1
Изобретение относится к черной и цветной металлургии, преимущественно к непрерывной разливке слитков большого сечения.
Известен процесс непрерывной разливки способом «плавка на плавку несколькими струями из одного промежуточного ковша.
.При смене сталеразливочного ковша разливку осушествляют из промежуточного ковша, емкость которого должна быть достаточной для обеспечения литья на время замены сталеразливочного ковша. При смене промежуточных ковшей, что необходимо осуш,ествлять при износе огнеупоров, приходится прерывать струю металла и уменьшать скорость разливки. При этом у мениска образуется дефектный слой, который нужно затем удалять. Смену промежуточных ковшей для стали необходимо производить очень быстро (за 2-3 мин, иначе не удается продолжить процесс непрерывного, литья. Это создает трудности при разливке в нериод замены ковшей.
Предлагаемый способ позволяет в ряде случаев увеличить время беспрерывной разливки, дает возможность не прерывать струю и не замедлять скорость .слитка.
Это достигается тем, что разливку в один кристаллизатор осуществляют одновременно через две или большее число промежуточных емкостей из одного разливочного ковша. При
этом появляется возможность поочередной замены промежуточных емкостей, а в период смены одного ковша разливку продолжают через другие. Число промежуточных ковшей на одном кристаллизаторе должно быть равным, по крайней мере, двум. Время замены промежуточного ковша, его выставки можно з.начительно увеличить без ухудшения качества металла.
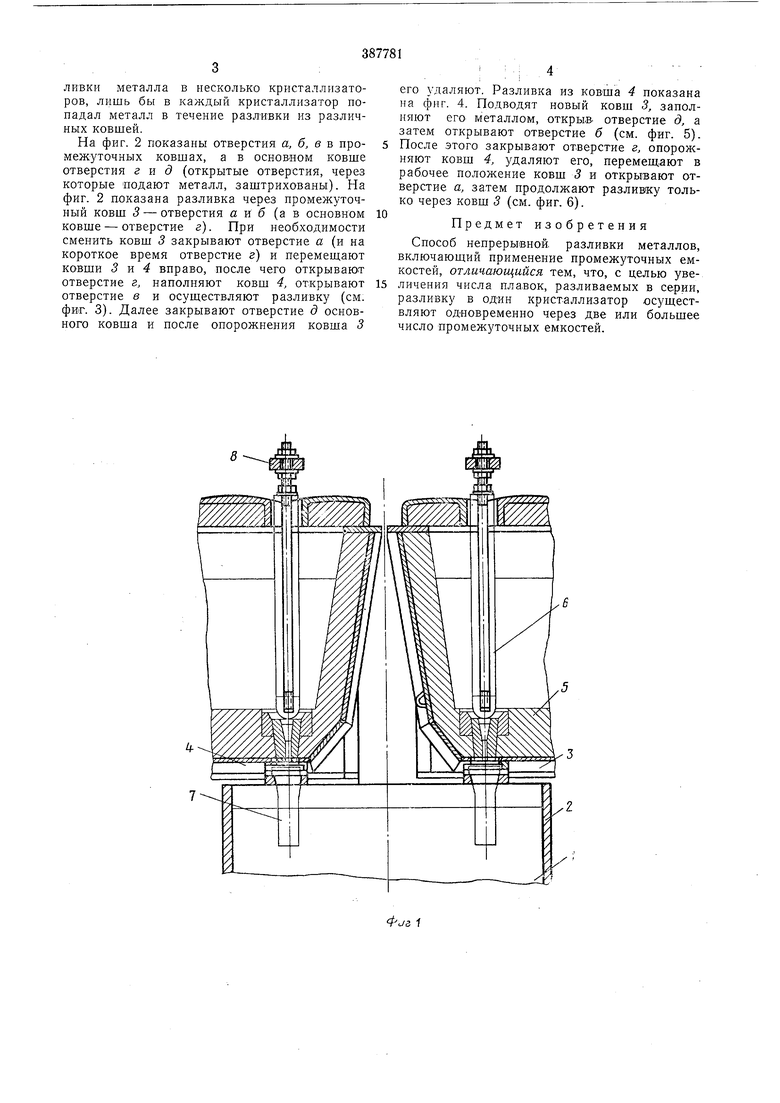
На фиг. 1 показан один из вариантов осуществления предлагаемого способа (разливка щироких слябов); на фиг. 2-6 - схема применения способа с двумя различными промежуточными емкостями.
.Непрерывный слиток / вытягивают из кристаллизатора 2. Заливка металла производится из промежуточных ковшей 3 -к 4. Футеровка ковшей обозначена позицией 5. Отверстия могут закрываться стопорами 6.
На фиг. 1 показана разливка под уровень через стаканы 7 (предлагаемый способ применим и при разливке открытой струей). С помощью рычагов 8 стопорного устройства поднимают стопоры 6, а затем разливают металл из ковшей 3 -к 4.
Из разливочного ковша наполняют ковши 5 и 4 и разливают слиток / через стаканы 7 двумя струями из двух одинаковых промежуточных ковшей. Каждый из этих ковшей может иметь несколько отверстий для разливки металла в несколько кристаллизаторов, лишь бы в каждый кристаллизатор иопадал металл в течение разливки из различных ковшей.
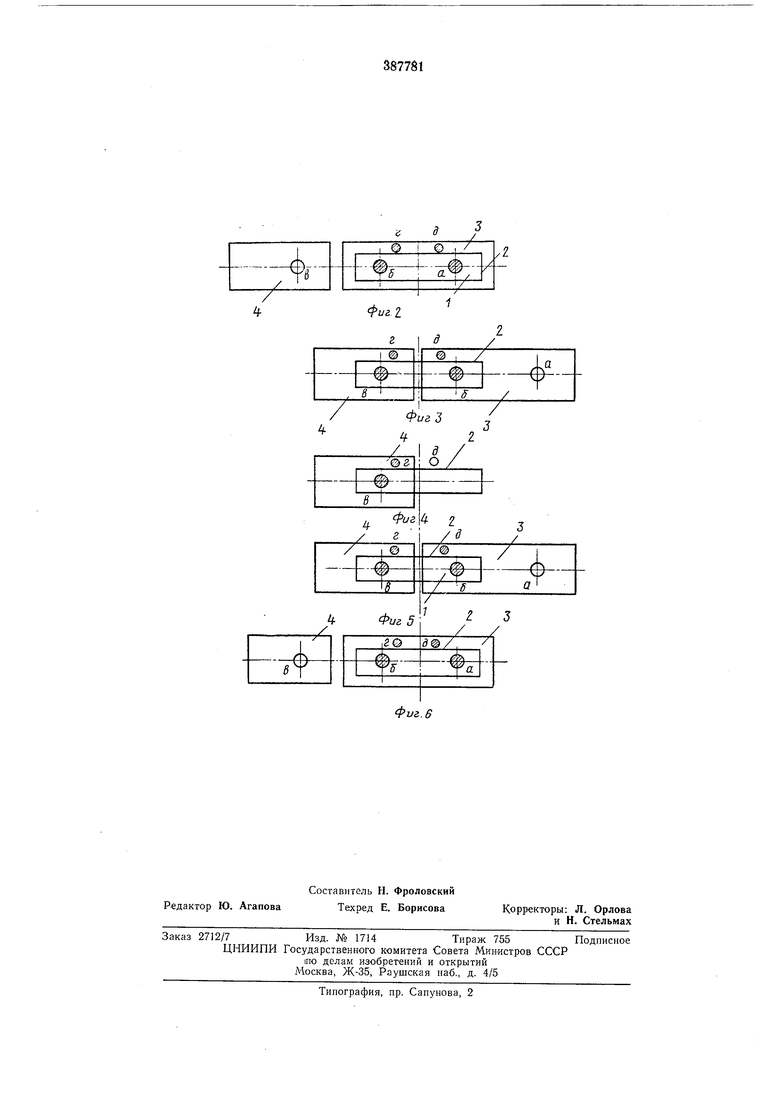
На фиг. 2 показаны отверстия а, б, в Е промежуточных ковшах, а в основном ковше отверстия гид (открытые отверстия, через которые подают металл, заштрихованы). На фиг. 2 показана разливка через промежуточный ковш 3 - отверстия а и б (а в основном ковше - отверстие г). При необходимости сменить ковш 3 закрывают отверстие а (и на короткое время отверстие г) и перемеш;ают ковши 5 и 4 вправо, после чего открывают отверстие г, наполняют ковш 4, открывают отверстие в и осуш,ествляют разливку (см. фиг. 3). Далее закрывают отверстие д основного ковша и после опорожнения ковша 5
его удаляют. Разливка из ковша 4 показана на фиг. 4. Подводят новый ковш 3, заполняют его металлом, открыв отверстие д, а затем открывают отверстие б (см. фиг. 5). После этого закрывают отверстие г, опорожняют ковш 4, здаляют его, перемещают в рабочее положение ковш 3 и открывают отверстие а, затем продолжают разливку только через ковш 3 (см. фиг. 6).
т-гл
Предмет изобретения
Способ непрерывной, разливки металлов, включаюш;ий применение промежуточных емкостей, отличающийся тем, что, с целью увеличения числа плавок, разливаемых в серии, разливку в один кристаллизатор осушествляют одновременно через две или большее число промежуточных емкостей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной разливки стали на многоручьевых машинах | 1985 |
|
SU1296284A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2002 |
|
RU2210457C1 |
| Способ непрерывной разливкиМЕТАллОВ | 1979 |
|
SU831292A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ РАЗЛИЧНЫХ МАРОК СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111081C1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2109593C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2029658C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2033888C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2029657C1 |
| Устройство для непрерывной разливки металла | 1988 |
|
SU1611562A1 |