(54) УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| Устройство для газоэлектрической сварки | 1972 |
|
SU468724A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1970 |
|
SU282563A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОПРОХОДНОЙ СВАРКИ | 1990 |
|
SU1743111A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1018833A1 |
| 13 СЕРО ЮЗЫ Л ЯПА ^-i-TaYJ-rt ТГ av Cf; тггг ^- f.-: -, «i Hlt.StTi=0-i;.A.r:r,i.. ПЛН; | 1973 |
|
SU385703A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU298450A1 |
| Устройство для сварки | 1986 |
|
SU1357171A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |

Изобретение относится к области сварки, в частности к устройствам для сварки неповоротных стыков труб, и может быть применено в судостроении, машиностроении и других отраслях промышленности.
Известен автомат для сварки неплавящимся электродом с подачей присадочной проволоки и механизмом поворота мундштука относительно оси электрода 1.
Основным недостатком данного устройства является то, что проволока при подаче ее под разными углами к электроду ввиду скручивания и люфтов в зубчатом зацеплении и других подвижных соединениях пр-и повороте узла подачи относительно сварочной горелки выходит из-под электрода. Это снижает надежность работы устройства и не позволяет улучшить качественный сварной шов.
Известно устройство для сварки неповоротных стыков труб неплавяш имся электродом с подачей присадочной проволоки под острым углом к электроду. Данный способ сварки более производителен, чем при подаче проволоки по касательной к изделию 2.
Однако это устройство не позволяет поднастроить проволоку относительно электрода, кроме того, в нем отсутствует копирное устройство, что снижает надежность работы устройства.
- Известно также устройство для сварки неповоротных стыков труб.
Наиболее близким к данному изобретению по технической сущности является устройство для сварки неповоротных стыков, содержащее установочный механизм с закрепленным на нем корпусом, на котором установлены сварочная горелка, мундштук, копирный механизм с роликом, и механизм их перемещения 3.
Данным устройством осуществляют сварку неповоротных кольцевых соедине кий в угол, причем сварка производится с внешней стороны плавящимся электродом В этом устройстве мундщтук с электродной проволокой и горелка, через которую подается защитный газ или флюс, находятся в
20 разных плоскостях, а это затрудняет проведение качественной сварки неплавящимся электродом торцовых кольцевых соединений. Конструкция сложна, закопирное устройство не выполняет своей функции - повторять электродом неровности трубы по образующей, проходящей под электродом, что снижает точность копирования, а далеко вынесенные от оси ролики снижают надежность устройства. Перечисленные недостатки приводят к ухудщению качества сварки.
Цель изобретения - повыщение качества сварки Торцовых соединений труб малого диаметра путем повыщения точности копирования.
Для этого механизм копирования выполнен в виде вилки с рамкой и втулкой, а копирный ролик выполнен с торообразной рабочей поверхностью и соосно установлен на втулке, на конце которой закреплен мунд щтук, при этом вилка жестко закреплена нг корпусе, рамка установлена с возможностью вращения вокруг оси, перпендикулярной оси вращения ролика и лежащей в плоскости его максимального сечения, а мундщтук и сварочная горелка расположены в одной плоскости, проходящей через образующую свариваемых труб.
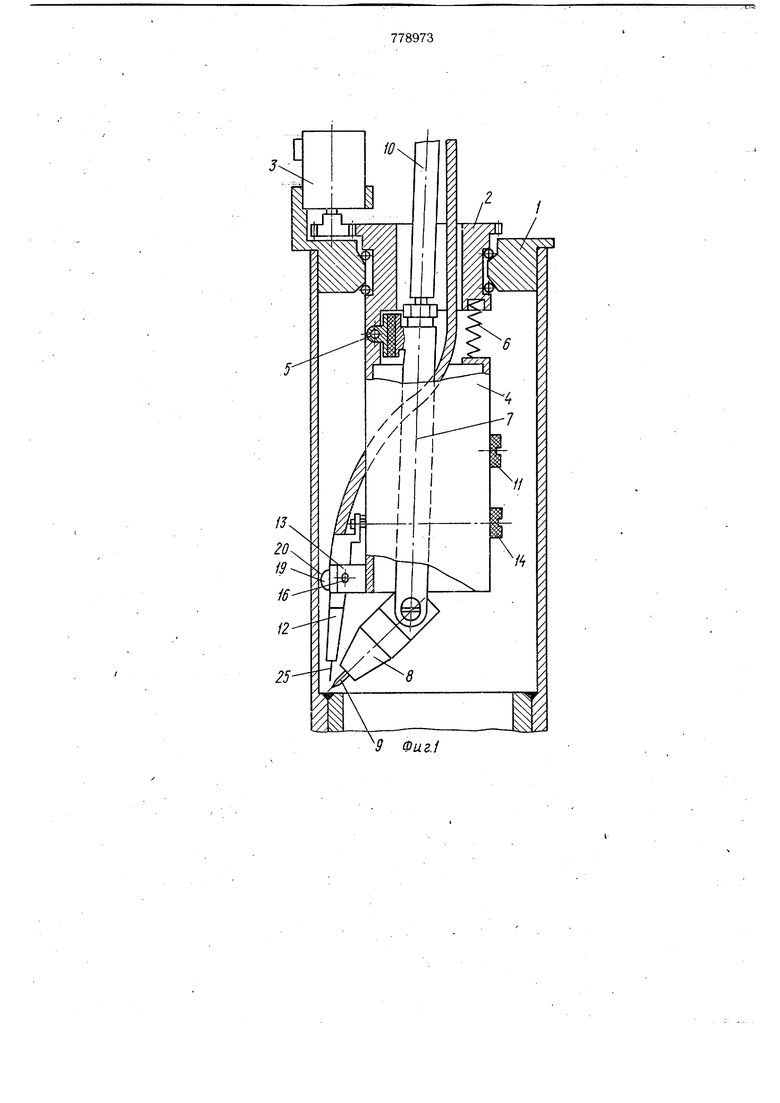
На фиг. 1 представлено устройство, общий ВИД; на фиг. 2 - копирный механизм с механизмом перемещения мундштука; на фиг.. 3 - разрез на фиг. 2.
На установочном механизме 1 закреплена планщайба 2, кинематически связанная с электродвигателем 3. Корпус 4 посредством щарнира 5 прикреплен к планщайбе 2 и отжат от нее пружиной 6. К щтанге 7, которая закреплена на щарнире 5 и несет сварочную горелку 8 с электродом 9, прикреплен для подвода тока и газа спецкабель 10. Горелка 8 кинематически связана с механизмом 11 перемещения, а мундщтук 12 посредством копирного механизма 13 связан с механизмом 14 перемещения. Копирный механизм 13 состоит из вилки 15, жестко связанной с корпусом 4, осей 16 разворота рамки 17, втулки. 18 и копирного ролика. 19 с торообразной рабочей поверхностью 20, а механизм 14 перемещения состоит из винта 21, рукоятки 22 и пружины 23. К втулке 18 с одной стороны прикреплен тракт 24, а с другой мундщтук 12. В тракте 24, втулке 18 и мундщтуке 12 размещена присадочная проволока 25.
Устройство работает следующим образом
Механизмом 11 перемещения настраивают посредством щтанги 7 и горелки 8 электрод 9 на стык. Механизмом 14 перемещения через копирный механизм 13 и мундщтук 12 настраивают проволоку 25 на с.ть.1к. .Уст.ановочным механизмом 1 закрепляют устройство на изделии. Пружина 6
778973
прижимает корпус 4 через ролик 19 торовой рабочей поверхностью 20 к изделию. Ось 16 разворота мундщтука 12 проходит через центр радиуса рабочей поверхности 20, чем обеспечивают при настройке проволоки 25 на стык постоянство расположения относительно стыка электрода 9. Двигателем 3 посредством планщайбы 2 через щарнир 5 вращают корпус 4 с горелкой 8, копирный механизм 13 с проходящей через него присадочной проволокой 25. При вращении копирного механизма 13происходит копирование по внутренней стенке трубы посредством рабочей поверхности 20 ролика 19. Устройство позволяет производить сварку изнутри небольщих диаметров труб с присадочной проволокой за счет прохождения проволоки через копирный ролик, а выполнение ролика с торовой рабочей поверхности с осью поворота, проходящей через центр радиуса рабочей поверхности, позволит повысить точность копирования, что снизит брак до ISVo-
Формула изобретения
Устройство для сварки неповоротных
S стыков труб, содержащее установочный механизм с закрепленным на нем корпусом, на котором смонтированы сварочная горелка, мундщтук, копирный механизм с роликом, и механизм их перемещения, отли. чающееся тем, что, с целью повыщения качества сварки торцовых соединений труб малого диаметра путем повыщения точности копирования, механизм копирования вы полнен в виде вилки с рамкой и втулкой, а копирный ролик выполнен с торообразной
5 рабочей поверхностью и соосно установлен . на втулке, на конце которой закреплен мундщтук, при этом вилка жестко закреплена на корпусе, рамка установлена в вилке с возможностью вращения вокруг оси, перпендцкулярной оси вращения ролика и лежащей в плоскости его максимального сечения, а мундщтук и сварочная горелка расположены в одной плоскости, проходящей через образующую свариваемых труб.
Источники информации,
5 Принятые во внимание при экспертизе
№ 523778, кл. В 23 К 31/06, 1973.
