Область техники, к которой относится данное изобретение
Данное изобретение относится к способу изготовления ножек стеклянной посуды и устройству для осуществления этого способа, подходящего главным образом для производства стеклянной посуды с интегрированной заготовкой ножки на автоматических стеклодувных машинах.
Предшествующий уровень техники
Чтобы быть успешными на рынке, изделия, относящиеся к категории хозяйственной стеклянной посуды, такие как, например, бокалы для напитков, подсвечники и вазы, сделанные из хрусталя, должны удовлетворять запросам большинства потребителей с точки зрения приемлемой цены, эстетики и практичности. Стоимость используемого материала, фактическая стоимость производственного оборудования и необходимых стеклоформ оказывают решающее влияние на цену такого продукта. С точки зрения цены, целесообразно использовать бариевый хрусталь, цена которого во много раз ниже, чем цена свинцового хрусталя. Что касается бокалов для напитков, то в пользу бариевого хрусталя также свидетельствует убежденность (хотя и беспочвенная) некоторых потребителей в опасности для здоровья свинцового хрусталя из-за возможного попадания свинца из стакана в напиток. С точки зрения эстетики, потребители предпочитают хозяйственную стеклянную посуду, ножка которой составляет с чашей единое целое, так как это создает впечатление, что продукт был изготовлен традиционным ручным стеклодувным способом. С другой стороны, хозяйственная стеклянная посуда, ножка которой не составляет с чашей единого целого, у потребителей ассоциируется с массовым машинным производством, что неизбежно для соответствия нуждам рынка в количестве и цене хозяйственной стеклянной посуды. С точки зрения практического применения, главным образом простого хранения в чистом состоянии и длительного срока службы бокалов для напитков, потребители также предпочитают бокалы, ножка которых составляет с чашей единое целое.
Хозяйственная стеклянная посуда на ножке изготавливается с прессованной или вытянутой ножкой. Прессованная ножка изготавливается отдельно. Затем ножка будет приварена к чашке, которая была изготовлена в стеклоформе на выдувном устройстве. С точки зрения цены выгодно, что чашка изготавливается на относительно простом автоматическом выдувном устройстве, т.е. фактическая стоимость стеклоформ и производственного оборудования, стоимость эксплуатации и технического обслуживания такой машины оказываются относительно низкими. Учитывая тот факт, что изготовление чашки проводится только в стеклоформе, качество ее внешней поверхности очень высокое. Однако недостаток бариевого хрусталя состоит в том, что в продуктах, изготовленных из него, в процессе охлаждения возникают сильные внутренние напряжения, для устранения которых необходимо проведение дальнейших технологических операций. Данное неблагоприятное свойство бариевого хрусталя возрастает при приваривании прессованной ножки к чаше, которые нагреваются до разных температур, вследствие чего в точке сварки возникают чрезвычайно высокие внутренние напряжения. Это вызывает проблемы, связанные с растрескиванием продуктов стеклодувного производства в процессе изготовления, а вследствие остаточного внутреннего напряжения такие проблемы возникают также и у потребителей. Помимо того, что это может привести к самопроизвольному разрушению изделий стеклодувного производства, основную опасность представляет мытье бокалов для напитков в автоматических посудомоечных машинах. С точки зрения поддержания чистоты, главным образом, бокалов для напитков, невыгодно, что в точке соединения ножки с чашей образуется углубление, чистоту которого тяжело поддерживать.
Вытянутая ножка изготавливается путем вытягивания заготовки ножки, которая образует с чашей единое целое, потому что она изготавливается вместе с чашей из одного и того же куска материала. Чашу получают таким образом, что приблизительная форма чаши вместе с конечной формой заготовки ножки придаются прессованием порции расплавленного стекла. Затем чаше будет придана конечная требуемая форма путем выдувания. Недостатком этого является тот факт, что для получения чаши с заготовкой ножки необходимы автоматические прессовые и выдувные машины значительного размера, их цена значительно выше, чем цена выдувных машин, а также дороже их эксплуатация и техническое обслуживание. Стоимость изготовления стеклоформ, необходимых для получения болванки чаши, также очень высока. Несмотря на тот факт, что конечная форма чаши формируется в стеклоформе, качество поверхности чаши может быть снижено из-за наличия следов обработки в процессе прессования.
С коммерческой точки зрения, оптимально производить чаши хозяйственной хрустальной посуды из бариевого хрусталя с заготовкой ножки на недорогих автоматических стеклодувных машинах. Однако попытки производства чаш с заготовкой ножки на стандартных автоматических выдувных машинах были неудачными. Поскольку в нижней части стеклоформы располагается отверстие, в которое заготовка ножки, находящаяся в то время в пластическом состоянии, входит под действием собственной тяжести после заполнения полости стеклоформы с чашей, происходит прилипание заготовки ножки и внешней стенки дна чаши к стеклоформе. Так как выдуваемая чаша вращается в стеклоформе, а стеклоформа остается неподвижной, то происходит деформация как заготовки ножки, так и дна чаши.
Раскрытие сущности изобретения
Вышеупомянутые недостатки будут в значительной степени устранены в способе изготовления чаш стеклянных сосудов с ножкой в соответствии с данным изобретением, сущность которого заключается в том, что порция расплавленного стекла будет вводиться в стеклоформу заготовки, где слиток-заготовка, в нижней части которого находится болванка заготовки ножки, будет прессоваться. Затем слиток-заготовка будет помещен на вращающееся кольцо, расположенное над стеклоформой, ось вращения которого совпадает с продольной осью стеклоформы. В дальнейшем слиток-заготовка будет придавлен к вращающемуся кольцу держателем выдувного устройства, и под действием собственной тяжести он будет самопроизвольно стекать через отверстие в кольце и принимать форму чаши. Болванка заготовки ножки входит в полость нижней стеклоформы, вращающейся в том же направлении, что и кольцо; данная стеклоформа сдвигается внутрь открытой стеклоформы, расположенной непосредственно под вращающимся кольцом. В полости нижней стеклоформы болванка заготовки ножки будет удерживаться за счет пониженного давления. С помощью выдувного устройства воздух нагнетается в чашу, и в то же время нижняя стеклоформа прижимается книзу до тех пор, пока отверстие полости нижней стеклоформы не окажется на одном уровне с внутренней вращающейся поверхностью нижнего отверстия стеклоформы. Затем стеклоформа будет закрыта, и с помощью выдувного устройства воздух будет нагнетаться в чашу до тех пор, пока чаша не примет форму внутренней стенки стеклоформы, где в дальнейшем она будет охлаждена до затвердевания. В то же время заготовка ножки примет конечную форму в полости нижней стеклоформы под действием как силы тяжести, так и пониженного давления, в дальнейшем заготовка ножки будет охлаждена до затвердевания. Затем будет увеличено давление в полости нижней стеклоформы, и нижняя стеклоформа будет сдвинута книзу. Затем стеклоформа будет открыта, и, таким образом, будет освобождена законченная чаша с интегрированной заготовкой ножки. Такой способ позволяет изготовить чаши стеклянных сосудов с заготовкой ножки из бариевого хрусталя.
Реализация данного способа становится возможной при использовании устройства, созданного на основе автоматической стеклодувной машины в соответствии с данным изобретением, сущность которого заключается в том, что матрица стеклоформы заготовки автоматической стеклодувной машины имеет углубление, объем которого такой же, как и объем ножки конкретной изготавливаемой стеклянной посуды, и каждая позиция выдувания автоматической стеклодувной машины оснащена нижней стеклоформой, расположенной так, чтобы обеспечить вращение и движение в вертикальном направлении, полость которой имеет форму и объем такие же, как форма и объем углубления в матрице стеклоформы заготовки. Такая компоновка позволяет изготовить чаши с интегрированной заготовкой ножки на стандартной автоматической стеклодувной машине. Для того, чтобы можно было ввести нижнюю стеклоформу в нижнее сопло стеклоформы и обеспечить гладкое соединение заготовки ножки с чашей, полость нижней стеклоформы снабжена соплом, внешняя вращающаяся поверхность которого имеет диаметр меньше диаметра внутренней вращающейся поверхности нижнего сопла стеклоформы и параллельна внутренней вращающейся поверхности нижнего сопла стеклоформы.
Сущность данного изобретения дополнительно заключается в том, что внешняя вращающаяся поверхность сопла нижней стеклоформы преимущественно представляет собой вращающуюся цилиндрическую поверхность.
Для того, чтобы конструкция сопла была как можно более массивной и, таким образом, достигалось увеличение срока его службы при изготовлении тонких чаш, тогда как в случае цилиндрической внешней вращающейся поверхности сопла угол раствора сопла должен быть очень острым, сущность изобретения дополнительно заключается в том, что, в качестве одного из вариантов, внешняя вращающаяся поверхность сопла нижней стеклоформы может быть спроектирована в виде конуса.
Для того, чтобы по мере износа покрытия стеклоформы можно было регулировать положение нижней стеклоформы по вертикали и, таким образом, обеспечить постоянное изготовление чаш с непрерывным соединением с заготовкой ножки, сущность данного изобретения дополнительно заключается в том, что положение нижней стеклоформы можно регулировать в вертикальном направлении.
И наконец, сущность данного изобретения заключается в том, что в нижней стеклоформе сделаны отверстия для создания пониженного давления, ведущие в полость нижней стеклоформы, за счет чего обеспечивается жесткая фиксация заготовки ножки в полости нижней стеклоформы и, следовательно, гарантированное достижение желаемых формы и размера заготовки ножки.
Преимущество изготовления чаш стеклянных сосудов в соответствии со способом и с помощью устройства по данному изобретению заключается в создании благоприятных условий для изготовления изделий стеклодувного производства с ножкой, в первую очередь с точки зрения приемлемой цены, потому что это позволяет производить данные изделия из более дешевого бариевого хрусталя на недорогих автоматических стеклодувных машинах, техническое обслуживание которых дешевле, чем техническое обслуживание надежных и более сложных с точки зрения конструкции автоматических стеклодувных и прессовых машин. В то же время их эксплуатация является менее дорогостоящей, так как изготовление не требует использования дорогих пресс-форм, необходимых для каждого типа изготавливаемых стеклянных сосудов, а используются только относительно дешевые стеклоформы. Также, с точки зрения эстетики и практичности изделий стеклодувного производства с ножкой, способ изготовления имеет некоторую ценность, поскольку он позволяет производить изделия стеклодувного производства с вытянутыми ножками, востребованные потребителями. В общей сложности, способ изготовления в соответствии с данным изобретением вносит вклад в увеличение конкурентоспособности изделий стеклодувного производства, полученных в соответствии с данным способом.
Краткое описание чертежей
Изобретение будет подробно пояснено при помощи чертежей, где:
Фиг.1 схематично изображает продольное сечение позиции стеклодувной машины с чашей, выдутой до конечной формы,
Фиг.2 представляет продольное сечение стеклоформы заготовки c прессованным слитком-заготовкой,
Фиг.3 изображает продольное сечение нижней стеклоформы с цилиндрической внешней поверхностью сопла,
Фиг.4 изображает продольное сечение нижней стеклоформы с конической внешней поверхностью сопла.
Предпочтительный вариант осуществления изобретения
На станине (не показано) ротационной стеклодувной машины вне траектории движения позиций выдувания 3 расположена стеклоформа заготовки 1, состоящая из зафиксированной нижней матрицы 11 и перемещаемого пуансона 12. Матрица 11 стеклоформы заготовки 1 автоматической стеклодувной машины оснащена углублением 13, объем которого такой же, как и объем ножки конкретной изготавливаемой стеклянной посуды, и каждый блок выдувания 3 автоматической стеклодувной машины оснащен нижней стеклоформой 4, расположенной так, чтобы обеспечить вращение и перемещение в вертикальном направлении, полость 41 которой имеет форму и объем такие же, как форма и объем углубления 13 в нижней матрице 11, полость 41 нижней стеклоформы 4 снабжена соплом 42, внешняя вращающаяся поверхность 43 которого имеет диаметр меньше диаметра внутренней вращающейся поверхности 51 нижнего сопла 51 стеклоформы 5 и параллельна внутренней вращающейся поверхности 51 нижнего отверстия стеклоформы 5. Внешняя вращающаяся поверхность 43 сопла 42 имеет преимущественно цилиндрическую форму, так как нижняя стеклоформа 4 вращается, а стеклоформа 5 остается неподвижной, и в процессе придания чаше 6 конечной формы внешняя вращающаяся поверхность 43 сопла 42 нижней стеклоформы 4 располагается напротив внутренней вращающейся поверхности 51 нижнего отверстия стеклоформы 5.
Для того, чтобы конструкция сопла 42 была как можно более массивной и, таким образом, достигалось увеличение срока его службы при изготовлении тонких чаш 6, тогда как в случае цилиндрической внешней вращающейся поверхности 43 сопла 42 угол раствора сопла 42 должен быть очень острым, внешняя вращающаяся поверхность 43 сопла 42 нижней стеклоформы 4, в качестве одного из вариантов, преимущественно выполнена в виде конуса. Для того, чтобы по мере износа покрытия стеклоформы 5 можно было регулировать положение нижней стеклоформы 4 по вертикали и, таким образом, обеспечить постоянное изготовление чаш 6 с непрерывным соединением с заготовкой ножки 61, положение нижней стеклоформы 4 можно регулировать в вертикальном направлении. В нижней стеклоформе 4 сделаны отверстия 44 для создания пониженного давления, ведущие в полость 41 нижней стеклоформы 4, за счет чего обеспечивается жесткая фиксация заготовки ножки 61 в полости 41 нижней стеклоформы 4 и, следовательно, гарантированное достижение требуемых формы и размера заготовки ножки 61.
Упомянутое устройство функционирует таким образом, что порция расплавленного стекла вводится в стеклоформу заготовки 1, где слиток-заготовка 7, в нижней части которого находится болванка 71 заготовки ножки 61, будет прессоваться. Затем слиток-заготовка 7 помещается на вращающееся кольцо 8, расположенное над стеклоформой 5, ось вращения которого совпадает с продольной осью стеклоформы 5. В дальнейшем слиток-заготовка 7 придавливается к вращающемуся кольцу 8 держателем 10 выдувного устройства 9, и под действием собственной тяжести слиток-заготовка 7 самопроизвольно стекает через отверстие в кольце 8 и принимает форму чаши 6. Болванка 71 заготовки ножки 61 входит в полость 41 нижней стеклоформы 4, вращающейся в том же направлении, что и кольцо 8, данная стеклоформа сдвигается внутрь открытой стеклоформы 5, расположенной непосредственно под вращающимся кольцом 8. В полости 41 нижней стеклоформы 4 болванка 71 заготовки ножки 61 будет удерживаться за счет пониженного давления, которое обеспечивается при помощи отверстий 44. С помощью выдувного устройства 9 воздух нагнетается в чашу 6, и в то же время нижняя стеклоформа 4 прижимается книзу до тех пор, пока сопло 42 полости 41 нижней стеклоформы 4 не окажется на одном уровне с внутренней вращающейся поверхностью 51 нижнего отверстия стеклоформы 5. Затем стеклоформа 5 будет закрыта, и с помощью выдувного устройства 9 воздух будет нагнетаться в чашу 6 до тех пор, пока чаша 6 не примет форму внутренней стенки 52 стеклоформы 5, где в дальнейшем она будет охлаждена до затвердевания. В то же время болванка заготовки ножки 61 примет конечную форму в полости 41 нижней стеклоформы 4 под действием как силы тяжести, так и пониженного давления, в дальнейшем заготовка ножки 61 будет охлаждена до затвердевания. Давление в полости 41 нижней стеклоформы 4 будет увеличено, и затем нижняя стеклоформа 4 будет сдвинута книзу, стеклоформа 5 откроется и, таким образом, будет освобождена законченная чаша 6 с интегрированной заготовкой ножки 61.
Применимость в производственных условиях
Помимо недавно изготовленных автоматических стеклодувных машин, данное изобретение также может быть использовано на существующих автоматических стеклодувных машинах при их реконструкции таким образом, чтобы они включали устройство в соответствии с данным изобретением.
Изобретение относится к способу изготовления ножек стеклянной посуды и устройству для осуществления этого способа, подходящего главным образом для производства стеклянной посуды с интегрированной заготовкой ножки на автоматических стеклодувных машинах. Техническим результатом изобретения является снижение себестоимости и упрощение технологии изготовления изделий. Способ изготовления чаш стеклянных сосудов включает введение порции расплавленного стекла в стеклоформу заготовки, включающей слиток-заготовку, нижняя часть которой оснащена болванкой заготовки ножки, которая затем прессуется. Затем слиток-заготовка помещается на вращающееся кольцо, расположенное над стеклоформой, в дальнейшем слиток-заготовка придавливается к вращающемуся кольцу держателем выдувного устройства, и под действием собственной тяжести слиток-заготовка самопроизвольно стекает через отверстие в кольце и принимает форму чаши. Болванка заготовки ножки входит в полость нижней стеклоформы, вращающейся в том же направлении, что и кольцо. Затем нижняя стеклоформа сдвигается внутрь открытой стеклоформы, расположенной непосредственно под вращающимся кольцом, в полости нижней стеклоформы. Болванка заготовки ножки удерживается за счет пониженного давления, и воздух нагнетается в чашу с помощью выдувного устройства. В то же время нижняя стеклоформа прижимается книзу до тех пор, пока сопло полости нижней стеклоформы не окажется на одном уровне с внутренней вращающейся поверхностью нижнего отверстия стеклоформы. После чего стеклоформа закрывается, и воздух нагнетается в чашу до тех пор, пока чаша не примет форму внутренней стенки стеклоформы, где в дальнейшем она будет охлаждена до затвердевания. В то же время под действием как силы тяжести, так и пониженного давления в полости нижней стеклоформы заготовка ножки принимает конечную форму и в дальнейшем охлаждается до затвердевания. Затем в полости нижней стеклоформы давление увеличивается, и нижняя стеклоформа сдвигается книзу, после чего стеклоформа открывается и, таким образом, освобождается законченная чаша с интегрированной заготовкой ножки. 2 н. и 4 з.п. ф-лы, 4 ил.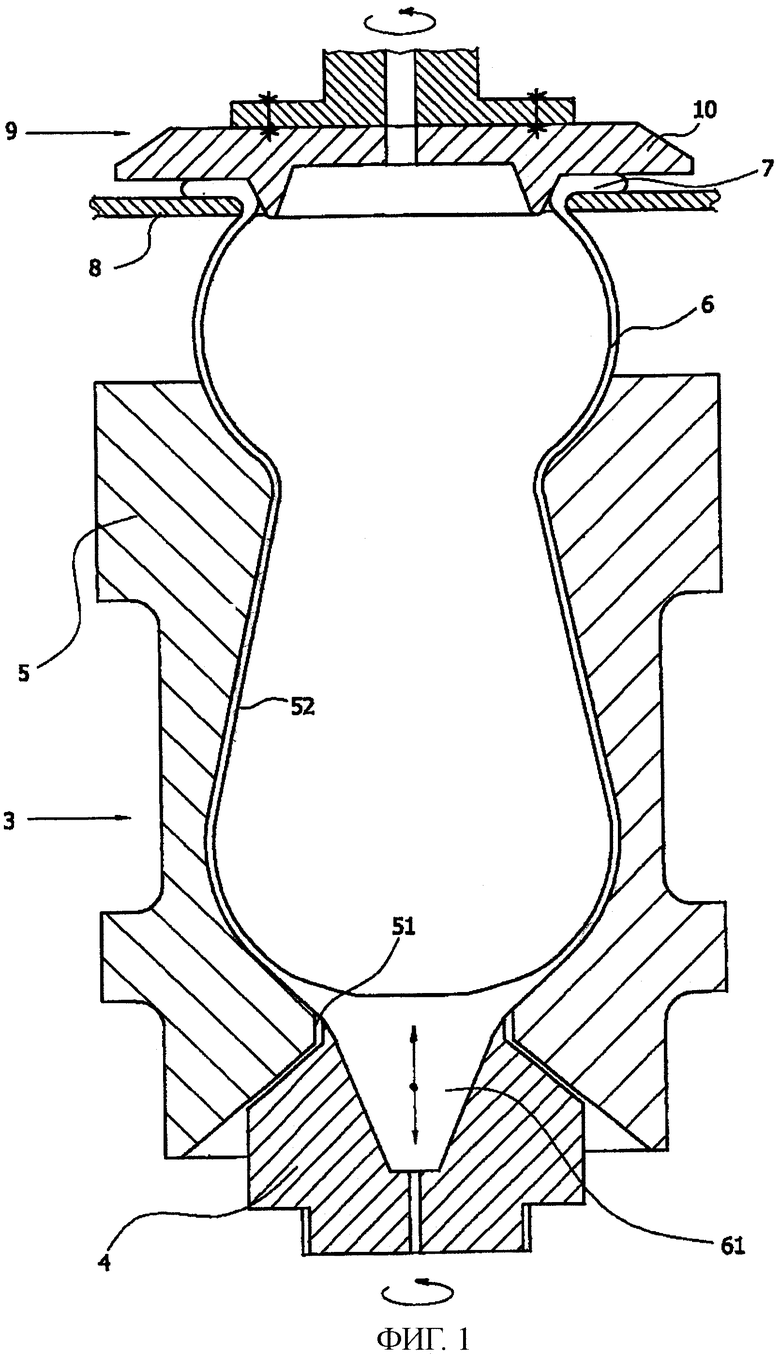
1. Способ изготовления чаш стеклянных сосудов, отличающийся тем, что порция расплавленного стекла вводится в стеклоформу заготовки (1), где слиток-заготовка (7), нижняя часть которого оснащена болванкой (71) заготовки ножки (61), прессуется, затем слиток-заготовка (7) помещается на вращающееся кольцо (8), расположенное над стеклоформой (5), ось вращения которого совпадает с продольной осью стеклоформы (5), в дальнейшем слиток-заготовка (7) придавливается к вращающемуся кольцу (8) держателем (10) выдувного устройства (9), и под действием собственной тяжести слиток-заготовка (7) самопроизвольно стекает через отверстие в кольце (8) и принимает форму чаши (6), болванка (71) заготовки ножки (61) входит в полость (41) нижней стеклоформы (4), вращающейся в том же направлении, что и кольцо (8), данная стеклоформа сдвигается внутрь открытой стеклоформы (5), расположенной непосредственно под вращающимся кольцом (8), в полости (41) нижней стеклоформы (4) болванка (71) заготовки ножки (61) удерживается за счет пониженного давления, и воздух нагнетается в чашу (6) с помощью выдувного устройства (9), в то же время нижняя стеклоформа (4) прижимается книзу до тех пор, пока сопло (42) полости (41) нижней стеклоформы (4) не окажется на одном уровне с внутренней вращающейся поверхностью (51) нижнего отверстия стеклоформы (5), затем стеклоформа (5) закрывается, и воздух нагнетается в чашу (6) до тех пор, пока чаша (6) не примет форму внутренней стенки (52) стеклоформы (5), где в дальнейшем она будет охлаждена до затвердевания, и в то же время под действием как силы тяжести, так и пониженного давления в полости (41) нижней стеклоформы (4) заготовка ножки (61) принимает конечную форму и в дальнейшем охлаждается до затвердевания, затем в полости (41) нижней стеклоформы (4) давление увеличивается, и нижняя стеклоформа (4) сдвигается книзу, после чего стеклоформа (5) открывается и таким образом освобождается законченная чаша (6) с интегрированной заготовкой ножки (61).
2. Устройство, созданное на основе автоматической стеклодувной машины для осуществления способа по п.1, отличающееся тем, что матрица (11) стеклоформы заготовки (1) автоматической стеклодувной машины имеет углубление (13), объем которого такой же, как и объем ножки конкретного изготавливаемого стеклянного сосуда, и каждая позиция выдувания (3) автоматической стеклодувной машины оснащена нижней стеклоформой (4), расположенной так, чтобы обеспечить вращение и перемещение в вертикальном направлении, полость (41) которой имеет форму и объем такие же, как форма и объем углубления (13) в матрице (11), полость (41) нижней стеклоформы (4) снабжена соплом (42), внешняя вращающаяся поверхность (43) которого имеет диаметр меньше диаметра внутренней вращающейся поверхности (51) нижнего отверстия стеклоформы (5) и параллельна внутренней вращающейся поверхности (51) нижнего отверстия стеклоформы (5).
3. Устройство по п.2, отличающееся тем, что внешняя вращающаяся поверхность (43) сопла (42) нижней стеклоформы (4) имеет цилиндрическую форму.
4. Устройство по п.2, отличающееся тем, что внешняя вращающаяся поверхность (43) сопла (42) нижней стеклоформы (4) имеет коническую форму.
5. Устройство по п.2, или 3, или 4, отличающееся тем, что нижняя стеклоформа (4) расположена таким образом, чтобы обеспечить перемещение в вертикальном направлении.
6. Устройство по п.5, отличающееся тем, что в нижней стеклоформе (4) выполнены отверстия (44) для создания пониженного давления, ведущие в полость (41) нижней стеклоформы (4).
| ВИБРАЦИОННЫЙ НАСОС | 2007 |
|
RU2351808C2 |
| Противоселевое устройство | 1987 |
|
SU1528849A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU194095A1 | |
| Механизм синхронизатора секционного стеклоформующего автомата | 1973 |
|
SU446473A1 |

