УСТРОЙСТВО для СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕК
родим
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОПРОХОДНОЙ СВАРКИ | 1990 |
|
SU1743111A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| ГОЛОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ГАЗОЭЛЕКТРИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1973 |
|
SU395202A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1018833A1 |
| Устройство для сварки | 1986 |
|
SU1357171A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU740450A1 |
| Устройство для полуавтоматической сварки неплавящимся электродом с подачей присадочной проволоки | 1978 |
|
SU743808A1 |
| Устройство для дуговой сварки неплавящимся электродом с подачей присадочной проволоки | 1984 |
|
SU1249793A1 |
1
Предлагаемое изобретение относится к области электродуговой сварки неплавящимся электродом с присадочнюй проволокой, преимущественно к устройствам для оварки неповоротных стыков толстостенных труб. Такие стыки выполняются с глубокой разделкой и весьма трудоемки в работе.
Известное устройство для сварки неплавящимся электродом содержит сварочную горелку € веплавящнмся электродом и узел подачи присадочной проволоки, смонтированный на поворотном вокруг -вертикальной оси горелки элементе.
Целью изобретения является повыщение производительности за счет снижения времени подготовительно-наладочных операций и возможность применения устройства при сварке неповоротных стыков труб.
Это достигается тем, что узел подачи присадочной проволоки смонтирован на поворотнюм элементе с помощью шарнира с возможностью вертикального перемещения и фиксации узла относительно сварочной горелки.
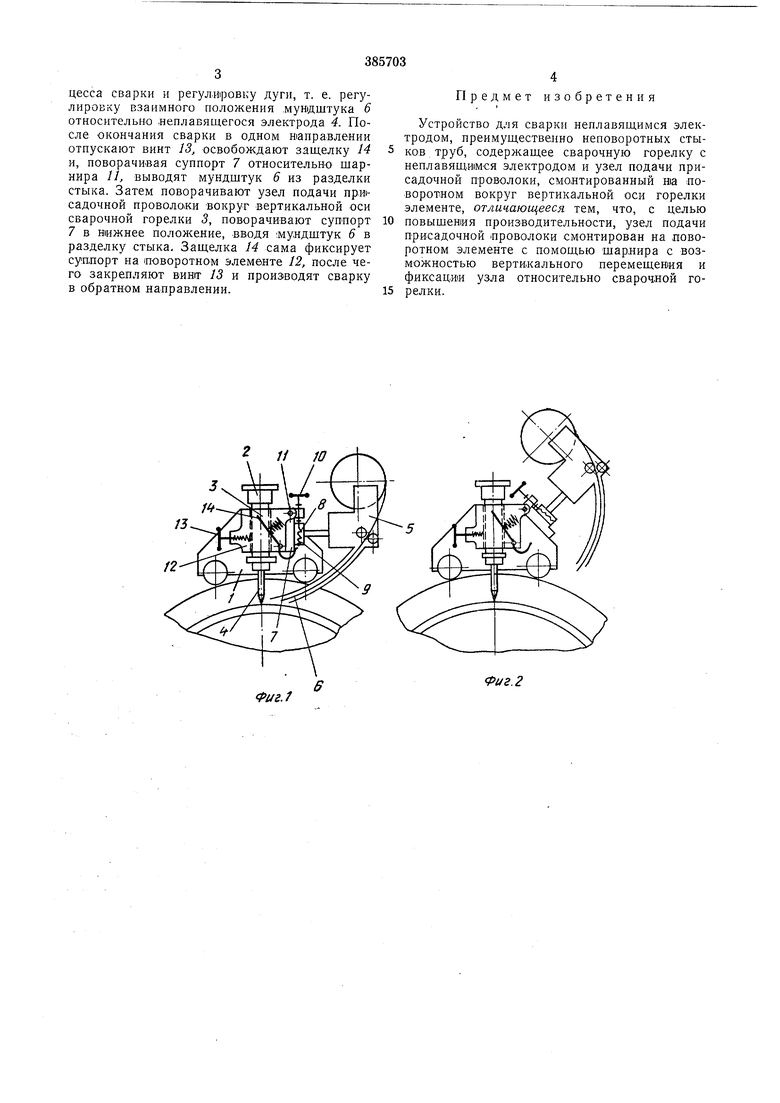
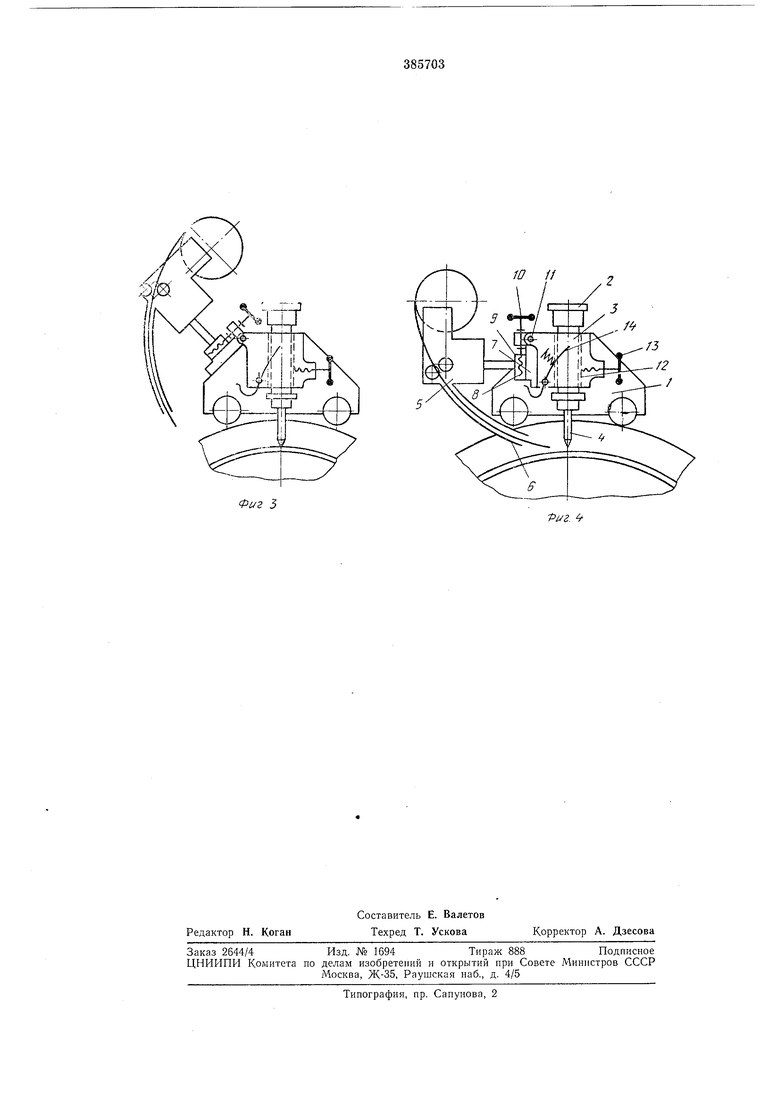
На фиг. 1 изображено предлагаемое устройство в работе (вид сбоку); на фиг. 2 - выведенное устройства из стыка; на фиг. 3 -
поворот механизма подачи присадочной проволоки на 180°; на фиг. 4 - предлагаемое устройство в работе при сварке в другом направлении.
Устройство для сварки леповоротвых стыков труб состоит из механизма / перемещения вОКруг свариваемой трубы и сварочной головки 2. Сварочная головка содержит горелку 3 с неплавящимся электродом 4 и узел 5 подачи присадочной проволоки с мундштуком 6.
Для наладки процесса сварки служит суппорт 7 механизма подачи присадочнюй проволоки, содержащий ходовой винт 8 и гайку 9. Поворот винта производится рукояткой Ю.
С помощью шарнира 11 суппорт 7 узла подачи присадочной проволоки связан с поворотным вокруг вертикальной оси горелки элементом 12, фиксируемым на горелке 3 посредством винта 13. ЗащеЛКа 14, установленная на элементе, для закрепления на нем суппорта 7.
Работа устройства происходит следующим образом.
Мундштук 6 узла 5 подачи присадочной проволоки опускают в стык и посредством винта 8 суппорта 7 производят наладку процесса сварки и регулировку дуги, т. е. регулировку взаимного иоложения .мундштука 6 относительио .неплавящегося электрода 4. После окончания сварки в одном Направлении отпускают винт 13, освобождают защелку М и, поворачивая суппорт 7 относительно шарнира 11, выводят мундштук 6 из разделки стыка. Затем поворачивают узел подачи прин садочной проволочки вокруг вертикальной оси сварочной горелки 3, поворачивают суппорт 7 в нижнее положение, вводя :мундщтук 6 в разделку стыка. Защелка 14 сама фиксирует суплорт на поворотном элементе 12, после чего закрепляют винт 13 и производят сварку в обратном направлении.
/4/5
/2
Предмет изобретения
Устройство для сварки неплавящимся электродом, преимущественно неповоротных стыков труб, содержащее сварочную горелку с неплавящимся электродом и узел подачи присадочной проволоки, смонтированный ва поворотном вокруг вертикальной оси горелки элементе, отличающееся тем, что, с целью
повышения производительности, узел подачи присадочной проволоки смонтирован на поворотном элементе с помощью шарнира с возможностью верти.кального перемещения и фиксации узла относительно сварочной горелки.
Фиг 3
10 //
/J
/2
