1
Изобретение относится к литейному пройз- водству.
Известны способы изготовления металлических литейных форм в песчаных формах, включающие раздельную отливку верхней и нижней полуформ и их последующую сборку.
Однако при изготовлении разъемных металлических литейных форм известными способами не компенсируются зазоры, вызываемые короблением и неточностью отливки, и необходима обработка поверхностей разъема полуформ резанием.
Цель изобретения - предотвращение обработки резанием и компенсация зазоров по разъему формы, вызываемых короблением и неточностью их отливки.
Для этого полость образованную нолуформами по разъему, заполняют металлом.
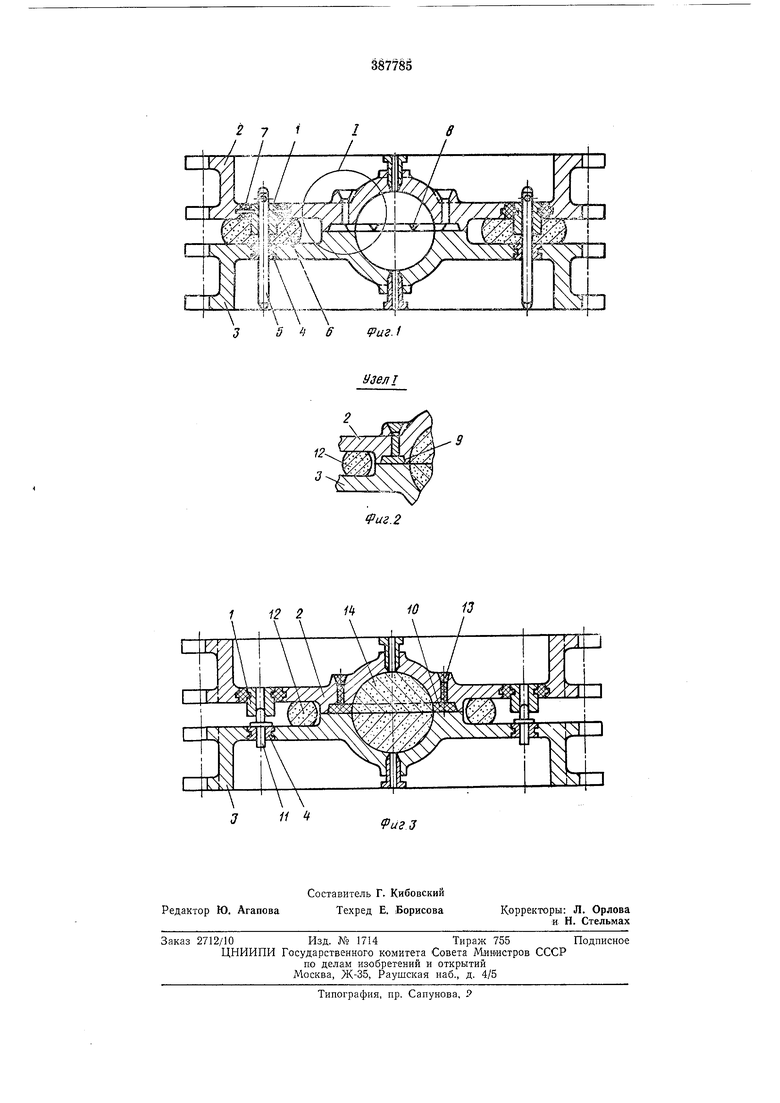
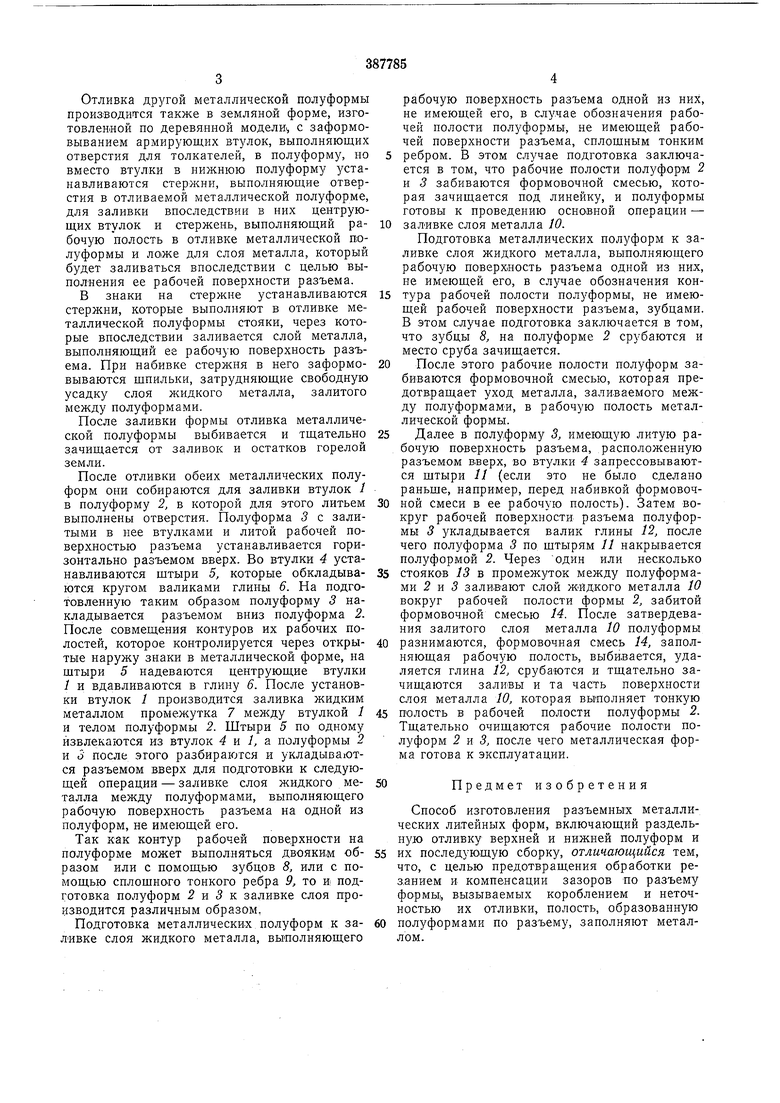
На фиг. 1 изображены металлические полуф,ормы в процессе заливки центрирующих втулок в полуформу для их последующей за ливки; на фиг. 2 - узел I на фиг. 1; на фи1Г. 3 - металлические полуформы при заливке между ними слоев жидкого металла, выполняющего после затвердевания рабоч Ю поверхность разъема полуформы, отливаемую без него.
Отливка металлических полуформ производится раздельно в обычных земляных формах
с использованием песчано-масляных стержней, выполняющих рабочие полости металлических полуформ.
Формовка производится по деревянной модели. В нижнюю полуформу устанавливают на болванчиках армирующие центрующие втулки, внутренние отверстия которых засыпают сухим песком во избежание попадания внутрь втулки жидкого металла при залввке
формы. В эту же полуфарму устанавливается песчано-масляный стержень, выполняющий рабочую полость металлической полуформы и рабочую поверхность разъема. При формовке верхней полуформы в нее
частично заформовывают армирующие втулки, выполняющие в отливке металлической полуформы отверстия для толкателя, для чего перед установкой модели в опоку верхней полуформы втулка забивается смесью и
устанавливается в гнездо на модели на глубину, равную толщине тела отливки металлической полуформы в этом месте.
Выстуцаю;щий бурт втулки препятствует ее выпадению из полуформы после извлечения
модели. Заполнение втулки формовочной смесью производится для того, чтобы жидкий металл не проникал в отверстие втулки при заливке формы. Отлитая металлическая полуформа выбивается и тщательно зачищается от заливов и остатков горелой земли.
Отливка другой металлической полуформы производится также в земляной форме, изготовленной по деревянной моделИ|, с заформовыванием армирующих втулок, выполняющих отверстия для толкателей, в полуформу, но вместо втулки в нижнюю полуформу устанавливаются стержни, выполняющие отверстия в отливаемой металлической полуформе, для заливки впоследствии в них центрующих втулок и стержень, выполняющий рабочую полость в отливке металлической полуформы и ложе для слоя металла, который будет заливаться впоследствии с целью выполнения ее рабочей поверхности разъема.
В знаки на стержне устанавливаются стержни, которые выполняют в отливке металлической полуформы стояки, через которые впоследствии заливается слой металла, выполняющий ее рабочую поверхность разъема. При набивке стержня в него заформовываются щпильки, затрудняющие свободную усадку слоя жидкого металла, залитого между полуформами.
После заливки формы отливка металлической полуформы выбивается и тщательно зачищается от заливок и остатков горелой земли.
После отливки обеих металлических полуформ они собираются для заливки втулок / в полуформу 2, в которой для этого литьем выполнены отверстия. Полуформа 5 с залитыми в нее втулками и литой рабочей поверхностью разъема устанавливается горизонтально разъемом вверх. Во втулки 4 устанавливаются щтыри 5, которые обкладываются кругом валиками глины 6. На подготовленную таким образом полуформу 3 накладывается разъемом вниз полуформа 2. После совмещения контуров их рабочих полостей, которое контролируется через открытые наружу знаки в металлической форме, на штыри 5 надеваются центрующие втулки I и вдавливаются в глину 6. После установки втулок 1 производится заливка жидким металлом промежутка 7 между втулкой 1 и телом полуформы 2. Штыри 5 по одному извлекаются из втулок 4 и Л а нолуформы 2 и tS после этого разбираются и укладываются разъемом вверх для подготовки к следующей операции - заливке слоя жидкого металла между полуформами, выполняющего рабочую поверхность разъема на одной из полуформ, не имеющей его.
Так как контур рабочей поверхности на полуформе может выполняться двояким образом или с помощью зубцов 8, или с помощью сплошного тонкого ребра 9, то ц подготовка полуформ 2 и 5 к заливке слоя производится различным образом,
Подготовка металлических полуформ к залнвке слоя жидкого металла, выполняющего
рабочую поверхность разъема одной из них не имеющей его, в случае обозначения рабочей полости полуформы, не имеющей рабочей поверхности разъема, сплошным тонким ребром. В этом случае подготовка заключается в том, что рабочие полости полуформ 2 и 3 забиваются формовочной смесью, которая зачищается под линейку, и полуформы готовы к проведению основной операции - заливке слоя металла 10.
Подготовка металлических полуформ к заливке слоя жидкого металла, выполняющего рабочую поверхность разъема одной из них, не имеющей его, в случае обозначения контура рабочей полости полуформы, не имеющей рабочей поверхности разъема, зубцами. В этом случае подготовка заключается в том, что зубцы 8, на полуформе 2 срубаются и место сруба зачищается.
После этого рабочие полости полуформ забиваются формовочной смесью, которая предотвращает уход металла, заливаемого между полуформамИ, в рабочую полость металлической формы.
Далее в полуформу 3, имеющую литую рабочую поверхность разъема, расположенную разъемом вверх, во втулки 4 запрессовываются щтыри // (если это не было сделано раньще, например, перед набивкой формовочной смеси в ее рабочую полость). Затем вокруг рабочей поверхности разъема полуформы 5 укладывается валик глины 12, после чего полуформа 5 по штырям П накрывается полуформой 2. Через один или несколько стояков 13 в промежуток между полуформами 2 и 5 заливают слой Жйдкого металла Ю вокруг рабочей полости формы 2, забитой формовочной смесью 14. После затвердевания залитого слоя металла 10 полуформы разнимаются, формовочная смесь 14, заполняющая рабочую полость, выбивается, удаляется глина 12, срубаются и тщательно зачищаются заливы и та часть поверхности слоя металла 10, которая выполняет тонкую гюлость в рабочей полости полуформы 2. Тщательно очищаются рабочие полости полуформ 2 Vi 3, после чего металлическая форма готова к эксплуатации.
Предмет изобретения
Способ изготовления разъемных металлических литейных форм, включающий раздельную отливку верхней и нижней полуформ и их последующую сборку, отличающийся тем, что, с целью предотвращения обработки рез.анием и компенсации зазоров по разъему формы|, вызываемых короблением и неточностью их отливки, полость, образованную полуформами по разъему, заполняют металлом.
в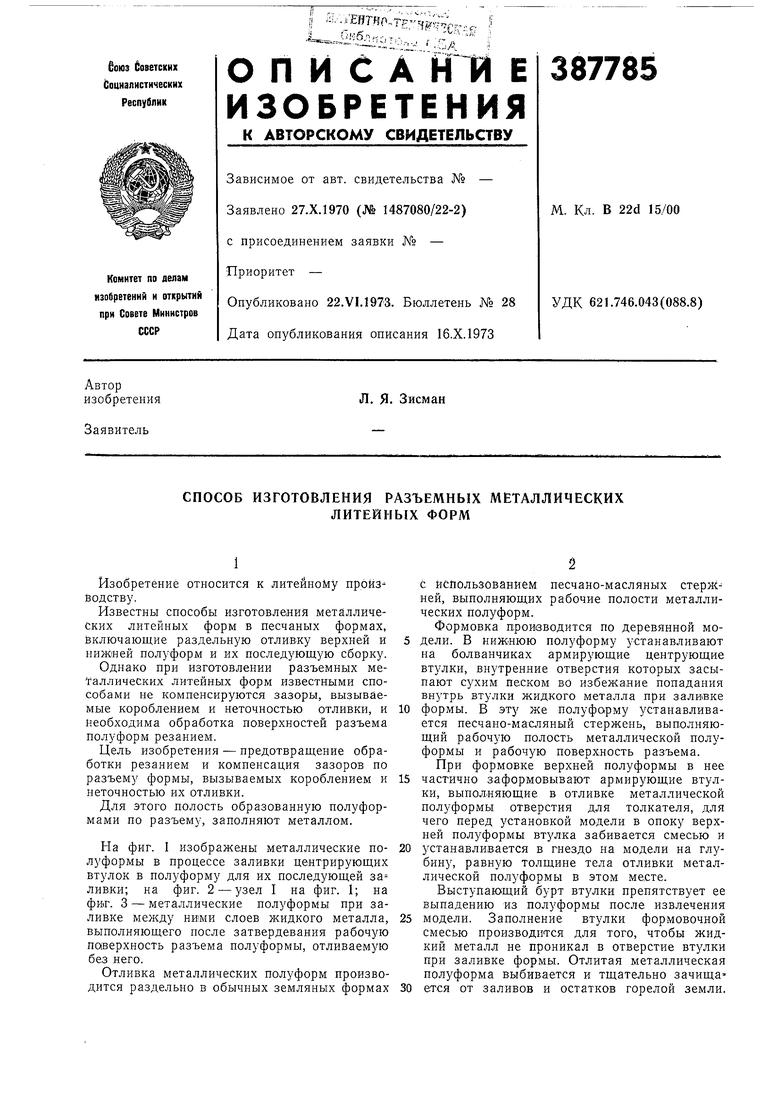
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| КОКИЛЬ | 1973 |
|
SU423564A1 |
| Литейная форма | 1977 |
|
SU634839A1 |
| УСТАНОВКА ДЛЯ МАССОВОЙ ОТЛИВКИ В ПОСТОЯННЫЕ ФОРМЫ | 1933 |
|
SU36613A1 |
| Литейная форма | 1986 |
|
SU1447530A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ РАЗНОСТЕННЫХ ЧУГУННЫХ ОТЛИВОК ТИПА ВТУЛОК | 2013 |
|
RU2549819C2 |
| Разъемная магнитная форма | 1985 |
|
SU1297984A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ОТЛИВКИ | 2016 |
|
RU2634108C1 |