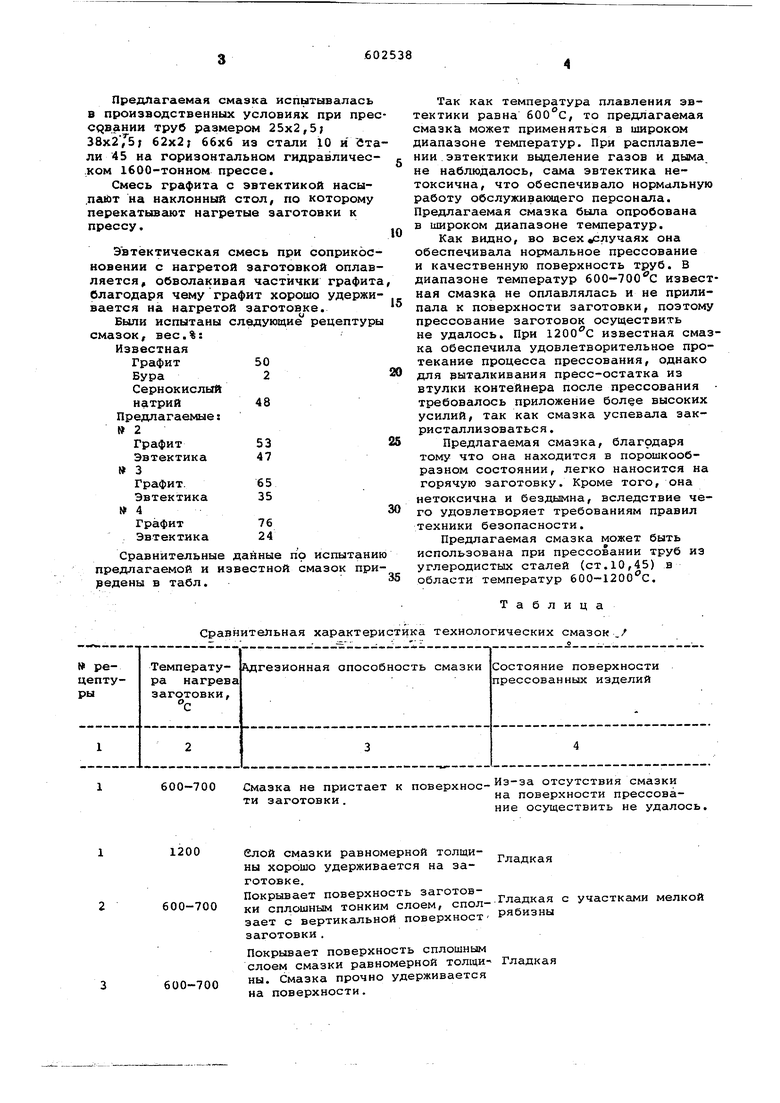
Изобретение относится к технологи ческим смазкам для горячейобработки металлов и их сплавов и может быть использовано при прессовании изделий на механических и гидравлических прес сах. Известен ряд смазок на основе графита и дисульфида молибдена, которые широко применяются в промышленностиtl Однако указанные смазки не обеспечивают требуемого качества обрабатываемой поверхности. Известна смазка для горячей обрабо ки металлов, которая состоит из 30- 60% графита, 1-3% буры и сернокислого натрия - остальное1|2|. Недостатком этой.с«аз1 и является то, что она Hie MidixeT быть применена при темперафурак йефдрмацяи ниже 900Ci так как тёМйераТура. плавления преобладаю14егЬ солевого компонента (сернокислр1гЧ натрия) . Кроме того, сернокислый натрий является солью сильной кислоты и при длительном применении может вызвать значительную корро:зию оборудования, что повлияет на качество обрабатываемой поверхности. Целью настоящего изобретения является разработка смазки, обеспечивающей возможность применения ее в более широком диапазоне температур (600- 1200 С), обеспечивая при этом требуемое качество обрабатываемой поверхности, которая при этом была бы нетоксична и удовлетворяла бы требованиям правил техники безопасности при работе с ней. Предлагаемая смазка на основе графита дополнительно содержит 24- 47 вес.% солевой эвтектики, включающей 44 вес.% хлористого натрия, 53 вес.% карбоната натрия и 3 вес.% карбоната калия. Эвтектику получают при тщательном перемешивании всех солей и их расплавлении. Расплав гранулируют сухим способом, затем размалывают на шаровой мельнице до крупности зерен 0,2 мм. Разработанный состав солевой эвтектики имеет т.пл. 600°С. Она стабильна при 600-1200с, т.е. не разлагаетя и не вьщеляет газообразных веществ, не способствует коррозии оборудования. егко растворяется в воде. Приготовляют смазку путем смешиания графита и порошка звтектики указанном соотношении. Предлагаемая смазка испытывалас в производственных условиях при пр сяванни труб размером 25x2,5 38х2 5; 62x2; 66x6 из стали 10 и й ли 45 на горизонтальном гидравличе ком 1600-тонном прессе. Смесь графита с эвтектикой насы .паийт на наклонный стол, по котором перекатьшают нагретые заготовки к прессу. Эвтектическая смесь при соприко новении с нагретой заготовкой опла ляется, обволакивая частички графи благодаря чему графит хорошо удерж вается на нагретой заготовке. Были испытаны следующие рецепту смазок, вес.%: Известная Графит 50 Бура2 Сернокислый натрий 48 Предлагаемые: Графит Эвтектика 3 Графит. Эвтектика №4 Графит Эвтектика Сравнительные данные по испытан предлагаемой и известной смазок пр едены в табл.
Сравнительная характеристика технологических смазок,/ Так как температура плавления эвтектики равна 600°С, то предлагаемая смазка может применяться в широком диапазоне температур. При расплавлении эвтектики вьвделение газов и дыма не наблюдалось, сама эвтектика нетоксична, что обеспечивало нормальную работу обслуживакхцего персонгша. Предлагаемая смазка была опробована в широком диапазоне температур. Как видно, во всех«случаях она обеспечивала нормальное прессование и качественную поверхность труб. В диапазоне температур 600-700 с известная смазка не оплавлялась и не прилипала к поверхности заготовки, поэтому прессование заготовок осуществить не удалось. При известная смазка обеспечила удовлетворительное протекание процесса прессования, однако для выталкивания пресс-остатка из втулки контейнера после прессования требовалось приложение высоких усилий, так как смазка успевала закристаллизоваться. Предлагаемая смазка, благодаря тому что она находится в порошкообразном состоянии, легко наносится на горячую заготовку. Кроме того, она нетоксична и бездымна, вследствие чего удовлетворяет требованиям правил техники безопасности. Предлагаемая смазка может быть использована при прессовании труб из углеродистых сталей (ст. 10,45) в области температур 600-1200с. Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металлов | 1975 |
|
SU523135A1 |
| Смазку для горячей обработки металлов | 1974 |
|
SU499291A1 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681909A1 |
| Смазка для горячей обработки металлов | 1975 |
|
SU566869A1 |
| Смазка для горячей обработки металлов | 1978 |
|
SU749885A1 |
| Смазка для горячего прессования металлов | 1977 |
|
SU696047A1 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681910A1 |
| Смазка для горячей обработки металлов давлением | 1974 |
|
SU540907A1 |
| Смазка для горячей обработки металлов давлением | 1987 |
|
SU1467082A1 |
| Смазка для горячей обработки металлов | 1973 |
|
SU454246A1 |
600-700 Смазка не пристает к поверхности заготовки Слой смазки равномерной толщины хорошо удерживается на заготовке. покрывает поверхность заготов600-700ки сплошным тонким слоем, сползает с вертикальной поверхност - ьзаготовки.
Покрывает поверхность сплошным слоем смазки равномерной толщины. Смазка прочно удерживается
700 на поверхности.
Гладкая э-за отсутствия смазки поверхности прессование осуществить не удалось. адкая участками мелкой gT;
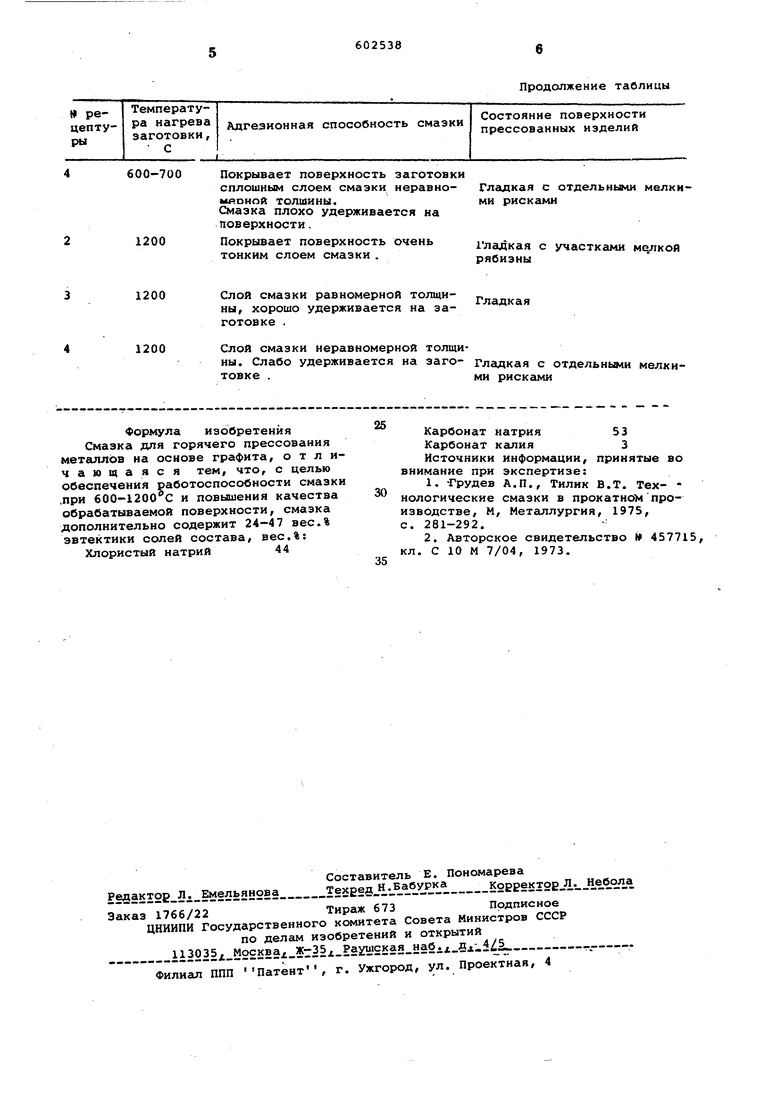
Покрывает поверхность заготовки сплошным слоем смаэки неравномясной толшины. Смазка плохо удерживается на поверхности.
Покрывает поверхность очень тонким слоем смазки .
1200
Слой смазки равномерной толщины, хорошо удерживается на заготовке . Слой смазки неравномерной толщины. Слабо удерживается на заготовке
Формула изобретения Смазка для горячего прессования метгшлов на основе графита, отличающаяся тем, что, с целью обеспечения работоспособности смазки ,при 600-1200 С и повышения качества обрабатываемой поверхности, смазка дополнительно содержит 24-47 вес.% эвтектики солей состава, вес.%: Хлористый натрий 44
Продолжение таблицы
Гладкая с отдельными мелкими рисками
Гладкая с участками м(лкой рябизны
Гладкая
Карбонат натрия 53 Карбонат калия3
Источники информации, принятые во внимание при экспертизе:
с. 281-292.
