1
Изобретение относится к области металлообработки и может быть использО|Вано для закрепления деталей.
Известны консольные разжимные оправки с упругими элементами, выполненными по форме тарельчатых пружин.
Предлагаемая разжимная оправка отличается от известных тем, что в оправке установлено по меньшей мере три упругих элемента, два из которых обращены друг к другу вогнутой стороной и образуют своей периферией базу под отверстие, а третий обращен выпуклой стороной к первым двум, установлен соосно с ними и воспринимает воздействие пропускаемого сквозь шпиндель станка штока, причем жесткость третьего элемента выбрана больше жесткости первых двух вместе взятых, а каждый из упругих элементов по периферии имеет отбортовку и в центральной части ступицу, обращенные в сторону вогнутости. Такая конструкция обеспечивает базирование по торцу.
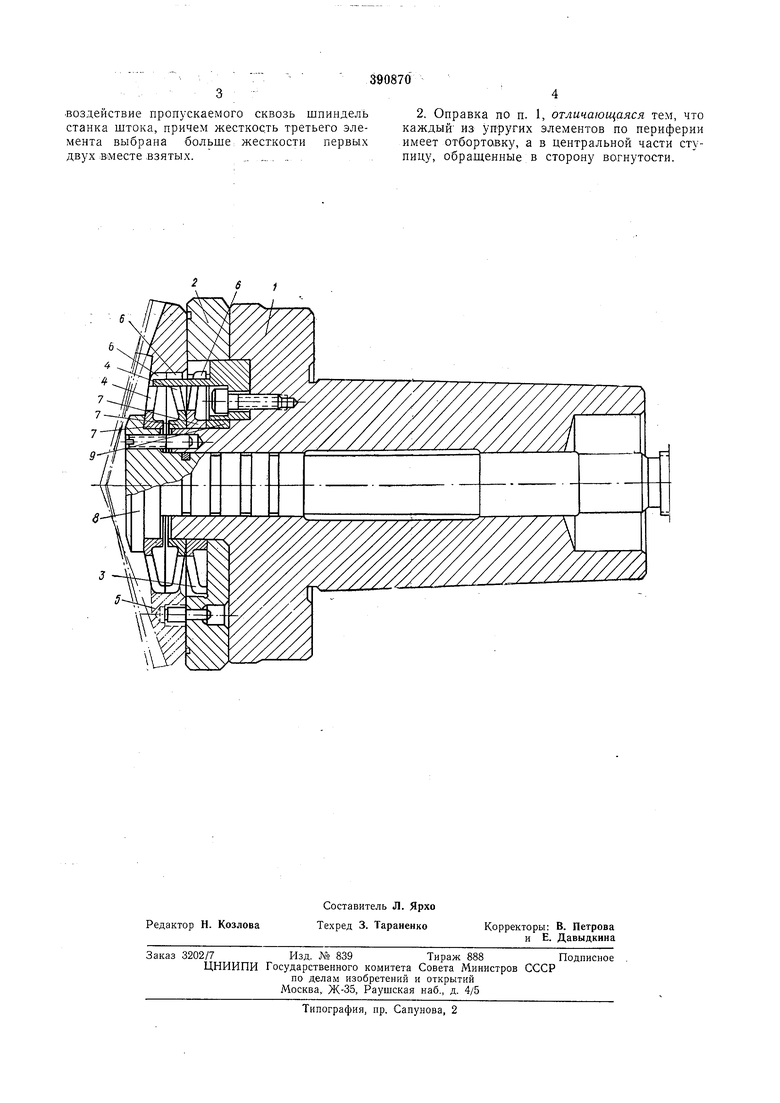
На чертеже изображена предлагаемая оправка в разрезе.
На корпусе / оправки закреплено опорное кольцо 2, в кольцевой выточке которого размещен упругий элемент., обращенный выпуклой стороной к двум другим упругим элементам 4, которые образуют своей периферией базу под отверстие зажимаемой детали 5.
2
Каждый из упругих элементов по периферии снабжен отбортовкой б, а в центральной части- ступицей 7. В центральном отверстии корпуса расположен ш:ток 8, связывающий упругие элементы 3 и 4. При движении гидроштока 8 вправо происходит увеличение наружного диаметра упругих элементов и предварительный зажим детали 5.
При увеличении силы сжатия за счет выборки зазора между ступицей 7 упругого элемента 3 и торцом 9 опорного кольца 2, а также разной жесткости упругих элементов 3 и 4 происходит дополнительное перемещение упругих элементов 4 вдоль оси, вследствие чего деталь 5 прижимается к торцу опорного кольца.
Предмет изобретения
1. Консольная разжимная оправка с упругими элементами, выполненными по форме тарельчатых пружин и базирующими деталь по отверстию, отличающаяся тем, что, с целью базирования детали по торцу, в оправке установлено по меньшей мере три упругих элемента, два из которых обращены один к другому вогнутой стороной и образуют своей периферией базу под отверстие, а третий обращен -выпуклой стороной к первым двум,
установлен соосно с ними и воспринимает
воздействие пропускаемого сквозь шпиндель станка штока, причем жесткость третьего элемента выбрана больше: жесткости первых двух вместе взятых.. „.....
2. Оправка по п. 1, отличающаяся тем, что каждый из упругих элементов по периферии имеет отбортовку, а в центральной части ступицу, обращенные в сторону вогнутости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| Разжимная оправка | 1985 |
|
SU1298002A1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ТРУБ | 2010 |
|
RU2450895C2 |
| Оправка | 1984 |
|
SU1201065A1 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| СПИНАЛЬНЫЙ ИМПЛАНТАТ ЗАКРЫТОГО ИСПОЛНЕНИЯ | 2015 |
|
RU2626139C2 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
26 i
