Изобретение относится к области металлообработки и может быть использовано для закреиления тонкостенных деталей.
Известны .разжимные онравки, нриводимые в действие штоком, проходящим сквозь шпиндель станка.
С целью равномерного зажима, предлагаемая оправка выполнена в виде .корпуса с несквозным отверстием с одной стороны и внутренней кольцевой выточкой с другой, соединенных сквозными отверстиями, расположенными равномерно по окружности, через которые проходят жестко связанные со штоком консольные участки установленного на центральном стержне корпуса разжимного конуса, воздействующего на охватывающий его разрезной элемент с цилиндрической наружной поверхностью под обрабатываемое изделие, а в разрезном элементе со стороны отверстия выполнены радиальные глухие прорези переменной глубины, постепенно и симметрично уменьшающейся в обе стороны от разреза.
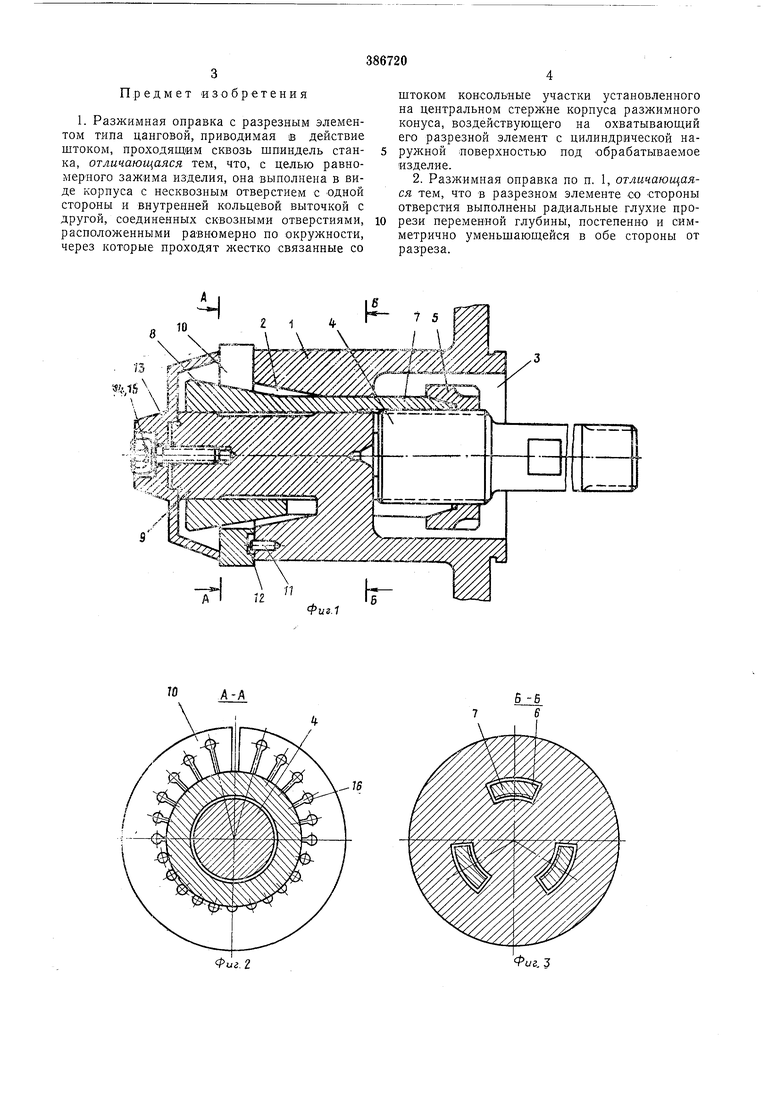
Иа фиг. 1 изображена предлагаемая разжимная оправка в разрезе; на фиг. 2 - то же, разрез по А-А на фиг. 1; на фиг. 3 - то же, разрез по Б--Б на фиг. 1.
В корпусе / с одной сторо.ны выполнена кольцевая выточка 2, а с другой стороны иеа
сквозное отверстие 3, в котором расположен приводной шток 4, удерживаемый от самоотвинчивания накидной гайкой 5.
В корпусе / расположены равномерно по окружности сквозные отверстия б, через которые проходят консольные участки 7 разжимного конуса 8, установленного на центральном стерл не 9 корпуса.
По наружной поверхности конуса 8 установлен разрезной элемент 10, упирающийся с одной стороны .в торец корпуса / и удерживаемый от ороворота штифтом 11, один конец которого запрессован в корпус, а другой входит
в паз 12, выполненный на торце разрезного элемента 10, а с другой стороны в крышку 13, предохраняющую механизм разжима от попадания стружки и грязи и закрепленную на корпусе при помощи винта 14 с пружинной
шайбой 15.
В .разрезном элементе со стороны отверстия выполнены глухие .прорези 16 переменной глубины, иостепенно и симметрично уменьшаюшейся в обе стороны от разреза.
При ходе приводного штока 4 вправо, связанного посредством резьбы с консольными участками 7 конуса 8, последний, взаимодействуя с внутренней поверхностью разрезного элемента 10, разжимает его, осуществляя закрепление детали.
Предмет изобретения
1. Разжимная оправка с разрезным элементом типа цанговой, приводимая IB действие штоком, проходящим сквозь шпиндель станка, отличающаяся тем, что, с целью равномерного зажима изделия, она выполнена в виде корпуса с нескБозным отверстием с одной стороны и внутренней кольцевой выточкой с другой, соединенных сквозными отверстиями, расположенными равномерно по окружности, через которые проходят жестко связанные со
штоком консольные участки установленного на центральном стержне корпуса разжимного конуса, воздействующего на охватывающий его разрезной элемент с цилиндрической наружной поверхностью под обрабатываемое изделие.
2. Разжимная оправка по п. 1, отличающаяся тем, что в разрезном элементе со -стороны отверстия выполнены радиальные глухие прорези переменной глубины, постепенно и симметрично уменьшающейся в обе стороны от разреза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| Хонинговальная головка | 1989 |
|
SU1689045A1 |
| ОПРАВКА С РАЗРЕЗНОЙ ЦАНГОЙ | 2009 |
|
RU2412787C1 |
| Устройство для зажима тонкостенных деталей | 1980 |
|
SU986624A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКИХ И АНТИФРИКЦИОННЫХ ПОКРЫТИЙ НА ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2013 |
|
RU2549805C1 |
| ЗАПОРНОЕ УСТРОЙСТВО | 1996 |
|
RU2126997C1 |
| КОНСОЛЬНАЯ РАЗЖИМНАЯ ОПРАВКА | 1973 |
|
SU390870A1 |
-3 I
