до упора 7. После загрузки заготовки плашки одновременно совершают рабочий ход, поворачиваясь соответственно вокруг осей Oi-04. При этом в момент захвата (касания с заготовкой) каждая плашка наклонена к оси заготовки на угол Wi, образуя соответствующий угол наклона винтовой канавки, затем
угол наклона плашек постепенно изменяется до Wz у острия сверла. В конце рабочего хода плашки выходят из зоны деформации (поз. IV), упор отводится и прокатанное сверло падает.
Положение оси вращения плашек может быть постоянным в процессе прокатки или переменным для получения различного характера изменения угла наклона винтовой линии
сверла. Например, равномерное изменение угла наклона (кривая а) достигается при неподвижных осях вращения, для получения иного изменения угла (кривая б) оси должны перемещаться в плоскости перемещения
плашки. Предмет изобретения Способ прокатки изделий с винтовой поверхностью плашками, расположенными по периметру заготовки, отличающийся тем, что,5 с целью получения переменного по длине изделия угла наклона винтовой линии, каждой из плашек в процессе прокатки сообщают вращательное движение в плоскости, параллельной продольной оси заготовки, при этом ... ось вращения каждой из план1ек расположена в плоскости, перпендикулярной оси заготовки
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПЛАШКАМИ ИЗДЕЛИЙ С ВИНТОВОЙ | 1973 |
|
SU384590A1 |
| Способ винтовой прокатки спиральных сверл | 1960 |
|
SU132183A1 |
| Способ прокатки изделий с винтовой поверхностью | 1977 |
|
SU730428A1 |
| Способ изготовления зубчатого профиля | 1985 |
|
SU1319990A1 |
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| Способ скручивания прутков | 1985 |
|
SU1328030A1 |
| Способ изготовления спиральных сверл и других цилиндрических изделий со спиральными или прямыми канавками накатыванием плоскими плашками | 1950 |
|
SU91160A1 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179490C2 |
| ЗУБЧАТО-РЕЕЧНЫЙ ПРИВОД ВАЛКА СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2482933C2 |
| Устройство для прокатки зубчатых колес | 1980 |
|
SU942854A1 |
Фче2
ФиеЗ
