3
женпый в верхней полуформе и сообщающий верхнюю часть рабочей полости с атмосферой, и литниковую систему 2J.
Недостатками известных форм являются сложность технологического процесса изготовления литейной формы с выиорами; низкая надежность работы литейной формы из-за необходимости заделывать пластмассовой лептой стык двух герметизирующих элементов, особенно при использовапии форм в мехапизнрованных линиях; необходимость в дополнительных механизмах, например, для удаления цилиндрического из полости формы и сообщения ее через канал с атмосферой.
Целью изобретения является упрощепне процесса ее изготовления и повышение надежности работы.
Указанная цель достигается за счет того, что канал выполнен во вставке и сообщает верхнюю часть рабочей нолостн с атмосферой через разъем формы.
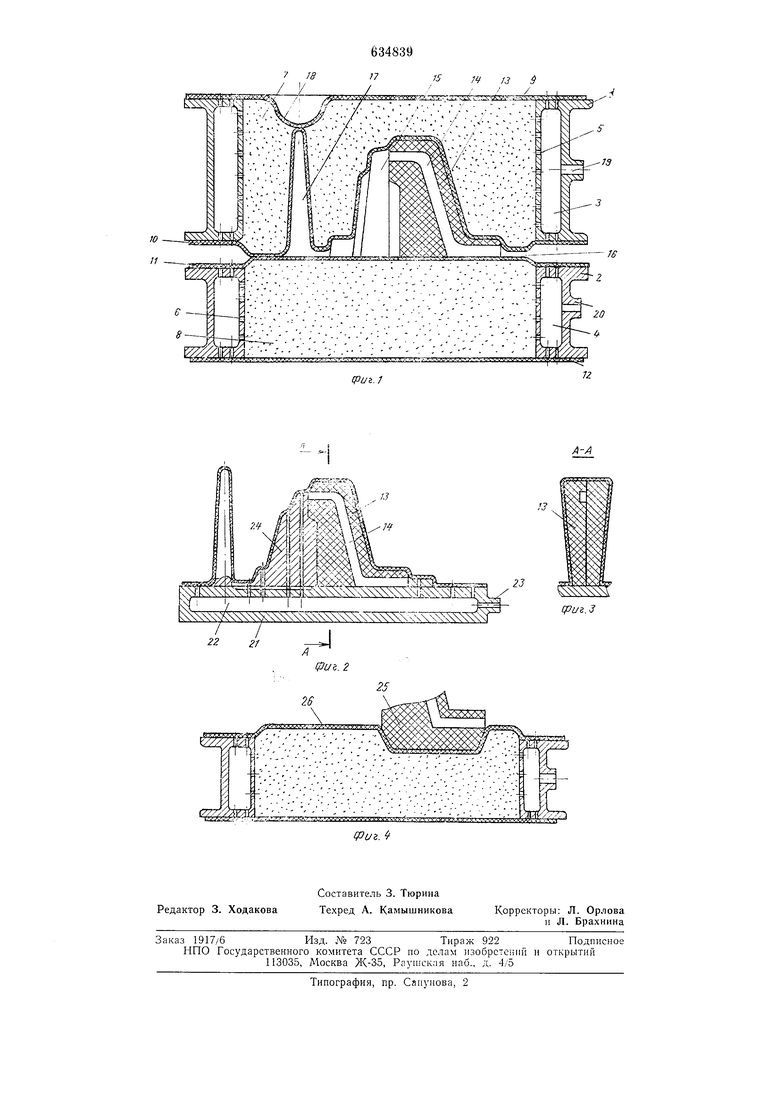
На фиг. 1 изображена предлагаемая литейная форма, общий вид; па фнг. 2 - модель с отъемной вставкой и нодмодельпой нлитой; на фиг. 3 - вставка с каналом, выполняющим функции выпора (сечение А-А на фиг. 2); на фиг. 4 - нилспяя нолуформа со вставкой, установленной знаковой частью во внадине литейной формы.
Литейная форма, нзготовленная вакуумной формовкой, включает в себя верхнюю опоку 1 и ннжнюю опоку 2, нз которых имеет вакуумные камеры 3 и 4 с перфорированными стенками 5 и 6, сухой формовочный материал 7 и 8, заключенный между герметизирующими элементами 9- 10, 11 -12, вставка 13 с каналом 14, вынолпяющим функции выпора, рабочую полость формы 15, связанную с атмосферой через щелевой канал 16 в разъеме, стояк 17 и заливочную воронку 18. Опоки 1 и 2 снабжены патрубками 19 и 20 для подключения к вакуумной системе (на чертеже не ноказана).
При формовке используют подмодельпую плиту 21, имеющую вакуумную полость 22 и патрубок 23 для подключения к вакуу.мной системе. На подмодельной плите 21 установлена модель 24, связанная отверсигями малого диаметра с вакуумной полостью 22. Вставка со знаковой частью 25 (см. фиг. 4) установлена во внадине нижней нолуформы, облицованной пленкой 26.
Литейную форму, состоящую нз двух полуформ изготавливают следующим образом.
Оноку 1 вместе с закрепленным герметизирующим элементом 10 после предварительного пагрева опускают па модель 24 и вставку 13 с каналом 14, выполняющим
4
функции выбора, после чего вакуумную полость 22 через патрубок 23 подключают к вакуумной снстеме. В результате этого герметизг рующий элемент 10 нлотпо облнцовываег модель 24 и вставку 13. Затем онока заполняется сухим формовочным материалом 7, уплотняемым нри помощи вибраци , после чего опока сверху пакрывается вторым герметизирующим элементом 9, при
этом вакуумная полость 22 сообщается с атмосферой, а патрубок 19 подключается к вакуумной системе. Опока 1 легко отделяется от модели 24 и снимается вместе со вставкой 13 с подмодельной нлнты 21,
причем вставка удерживается в форме благодаря обратно.му уклону с боковых сторон (см. фиг. 3).
Аналогичным образом изготавливается вторая нолуформа.
Нри заливке литейной формы расплавленным металлом металл из заливочной воронки 18 через стояк 17 ностунает в полость формы 15, при этом верхняя часть полости формы постоянно связана с атмоеферой через канал 14 и щелевой канал 16. Если вставка имеет знаковую часть 25, то она устанавливается в нижней оноке 2 неред сборкой верхней и нижпей опок. После выдержки па затвердевапие отливки натрубки 19 и 20 отключаются от вакуумной системы и сообщаются с атмосферой. Формовочпый матернал вместе с отливкой легко под собствеппым весом высыпается из опок. Опоки готовы для повторного изготовления литейной формы.
Ф о р м } л а изобретения
Литейная форма, изготовленная вакуум ой формовкой, содержащая верхнюю и нижнюю полуформы, каждая нз которых имеет вакуумные камеры, сообщенные с полостью формы, заполненной сухим формовочным материалом, заключенным между герметизирующими элементами, вставку, оформляющую часть рабочей поверхностн формы, канал, расположенный в верхней полуформе и сообщающий верхнюю часть рабочей полости с атмосферой, и литпиковую систему, отличающаяся тем, что, с целью упрощения процесса ее изготовления н новышеиия надежностн работы, ;;апал выполпен во вставке и сообщает ьерхнюю часть рабочей полости с атмосферой через разъем формы.
Источники информации, принятые во внимание нрн экспертизе 1. Натент США № 3825058, кл. 164-253, 1974.
2. Патент Японии № 47-61951, кл. В 22С 9/02, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Литейная форма | 1976 |
|
SU599909A1 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1989 |
|
SU1662739A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU865486A2 |
| Способ изготовления литейной формы вакуумной формовкой | 1977 |
|
SU740382A1 |
| Оснастка для литья в формы из сухих формовочных материалов | 1976 |
|
SU612752A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU772685A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU831349A1 |