1
Изобретение относится к области смазок при обработке металлов давлением и может быть использовано, в частности при горячей штамповке нержавеющих сталей «а высокоскоростных молотах.
Смазки, применяемые в настоящее время при горячей щтамновке углеродистых сталей, в том числе и смазки, имеющие в своем составе 2,5%-ный раствор КА1Ц, 5-15 вес. % дисульфида молибдена, 5-15 вес. % солевой эвтектики с содержанием ЗпСЬ : КС1 67,6:32,4.
Однако эта смазка неэффект1ивна при горячей штамповке высоколегированных сталей и сплавов вследствие недостаточной вязкости, неравномерной смачиваемости ими новерхиости нагретого штампа, и, как следствие этого, низких антифрикционных и теплоизолирующих свойств. Проведение на высокоскоростных молотах процессов горячей щтамповки нержавеющих сталей и сплавов, характеризующихся большими удельными давлениями и высокими температурами нагрева заготовок, а также сложной конфигурацией штампуемых деталей при использовании применяемых в настоящее время при горячей штамповке с прессовыми скоростями маслографитовых смазок и смазок на основе сульфитцеллюлозного щелока приводят к застреванию заготовок в штампе, ухудшению качества поверхности поковок и снижению стойкости штампового инструмента. Например, проведение штамповки нержавеющих сталей и сплавов на высокоскоростных молотах с использованием масло-графитовой смазки вообще практически неосуществимо вследствие cиcтe aтичecкoгo застревания поковок в штампе.
Целью предложения является создание высоковязкой смазки, удовлетворительно смачивающей нагретую металлическую поверхность, с необходимыми теиловыми и антифрикционными свойствами, обеспечивающей технологические процессы горячей штамповки труднодеформируемых сталей и сплавов.
Поставленная цель достигается тем, что в состав, представляющий собой пастообразную смесь носителя с наполнителем-дисульфидом молибдена, введена солевая эвтектика состава: MgCla : КС1 : NaCl 46:22:32, а в качестве носителя используется композиция пушечной смазки, состава (вес. %):
Петролатум60-70
Церезин4-6
Едкий натр0,02
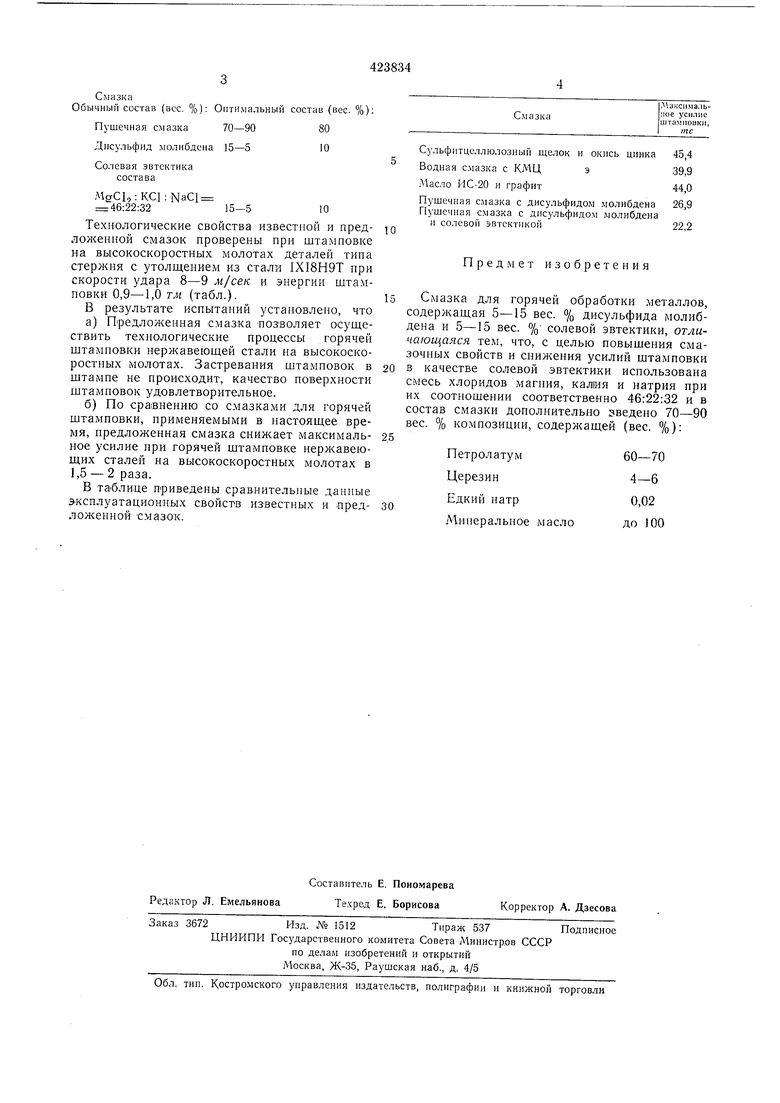
Минеральное маслодо 100. Смазка Обычный состав (вес. %): Оптимальный состав (вес. %); Пушечная смазка70-90 Днсульфид молибдена15-5 Солевая эвтектика состава MgCb:KCl:NaCl 46:22:3215-5 Технологические свойства известной и предложенной смазок проверены при штамповке на высокоскоростных молотах деталей типа стержня с утолщением из стали IXI8H9T при скорости удара 8-9 м/сек н энергии штамповки 0,9-1,0 тм (табл.). В результате испытаний установлено, что а)Предложенная смазка позволяет осуществить техпологические процессы горячей штамповки нержавеющей стали на высокоскоростных молотах. Застревания штамповок в штампе не происходит, качество поверхности штамповок удовлетворительное. б)По сра1внению со смазками для горячей штамповки, применяемыми в настоящее время, предложенная смазка снижает максимальное усилие при горячей штамповке нержавеющих сталей на высокоскоростных молотах в ,5 - 2 раза. В таблице приведены сравнительные данные э-ксплуатационных свойств известных и предложенной смазок. |А аксима. усилие шталнювкл, I Jnc Сульфитцеллюлозный щелок и окись цинка45,4 Водная смазка с КМЦ э39,9 Масло ИС-20 и графит44,0 Пушечная смазка с дисульфидом молибдена26,9 Пушечная смазка с днсульфидо.м молибдена и солевой эвтектикой Предмет изобретения Смазка для горячей обработки металлов, одержащая 5-15 вес. % дисульфида молибена и 5-15 вес. % солевой эвтектики, отлиающаяся тем, что, с целью повышения смаочных свойств и снижения усилий штамповки качестве солевой эвтектики использована месь хлоридов магния, калия и натрия при х соотношении соответственно 46:22:32 и в остав смазки дополнительно зведепо 70-90 ес. % композиции, содержащей (вес. %): Петролатум60-70 Церезин4-6 Едкий натр0,02 Минеральное маслодо 100
| название | год | авторы | номер документа |
|---|---|---|---|
| С^ьСО^ОЗНАЯШшт1ПШ?^'"---5^вивлиогьнд | 1973 |
|
SU386984A1 |
| Технологическая смазка для горячей обработки металлов давлением | 1981 |
|
SU968062A1 |
| Смазка для холодной обработки металлов давлением | 1976 |
|
SU621720A1 |
| Смазка для горячей обработки металлов давлением | 1972 |
|
SU487933A1 |
| Смазочное покрытие для горячей объемной штамповки | 1986 |
|
SU1323192A1 |
| Способ изготовления поковок | 1986 |
|
SU1424929A1 |
| Смазка для горячей обработки металлов давлением | 1986 |
|
SU1368329A1 |
| Концентрат смазки для горячейОбРАбОТКи МЕТАллОВ | 1979 |
|
SU810790A1 |
| Смазка для горячего прессования металлов | 1976 |
|
SU602538A1 |
| Смазка для горячей обработки металлов | 1980 |
|
SU950753A1 |
