1
Изобретение относится к смазкам при горячей обработке металлов давлением и может быть использовано, в частности, при изготовлении методами горячего дрессования концевого инструмента.
Известны смазки для горячей обработки металлов, представляющие собой эвтектические расплавы солей цинка и щелочных металлов с добавлением дисульфида молибдена.
Однако использование в качестве смазки распл1авов неорганических солей в чистом виде или с добавками дисульфида молибдена является технологически трудноосуществимым в связи с плохой смачиваемостью расплавами солевых композиций холодной и нагретой металлических поверхностей и необходимостью введения дополнительных операций по приготовлению указанных расплавов. Кроме того, эти смазки не обладают охлаждающими свойствами, что приводит к росту термоциклических нагрузок на щтамп и снижению его стойкости.
Цель изобретения - создание смазки с высокими антифрикционными и охлаждающими свойствами, обладающей удовлетворительной смачиваемостью поверхности щтампа и оптимальной вязкостью, не дающей при нагреве больщого количества дыма и газов.
Для этого использована солевая эвтектика состава SnCla : КС1 67,6 : 32,4 и дополнительно введены карбоксиметилцеллюлоза и вода.
Состав смазки, вес. %:
Карбоксиметилцеллюлоза
(КМЦ)
1,5-2,0
Дисульфид молибдена 5 -15 Солевая эвтектика состава
SnCl2 : КС1 67,6 : 32,4
-15 Вода
До 100
Введение в состав смазки воды и КМЦ позволяет получить между контактирующими металлическими поверхностями равномерно
распределенный антифрикционный слой. В водном растворе КМЦ, обладающей самостоятельными смазочными свойствами, равномерно распределяются остальные антифрикционные домпоненты, что позволяет надежно разделить
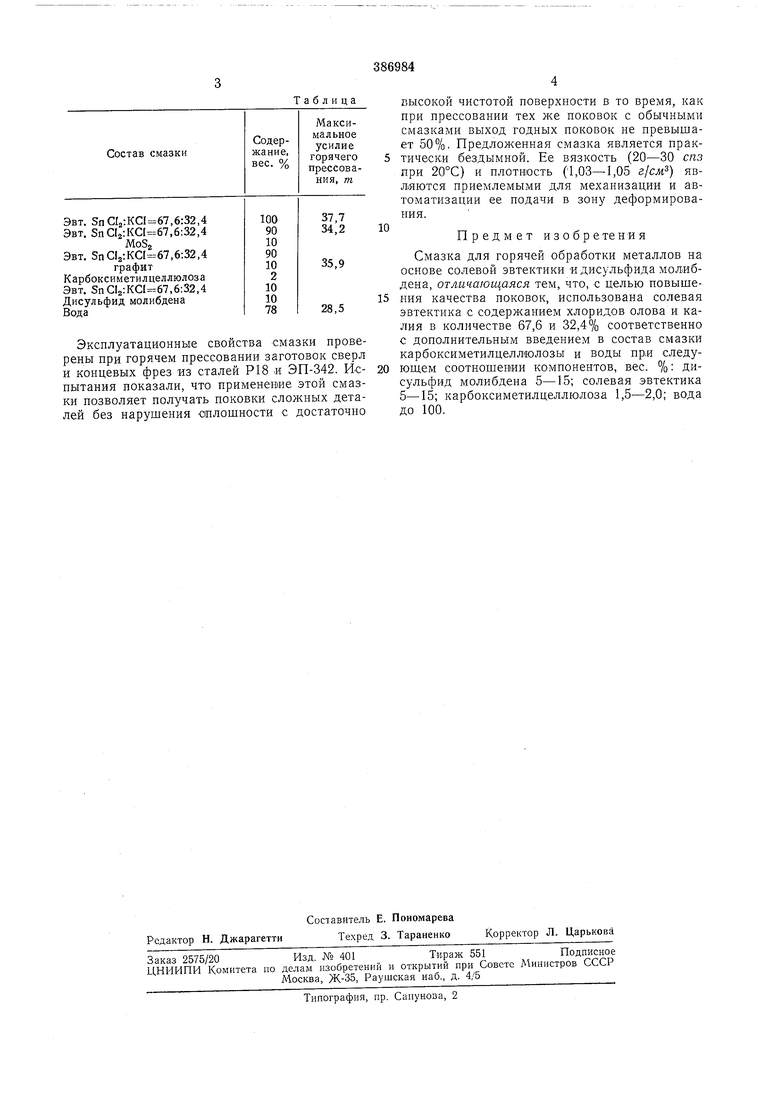
щтампи заготовку в процессе деформировалия, снижая тем самым усилие деформирования и повыщая качество деформируемых заготовок. Имея водную основу, смазка хорошо охлаждает поверхность щтампового инструмента. Смазку наносят обычными способами (кистью, помазком, пульверизатором). В табдице приведены сравнительные данные по горячему прессованию стали 1Х18Н9Т с примеэением солевых составов в чистом виде и в
смеси с различными компонентами.
Таблица
Эксплуатационные свойства смазки проверены при горячем прессовании заготовок сверл и концевых фрез из сталей Р18 и ЭП-342. Испытания показали, что применение этой смазки позволяет получать поковки сложных деталей без нарушения .оплошности с достаточно
высокой чистотой поверхности в то время, как при прессовании тех же поковок с обычными смазками выход годных поковок не превышает 50%. Предложенная смазка является практически бездымной. Ее вязкость (20-30 спз при 20°С) и плотность (1,03-1,05 zjcM) являются приемлемыми для механизации и автоматизации ее подачи в зону деформирования.
Предмет изобретения
Смазка для горячей обработки металлов на основе солевой эвтектики и дисульфида молибдена, отличающаяся тем, что, с целью повышения качества поковок, использована солевая эвтектика с содержанием хлоридов олова и калия в количестве 67,6 и 32,4% соответственно с дополнительным введением в состав смазки карбоксиметилцеллюлозы и воды пр-и следуюшем соотношении компонентов, вес. %: дисульфид молибдена 5-15; солевая эвтектика 5-15; карбоксиметилцеллюлоза 1,5-2,0; вода до 100.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ | 1971 |
|
SU423834A1 |
| Способ изготовления спеченных антифрикционных изделий | 1981 |
|
SU1092009A1 |
| Смазка для горячего прессования металлов | 1976 |
|
SU602538A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1992 |
|
RU2065485C1 |
| Смазка для горячей обработки металлов | 1975 |
|
SU523135A1 |
| Концентрат смазки для горячейОбРАбОТКи МЕТАллОВ | 1979 |
|
SU810790A1 |
| Смазка для горячей обработки металлов | 1975 |
|
SU566869A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2298581C2 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2156279C1 |
| АНТИПРИЖОГОВАЯ ДОБАВКА К СМАЗКАМ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ И ТВЕРДЫЕ СМАЗКИ, СОДЕРЖАЩИЕ ЕЕ (ВАРИАНТЫ) | 1996 |
|
RU2118651C1 |
